Конструкции штемпельных прессов
Штемпельные прессы классифицируются по следующим признакам: прессующему механизму — кривошипно-шатунные и коленчато-рычажные; числу штемпелей — одно-, двух-, трех- и четырехштемпельные; по типу привода — электрические и паровые.
Штемпельный пресс (рис. 181) состоит из прессовой головки, прессующего механизма, станины и привода.

Прессовая головка предназначена для размещения s ней пресс-форм, в которых происходит прессование угля. По числу штемпелей в головке устанавливается одна, две или три пресс-формы. Прессы имеют одну или две головки (пресс с двумя головками называется сдвоенным). Двухштемпельные прессы бывают двойными и сдвоенными; трехштемпельные — тройными; четырехштемпельные — обычно двойными сдвоенными, т. е. имеют две головки с двумя пресс-формами в каждой.

Головка на две пресс-формы показана на рис. 182. Станина и крышка головки соединены массивными стяжными болтами. Между крышкой и станиной имеются два горизонтальных сквозных канала, в которых установлены нажимные плиты и пресс-формы. Нажимная плита опирается шарнирно на ось и давит на пресс-форму, прижимаясь к ней винтом, который вращается от штурвала через червячную передачу.
В головке пресса имеются полости и продольные каналы, расположенные между пресс-формами и в формовочных плитах, предназначенные для циркуляции в них пара для подогрева пресс-форм перед пуском пресса и воды для охлаждения их во время работы пресса.
Пресс-форма состоит из набора формовочного инструмента — направляющей, рабочих и выходных (букельных) матриц, формовочных и боковых плит, клиньев, планок и т. п.
Формовочный канал имеет параллельные боковые стенки на всем протяжении. По высоте канал сужается в зоне рабочих матриц примерно на 2 мм; в зоне выходных матриц он вначале сужается на 3—12 мм (на участке длиной 150—200 мм), а дальше имеет параллельные стенки или расширяется на 2—5 мм. Зазор между формовочным каналом и штемпелем 0,5 мм.
Подача сушенки в головку пресса производится при помощи барабанного питателя. Барабан имеет рифленую поверхность и вращается со скоростью до 150 об/мин от коленчатого вала или от индивидуального электродвигателя.
Прессующий механизм штемпеля предназначен для преобразования движения вращения приводного вала в поступательно-возвратное движение штемпеля и передачи усилия прессования. Применяют два вида прессующих механизмов (рис. 183); кривошипно-шатунный и коленчато-рычажный.
В кривошипно-шатунном механизме (рис. 183, а) кривошип коленчатого вала шарнирно соединен с шатуном, шатун — с ползуном, к последнему прикреплен штемпель, станина является замыкающим звеном механизма. Радиус кривошипа обычно принимают 110 мм, длину шатуна 1420—1615 мм, величину смещения E осей ползуна и коленчатого вала от 25 до 40 мм. Детали рассчитаны на прочность при давлении прессования до 1500—2000 кГ/см2.

Коленчато-рычажный механизм бывает двух видов (рис. 183, б, в). Кривошип коленчатого вала (вариант б) шарнирно соединен с шатуном, шатун — с концом коленчатого рычага; другой конец рычага шарнирно соединен со вторым шатуном, который соединен с ползуном. К ползуну прикреплен штемпель. Коленчатый рычаг установлен на оси, неподвижно закрепленной в станине. Данный механизм по сравнению с кривошипно-шатунным позволяет значительно увеличить время действия давления штемпеля на брикетируемый материал в конце хода штемпеля.
На кривошипе коленчатого вала (вариант в) подвешен треугольник, шарнирно соединенный с концами маятника и шатуна; другой конец шатуна соединен с ползуном, к которому прикреплен штемпель. При вращении коленчатого вала вершины треугольника движутся по разным траекториям: по окружности на коленчатом валу, по дуге у маятника и по сложной замкнутой кривой в месте соединения с шатуном. Благодаря такой конструкции механизма время прессования в период нарастания давления штемпеля значительно увеличивается.
Диаграмма движения штемпеля для рассмотренных механизмов показана на рис. 184.

