Надежность технологических схем подготовки шахтных и выемочных полей
В технологические схемы широко применяемых вариантов систем разработки (сплошная, столбовая по простиранию и падению) и способов подготовки шахтных и выемочных полей входят транспортно-вентиляционные технологические цепочки от лав до околоствольного двора. В свою очередь, в эти цепочки входят составные элементы горного производства — средства выемки и транспортирования в лаве, различные виды горно-шахтного оборудования, магистральные и участковые транспортные средства, горные выработки и т. д. Каждый элемент технологической цепи, участвующий в процессе угледобычи, характеризуется отказами, которые приводят к перерывам в работе очистного забоя. При этом возможны различные формы проявления отказов — внезапный и постепенный (по характеру изменения параметров до момента возникновения отказа), независимый и зависимый, полный и частичный, очевидный и скрытый. Отказами в технологической цепи являются аварии с транспортными средствами и механизмами, выход из строя электрооборудования и электродвигателей, завалы, пучение пород почвы, приводящие к заштыбовке или любому другому нарушению нормального режима работы конвейерного транспорта, деформирование и выход из строя крепи и пр. Критериями надежности элементов, позволяющими оценить их влияние на надежность работы технологической цепочки, являются интенсивность отказа, интенсивность восстановления, коэффициент готовности и коэффициент неисправности.
Технологические схемы различных вариантов подготовки шахтных и выемочных полей в большинстве случаев незначительно отличаются по составу входящих в них элементов. Основные отличия различных вариантов технологических схем и цепочек связаны с их структурными особенностями — способами соединения, взаимосвязей и взаимодействия элементов и цепочек в подсистеме «подготовка шахтного поля».
В теории надежности большое внимание уделяется задачам оценки надежности сложных систем — технических и технологических. Здесь имеют дело с изучением систем двух видов — невосстанавливаемых и восстанавливаемых — с различными соединениями в них элементов (последовательное параллельное и комбинированное). Что касается методов оценки надежности невосстанавливаемых систем с точки зрения теоретических разработок, то они не являются проблемами в теории надежности.
При чисто последовательном соединении надежность не восстанавливаемой системы как вероятность безотказной работы при заданных показателях надежности составляющих ее элементов есть

где Рiневосст — вероятность безотказной работы i-го элемента; n — число элементов в системе.
При чисто параллельном (или дублированном) соединении элементов в системе надежность Рневосст равна

Для невосстанавливаемых систем с комбинированным соединением в них элементов на основании формул (3.99) и (3.100) не представляет труда определить вероятность их безотказной работы.
Методы оценки надежности по формулам (3.99) и (3.100) в некоторых случаях при высоких показателях коэффициентов готовности элементов могут быть использованы как приближенные при изучении надежности восстанавливаемых систем.
Технологические схемы, представленные далее, могут рассматриваться как восстанавливаемые системы с последовательно-параллельным соединением в них элементов. Прежде чем приступить к оценке надежности таких систем, рассмотрим наиболее простой случай чисто последовательного соединения элементов в цепочке (безбункерной). Для такого соединения предполагаем, что во время ликвидации или устранения отказа любого элемента цепь выключена, а во всех других элементах не происходит каких-либо существенных изменений. Для такого случая коэффициент готовности Кг для цепочки можно определить по следующей приближенной формуле, предложенной А.Д. Соловьевым:

