Конструкции кольцевых прессов
Двухленточный кольцевой пресс (рис. 192) состоит из следующих основных частей: прессового кольца и прессующего диска, двух опорных (приводных) роликов, станины, нажимного устройства, загрузочного и разгрузочного устройств привода. Пресс снабжен приборами для контроля работы электродвигателей, давления прессования и других объектов.
Передача движения осуществляется по схеме: электродвигатель — редуктор — опорные (приводные) ролики — прессовое кольцо — прессующий диск.
Двигатель соединен с редуктором электромагнитной муфтой, рассчитанной на допустимый для двигателя момент вращения. Редуктор соединяется с опорными роликами одним или двумя приводными валами. Прессовое кольцо, свободно опирающееся на ролики, во время работы пресса прижимается прессующим диском к опорным роликам и сцепляется с ними по образующей в местах контакта цилиндрических поверхностей. В результате опорные ролики вращают кольцо, а кольцо в свою очередь вращает прессующий диск.
В некоторых новейших моделях кольцевых прессов привод осуществлен через прессующий диск, соединенный с редуктором и электродвигателем. Прессующее кольцо опирается на два ролика, один из которых воспринимает в основном вес кольца, а другой — давление прессующего диска.
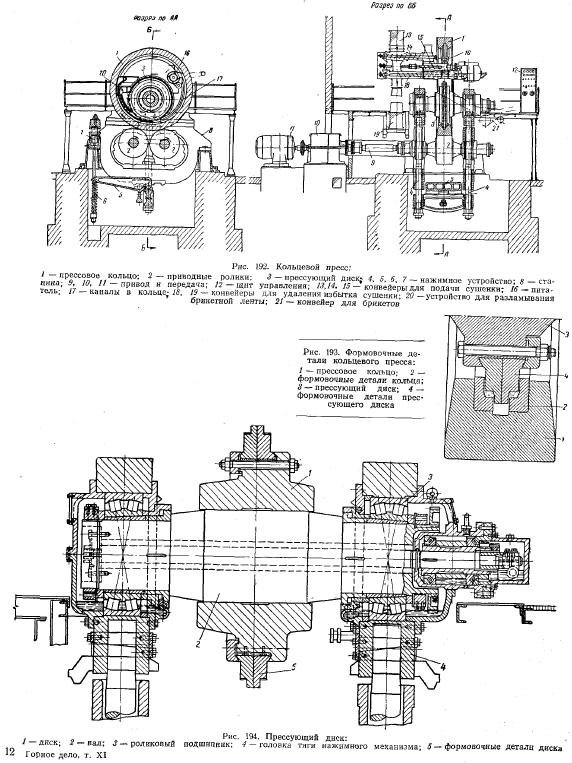
Прессовое кольцо в сборе состоит из кольца и комплекта формовочных деталей, расположенных внутри кольцевого паза (рис. 193).
Формовочные детали образуют нижнюю и боковую стенки формовочного канала. Они делаются из стали, обладающей высокой прочностью и износоустойчивостью. Срок службы деталей (табл. 141) от 6000 до 8000 час. работы, расход металла на 1 т брикетов — около 0,13 Г.

Прессующий диск в сборе (рис. 194) состоит из диска, насаженного на вал, вращающийся в сферических двухрядных роликовых подшипниках с конусной втулкой. Корпуса подшипников соединены клиньями с тягами механизма нажимного устройства.
На гребне диска расположены формовочные детали, прикрепленные к диску скобами и болтами. Для изготовления формовочных деталей диска применяют марганцовистую сталь. Срок службы деталей 4—5 мес.
Опорные ролики (рис. 195) располагают таким образом, чтобы давление прессующего диска распределялось равномерно. Оба ролика являются ведущими по отношению к прессовому кольцу и вращаются в одну сторону с одинаковой угловой скоростью.