В прессующем механизме привода двойного четырехштемпельного пресса коленчатый вал опирается обычно на четыре подшипника скольжения, установленных попарно в двух отдельных станинах. Коленчатый вал имеет четыре кривошипа, смещенных один относительно другого на 90°.
В прессах с паровым приводом на концах коленчатого вала насажены два маховика, а в середине имеется колено для соединения с шатуном паровой машины. В четырехштемпельных прессах с электрическим приводом имеется один маховик, расположенный в средине коленчатого вала между станинами и являющийся шкивом для ременной передачи. В станине размещены подшипники и движущиеся части механизма.
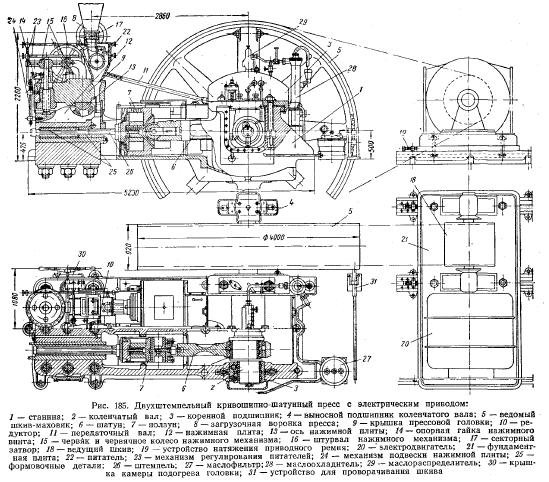
Различные конструкции брикетных прессов показаны на рис. 185—188.
Электрический привод пресса. Применяются электродвигатели двух видов: коллекторный сериесный, переменного трехфазного тока, открытого исполнения и асинхронный с фазным ротором и контактными кольцами трехфазного тока, закрытого или защищенного исполнения серий AT и ФАМСО, рассчитанный на напряжение 3000 и 6000 в. Для уменьшения величины пускового тока и регулирования числа оборотов ротора электродвигателя с фазным ротором в цепь ротора включают добавочное активное сопротивление. Пусковой момент вращения при включенном реостате составляет не более 150% от номинального.
В коллекторном сериесном электродвигателе между цепями ротора и статора включают трехфазный трансформатор. Пределы регулирования числа оборотов ротора — от 5 до 120%. Момент вращения при снижении числа оборотов повышается, пусковой момент составляет приблизительно 200% от номинального.

Открытый и защищенный электродвигатели устанавливают в помещениях, защищенных от взрывоопасных концентраций угольной пыли и сернистых газов, вредно действующих на изоляцию, контактные кольца и коллекторы двигателя. Если в прессовом цехе эти условия создать невозможно, то двигатель устанавливают в отдельном помещении, где обеспечивается необходимая чистота воздуха.
Виды передач от электродвигателя к валу пресса: плоским ремнем и зубчатым редуктором в комбинации с плоским ремнем. Характеристика прорезиненных тканевых ремней приведена в табл. 132.

Мощность электродвигателя

где К — коэффициент запаса мощности (1,25 — для двигателя с фазным ротором, 1,1—1,15 — для коллекторного двигателя);
i — количество штемпелей в прессе;
А — работа прессования, выполняемая штемпелем за один оборот коленчатого вала, кГ/см;
n — число оборотов коленчатого вала в минуту;
nп — коэффициент полезного действия передачи (0,92—0б98);
nк— средний к. п. д. прессующего механизма (0,65—0,75).
Расход электроэнергии на 1 т брикета составляет 20—32 квт-ч, установленная мощность электродвигателя — 25—43 квт.

Паровой привод пресса. Применяют горизонтальную одноцилиндровую паровую машину двойного действия с клапанным парораспределением.
Передача движения от поршня паровой машины на коленчатый вал пресса осуществляется кривошипно-шатунным механизмом. Цилиндр и поршень паровой машины, элементы передачи и прессующий механизм пресса устанавливаются как одно целое; станины скрепляются болтами.
В четырехштемпельных прессах ось паровой машины совпадает с осью пресса; в двухштемпельных она смещается в правую или левую стороны.