где n — число элементов в цепи;
Кнi — коэффициент неисправности i-го элемента.
В случае, когда законы распределения времени безотказной работы и восстановления i-го элемента показательные, формула (3.101) является точной. Практически эти предположения вполне оправданы и для транспортных цепочек.
Приступим к рассмотрению более общего случая — последовательно-параллельного соединения элементов в системе (рис. 1). Комплекс подземных технологических объектов ложно разбить на подсистемы 1, 2, 21 и т. д. В подсистему 1 войдет элемент «магистральная выработка» (МВ), а в каждую из подсистем 2, 2 и т. д. — элементы «очистной забой» (03) и «участковая выработка» (УВ).
Рассмотрим следующую схему взаимодействия подсистем 1, 2, 21. Предполагаем, что в случае отказа подсистемы 1 откажут подсистемы 2 и 21, а в случае отказа подсистемы 2 или 2 подсистема 1, находящаяся в исправном или работоспособном состоянии, не выключается. Поскольку очистной забой входит в подсистему 2 или 21, то коэффициент готовности подсистемы 2 и 21 определяет коэффициент машинного времени очистных забоев. При предполагаемой схеме взаимосвязи подсистем для определения коэффициента машинного времени очистных забоев ограничимся рассмотрением одной из цепочек системы, например 1—2.
Процесс функционирования цепочки 1—2, связанный с возникновением отказов и их восстановлений, является случайным. Установленные на практике показательные законы распределения времени безотказной работы и восстановления для транспортных цепочек позволяют считать, что поток появления отказов и их восстановлений стационарный, ординарный и без последействия. Цепочка 1—2 характеризуется при рассматриваемой схеме взаимосвязи следующими возможными состояниями в момент времени t:
Р00(t) — вероятность исправного состояния подсистемы 1 и 2;
Р10(t) — вероятность исправного состояния подсистемы 2 и неисправного состояния подсистемы 1;
Р01(1) — вероятность исправного состояния подсистемы 1 и неисправного состояния подсистемы 2;
Р11(t) — вероятность неисправного состояния подсистем 1 и 2.
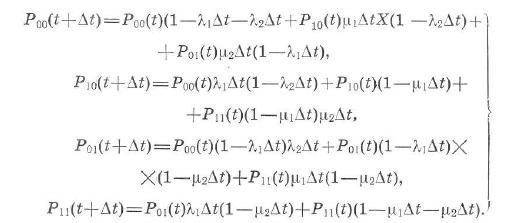
Переходы из одного состояния в другое за элементарный промежуток времени At характеризуются следующими вероятностями, считая, что Л1 и Л2 — интенсивность появления отказов соответственно подсистем 1 и 2, u1 и u2 — интенсивность их восстановления:
Л1Аt и Л2Аt — вероятность возникновения отказов за время At соответственно подсистем 1 и 2;
u1At и u2At — вероятность восстановления отказов за время Аt соответственно подсистем 1 и 2.
Тогда рассматриваемый процесс может быть описан следующими линейными дифференциальными уравнениями:
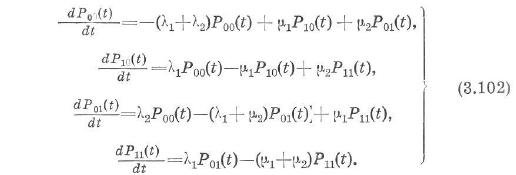
Система дифференциальных уравнений Р00(t), Р10(t), Р01(t) и Р11(t) выражается так:
К данной системе можно добавить нормировочное условие, определяющее как достоверность любое из возможных состояний:

Так как рассматриваемый нами процесс стационарный, то система уравнений с учетом условия (3.103) будет
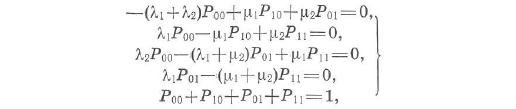
где P00, Р10, Р01 и Р11 — соответствующие вероятности при стационарном процессе.
Надежность подсистемы 2 как коэффициент готовности очистного забоя определяется вероятностью Р00. Для определения этой вероятности систему уравнений преобразуем к виду (с использованием нормировочного условия (3.103))
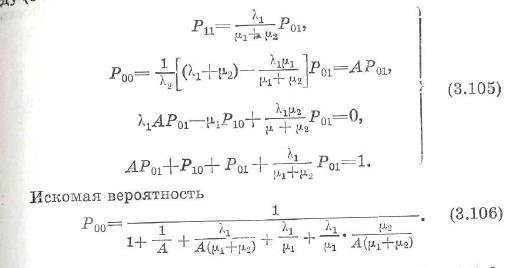
Так как коэффициент готовности подсистемы 2 (или коэффициент машинного времени очистного забоя) определяется вероятностью Р00, то из системы уравнений (3.105) значение Км в цепочке 1—2 будет (промежуточные выкладки опускаем)

Аналогично коэффициент машинного времени Км для цепочки 2—21

где Л*2 — интенсивность появления отказов подсистемы 2;
u*2 — интенсивность восстановления подсистемы 2.
Предлагаемый метод можно проиллюстрировать на следующем примере.
Имеется транспортно-технологическая цепочка этажной подготовки с разделением этажа на подэтажи, состоящая из очистного забоя верхнего подэтажа (03), конвейерного промежуточного штрека (КПШ), участкового конвейерного бремсберга (УКБ) и этажного откаточного штрека (ЭОШ). Технологическая цепочка полностью конвейеризована. ЭОШ является концентрирующим звеном.