Вращение роликам передается двумя приводными валами, каждый из которых соединен роликом с муфтой. В некоторых прессах имеется только один приводной вал, ролики имеют между собой и с приводным валом зубчатое зацепление. Шейки роликов вращаются в сферических двухрядных роликовых подшипниках с конусной втулкой. Корпуса подшипников расположены в станине пресса и могут перемещаться в вертикальной плоскости при помощи регулировочных клиньев и винтов.
Станина (см. рис. 192) предназначена для установки на ней загрузочного и разгрузочного устройств, нажимного устройства и других деталей пресса; она состоит из двух частей, скрепленных стяжными болтами. Устанавливают станину на двух фундаментных плитах.

Нажимное устройство (рис. 196) служит для нажатия диска на прессуемый уголь. Исходное давление создает гидравлический домкрат. На его поршне при помощи траверсы и двух стяжных болтов подвешен пакет из десяти пружин. Пружины нажимают на длинное плечо коромысла (соотношение плеч 5:1), которое, поворачиваясь вокруг шарнира, передает через короткое плечо при помощи траверсы и двух тяг давление до 400 т прессующему диску. Давление диска определяется по показанию манометра, измеряющего давление масла в домкрате.
Загрузочное устройство (рис. 197) предназначено для подачи сушенки в пресс. Оно размещается между прессующим кольцом и диском. Сушенка направляется винтовыми конвейерами в центробежный питатель, турбина которого, вращаясь с большой скоростью, своими лопатками забрасывает сушенку в каналы прессового кольца.
Излишек сушенки нижним винтовым конвейером подается на цепной конвейер, который возвращает ее снова на прессование. Циркуляция сушенки обеспечивает равномерное заполнение каналов пресса и препятствует уплотнению ее и самовозгоранию.
Винтовые конвейеры имеют общий электродвигатель, скорость вращения их винтов изменяется синхронно с изменением числа оборотов прессового кольца. Центробежный питатель имеет индивидуальный электродвигатель.

Pазгрузочное устройство (рис. 198) предназначено для разламывания брикетной ленты на отдельные брикеты и выдачи их из пресса. Устройство для разламывания ленты состоит из двух неподвижных боковых ножей, отделяющих брикетные ленты от прессового кольца. При дальнейшем движении лента скользит по криволинейной поверхности и разламывается по насечкам. Брикеты падают в наклонный желоб и поступают на конвейер.
Привод пресса. Применяют электродвигатели открытого или защищенного исполнения. Их устанавливают согласно правилам безопасности в отдельных от пресса помещениях, защищенных от взрывоопасных концентраций буроугольной пыли и сернистых газов.
Типы электродвигателей, применяемых на брикетных фабриках для кольцевых прессов, приведены в табл. 142.

Могут применяться также асинхронные электродвигатели с фазным ротором закрытого и защищенного исполнения, если требуется кратковременное регулирование числа оборотов кольца в период пускового режима, а длительная работа происходит при номинальном числе оборотов двигателя.


Мощность главного электродвигателя кольцевого пресса рассчитывают по формуле

где К — коэффициент запаса мощности (1,15-1,3);
b — ширина брикетных лент, см;
R — радиус кольца, см;
n — скорость вращения кольца, об/мин;
А — работа прессования, кГсм/см2 (см. табл. 139);
n — механический коэффициент полезного действия, пресса (0,55-0,65).
Переключения и регулировка скорости вращения двигателей производятся с пульта управления, где помещены приборы, показывающие нагрузку двигателей, величину и напряжение тока. Блокировка двигателей предусматривает выключение главного двигателя при сильном торможении или остановке прессового кольца; выключение всех двигателей при остановке одного из них; пуск и выключение электродвигателей в определенной последовательности; аварийную остановку всех двигателей; невозможность запуска пресса при проведении ремонтных или иных работ внутри прессового кольца.
- Особенности металлической мебели
- Процесс прессования угля в кольцевых прессах
- Конструкции штемпельных прессов
- Процесс прессования угля в штемпельных прессах
- Брыла, Стефан
- Конструкции вальцовых прессов
- Процесс прессования угля в вальцовых прессах
- Общие сведения о прессовании угля
- Характеристика брикетов
- Технологические процессы на брикетных фабриках