Параметры пара: давление 10—20 кГ/см2; температура 190—320°; давление отработавшего пара 1,75—4,0 кГ/см2.
Отработавший пар очищается от цилиндрового масла и используется для сушки угля.
Мощность паровой машины

где nп' — механический к. п. д. паровой машины и передачи (0,8—0,85).
(Остальные обозначения см. предыдущую формулу).
Расход пара на паровую машину

где i1, i2 — теплосодержание пара до и после паровой машины, ккал/кг;
nt — термодинамический (тепловой) к. п. д. паровой машины, учитывающий все виды тепловых потерь (0,77 при первоначальном давлении пара 18—20 кГ/см2, температуре 300°, давлении отработавшего пара 2,5 кГ/см2). (Остальные обозначения см. предыдущие формулы).
Данные о работе паровых машин штемпельных прессов при брикетировании молодых бурых углей приведены в табл. 133.
Техническая характеристика прессов приведена в табл. 134 и 135. Основные размеры прессов с электроприводом даны для обычных условий установки электродвигателя на отметке 3,5 м ниже уровня пола прессового цеха; передача осуществляется плоским ремнем.
Формовочный инструмент — детали прессформы и штемпель — изготовляют обычно из стали.


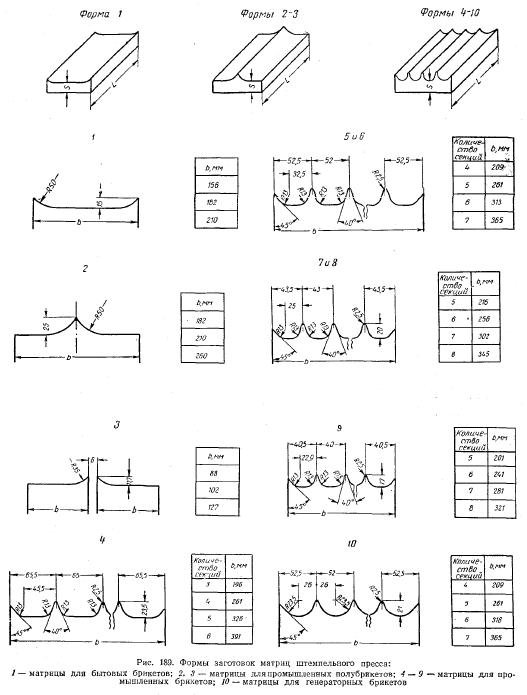
Размеры и форма чистовых заготовок матриц показана на рис. 189. Длина рабочей матрицы L — 240 или 260 мм, толщина S — 45, 50, 55 мм. Длина выходной (букельной) матрицы — 440, 600, 680, 700, 740, 1000 мм в зависимости от длины формовочного канала, толщина — 50, 55, 60 мм.
Для прессования высокозольных углей рабочие поверхности матриц и штемпеля, подверженные наиболее интенсивному износу, упрочняются твердыми сплавами (сталинитом, Т-590 или смесью чугуна с ферромарганцем), которые наплавляются слоем 3—5 мм и шлифуются по шаблону до получения гладкой поверхности. Расход сталинита на одну прессформу — до 16 кГ.
Матрицы и штемпели для прессования малозольных углей изготовляют из стали марок 40Х, 45Г2, Г12, ЭИ-256 и других легированных, прошедших термическую обработку.
Данные о формовочном инструменте и сроке службы матриц и штемпелей приведены в табл. 136, 137.

Расход сталинита на наплавку деталей пресс-форм составил на Байдаковской фабрике — 11—12, Юрковской — 22 и Семеновско-Головковской — 21—23 Г на 1 т брикета.
Расход материала формовочного инструмента на буроугольных брикетных фабриках в ГДР составляет от 20 до 91 Г (в среднем 50 Г) на 1 т брикета, в том числе: на матрицы 53%, боковые планки 31,5% и штемпели 15,5%. Материал — специальные сплавы с высоким содержанием хрома или марганца и малолегированные стали без упрочнения твердыми сплавами.
- Процесс прессования угля в штемпельных прессах
- Брыла, Стефан
- Конструкции вальцовых прессов
- Процесс прессования угля в вальцовых прессах
- Общие сведения о прессовании угля
- Характеристика брикетов
- Технологические процессы на брикетных фабриках
- Уйгур-Маджидов, Маннон
- Теоретические представления о процессе образования брикета из угольной мелочи при прессовании
- Общие сведения о брикетных фабриках