Значения средней интенсивности появления отказов для ЭОШ Л1 = 0,37 отказов в час и средней интенсивности восета новления безотказности u1 = 1,8 отказов в час.
Для цепочки ОЗ-КПШ-УКБ средняя интенсивность появления отказов Л2=2,1 отказов в час, а средняя интенсивность восстановления безотказности u2=3,3 отказа в час.
Коэффициент готовности работы очистного забоя определяется по формуле (3.107):

В схеме КПТО (рис. 1) имеются технологические цепочки 1—2—3, 1—2—3*, 1—2*—3**, 1—2*—3***. Подсистемы 3, 3*, 3** и 3*** считаем как очистные забои. Предполагаем, что в случае отказа подсистемы 1 откажут 2 и 2*, а следовательно, и 3, 3*, 3**, 3***. В случае отказа подсистемы 2 к 2* в неисправном состоянии будут 3 и 3* или 3** и 3***, а 1 — в исправном состоянии. В случае отказа любой из подсистем 3, 3*, 3** и 3***, если до этого момента система была исправна, подсистемы 1, 2 и 2* продолжают оставаться в исправном состоянии. На рисунке 3 представлен граф состояний возможных переходов за элементарный промежуток Аt для цепочки 1—2—3.
Анализируя граф возможных состояний, можно составить систему дифференциально-разностных уравнений вероятностей этих состояний относительно цепочки 1—2—3.
Причем дополнительно должно быть использовано нормировочное условие, определяющее сумму вероятностей всех возможных состояний как достоверность. Эта система уравнений с учетом нормировочного условия представляется в виде

где Л1, Л2 и Л3 — соответственно интенсивности отказов подсистем 1, 2 и 3;
u1, u2 и u3 — соответственно интенсивности восстановлений безотказности подсистем 1, 2 и 3.
В результате решения системы алгебраических уравнений (в предположении стационарности процесса отказов и восстановлений) (3.109) коэффициент готовности транспортно-технологической цепочки 1—2—3 имеет вид

Аналогично может быть представлено значение коэффициента готовности транспортно-технологических цепочек 1—2—3*, 1—2*—3**, 1—2*—3***. Для выражений коэффициента готовности подсистем 1—2—3*, 1—2*—3**, 1—2*— 3*** вместо Л2, u2, Л3, u3 в формуле (3.110) необходимо подставить свои значения Л2*, u2*, Л3*, u3*, Л3**, u3**, Л3***, u3***.
Коэффициент готовности, найденный по формулам (3.101), (3.107) и (3.110), позволяет количественно оценить влияние надежности транспортно-технологических цепочек на эффективность работы лав. В конечном счете это влияние отражается в коэффициенте машинного времени очистных забоев, который характеризует непрерывность их работы в течение смены или суток.
На основе разработанных методов оценки надежности технологических схем со структурой сложности различных рангов производится расчет показателей надежности технологических схем подготовки выемочных и шахтных полей без предварительной нарезки полос на ЭВЦМ «Минск-22» применительно к следующим усредненным горнотехническим и горно-геологическим условиям Карагандинского бассейна:
— длина лавы, м — 25, 50, 100, 150, 200;
— газообильность, м3/г — 10;
— вынимаемая мощность, м — 1,6; 5,0.
— средняя техническая производительность комбайна К-52Ш, т/мин — 3,0—3,7;
— устойчивость боковых пород — средняя;
— коэффициент резерва локомотивной откатки — 1,5;
— размер шахтного поля по простиранию, км — 4,0;
— размер бремсберговой части шахтопласта по падению, км — 1,0;
— размер выемочного поля по простиранию, м — 600—1000.
Расчетные данные показателей надежности технологических схем позволяют сделать следующий сравнительный анализ вариантов систем разработки без предварительной нарезки полос по простиранию, восстанию и падению.
При работе одной-двух действующих лав на крыле шахтопласта наиболее надежными будут варианты систем разработки по восстанию и падению с проведением откаточного штрека по породе и с проведением конвейерного промштрека, участкового конвейерного бремсберга и откаточного штрека по породе, а наименее надежными — вариант системы разработки по простиранию с проведением всех транспортных выработок по пласту.
При работе трех действующих лав на крыле шахтопласта наиболее надежными являются варианты систем разработки по восстанию и падению с проведением конвейерного промштрека, конвейерного участкового бремсберга и откаточного штрека по породе, а наименее надежный — вариант системы разработки по простиранию с проведением всех транспортных выработок по пласту.
Относительно вариантов систем разработки с двумя слоями можно сказать следующее.
При работе на крыле шахтопласта двух действующих лав варианты систем разработки по падению и восстанию с проведением полевого откаточного штрека надежнее варианта системы разработки по простиранию.
При работе на крыле шахтопласта четырех действующих лав наиболее надежны варианты систем разработки по падению и восстанию с проведением конвейерного промежуточного штрека, участкового конвейерного бремсберга и откаточного штрека по породе, наименее надежен вариант по простиранию.
При работе на крыле шахтопласта шести действующих лав наиболее надежными являются варианты систем разработки по падению и восстанию с проведением конвейерного промежуточного штрека, участкового конвейерного бремсберга и штрека по породе, наименее надежны варианты систем разработки по восстанию и падению с проведением откаточного штрека по породе.
Как следует из анализа расчетных данных, длина лавы, наличие и местоположение бункеров в технологической цепи — факторы, влияющие на надежность отдельно рассматриваемого варианта технологической схемы. Кроме того, при двух действующих лавах конвейерный транспорт на откаточном штреке вместо локомотивной откатки повышает надежность технологических схем.
Аналогично при вариантах длин лавы 150, 200 и 250 м и всех прочих равных условиях определены следующие расчетные показатели надежности технологических схем системы разработки длинными столбами с этажной подготовкой с делением этажа на два подэтажа и панельной подготовкой (две действующие лавы на крыле шахтопласта):
- при этажной подготовке — 0,27—0,51;
- при панельной подготовке — 0,24—0,47.
Сравнительная оценка их с показателями надежности технологических схем вариантов систем разработки без предварительной нарезки полос свидетельствует о следующем.
При одной-двух действующих лавах на крыле шахтопласта варианты систем разработки без предварительной нарезки полос надежнее вариантов систем разработки с длинными столбами с этажной подготовкой.
Варианты технологических схем с панельной подготовкой являются наименее надежными.
Хотя по фактору надежности варианты систем разработки без предварительной нарезки полос не имеют ощутимого преимущества по сравнению с вариантами систем разработки длинными столбами с этажной подготовкой с делением этажа на два подэтажа, последние по ряду технических причин ограничивают возможность повышения нагрузки за счет увеличения числа действующих лав в шахтопласте. То обстоятельство, что в вариантах без предварительной нарезки полосувеличение числа действующих лав на крыле шахтопласта приводит к незначительному снижению надежности отдельно рассматриваемой технологической цепочки, лишний раз подчеркивает преимущество этих систем по сравнении с другими по фактору надежности.
В результате анализа технологических схем без предварительной нарезки полос по восстанию — падению и простиранию по фактору надежности получены следующие практически важные результаты. Сравнительная оценка по фактору надежности при количестве действующих лав на крыле шахтопласта не более двух показывает преимущество систем разработки без предварительной нарезки полос по простиранию, падению и восстанию относительно столбовой системы разработки применительно к условиям Карагандинского бассейна.
Поведение конвейерных промежуточных штреков, конвейерных участковых бремсбергов и откаточных штреков полевыми повышает надежность технологических схем систем разработки без предварительной нарезки полос при разработке пластов мощностью до 2 м независимо от числа действующих лав в шахтопласте.
Проведение конвейерных промежуточных штреков и конвейерных участковых бремсбергов полевыми повышает надежность технологических схем систем разработки без предварительной нарезки полос при двуслоевой разработке мощных пластов независимо от числа действующих лав в шахтопласте.
Увеличение числа действующих лав в шахтопласте в вариантах систем разработки без предварительной нарезки полос не оказывает влияния на надежность отдельно рассматриваемой технологической цепочки от лавы до околоствольного двора. Это обстоятельство значительно расширяет область применения систем разработки без предварительной нарезки полос по сравнению со сплошными системами и системами длинными столбами по простиранию при необходимости повышения нагрузки на шахтопласт за счет увеличения числа действующих лав в нем.
