Конструкция ленточных конвейеров
Ленточный конвейер имеет следующее устройство: бесконечная гибкая лента огибает два барабана — приводной, получающий вращение от электропривода, и натяжной, имеющий приспособление для натяжения ленты. Лента и барабаны смонтированы на специальных спорах (деревянные прогоны или металлическая рама).
На прогонах в расстоянии 0,8—1,2 м друг от друга расположены ролики (роликоопоры), поддерживающие ленту и предохраняющие ее от провисания.
При вращении приводного барабана возникающая сила трения между барабаном и лентой сообщает ленте поступательное движение. Уголь загружается на ленту через специальный бункер, имеющий решетку для ограничения размера попадающих на ленту кусков.
При лотковой форме ленты разгрузка производится при огибании лентой приводного барабана; при плоских лентах разгрузка может производиться в любой точке по длине ленты при помощи специальных разгрузочных устройств.
Транспортировка материала ленточными конвейерами может осуществляться с подъемом до 18°.
Верхняя ветвь ленты, несущая материал, называется рабочей, нижняя — холостой.
Ленты могут иметь плоскую или лотковую форму рабочей ветви (рис. 142). Холостая ветвь всегда бывает плоской. Лотковая форма рабочей ветви ленты применяется чаще, так как обеспечивает почти вдвое большую производительность ленты.

Лента состоит из нескольких слоев хлопчатобумажной ткани, соединенных между собой тонкими резиновыми прокладками. Число прокладок изменяется в зависимости от ширины ленты от 5 до 14. Для предохранения от механического повреждения тканевых прокладок и проникновения влаги лента покрывается сверху, снизу и с бортов резиновыми обкладками. Толщина обкладок изменяется в зависимости от характера транспортируемого материала (размер кусков, объемный вес, твердость). На рабочей стороне ленты толщина обкладок изменяется от 1 до 6 мм, на нерабочей стороне — до 1,5 мм.
Для транспортировки угля конвейерами применяются ленты шириной 1000 и 1200 мм. Скорость движения ленты для забойных конвейеров составляет 1—1,5 м/сек, для подъемных до 1,5—2 м/сек.
Для нормальной работы лента должна быть эластичной. В сильные морозы (40—50°) обычная прорезиненная лента теряет эластичность и при изгибе на барабанах ломается, в результате чего образуются трещины, разрушаются кромки ленты, расслаиваются прокладки, и общая прочность и срок службы ленты снижаются.
Для увеличения прочности ленты, работающей при низких температурах, заводами выпускается морозоустойчивая лента, в состав резиновых прокладок которой вводятся специальные смягчители.
При большой длине конвейера применяются ленты из кордовой ткани, сделанной из особо прочных хлопчатобумажных нитей.
Для очистки рабочей поверхности ленты от налипшего на нее угля и породной мелочи чаще всего применяются шарнирно укрепленные на раме скребки из углового железа с прикрепленной к ним полосой резины (рис. 143). Иногда для очистки ленты применяются специальные цилиндрические проволочные, волосяные или резиновые щетки, вращающиеся от вала приводного барабана навстречу движению ленты (рис. 144). Щетки очищают ленту лучше, чем скребки, но их конструкция несколько сложнее.

На Волчанских карьерах получил применение способ очистки ленты при помощи пружинно-укрепленного ролика и щетки, изготовленных по предложению инж. Борисова (рис. 145). В этом устройстве ролик служит для размельчения налипших на ленту кусков угля и породы, а щетка для очистки оставшегося на ленте, после действия ролика, штыба.
Приводная станция, от которой получает движение лента, состоит из трех основных частей: барабана и отклоняющего ролика, редуктора и двигателя с пусковой аппаратурой. Все части привода установлены на сварных металлических рамах, которые при монтаже всей установки соединяются болтами, образуя цельную конструкцию. Соединение двигателя с редуктором и редуктора с приводным барабаном производится при помощи муфт.
Приводной барабан обычно изготовляется из листового железа.
Для увеличения трения между барабаном и лентой поверхность барабана покрывается деревянной или из резиновой ленты футеровкой.
На валу барабана устанавливается тормозное устройство для предотвращения обратного движения ленты при наклонном расположении конвейера и внезапном выключении тока. Укрепление барабана на раме производится при помощи двух подшипников.
Отклоняющий ролик служит для увеличения угла обхвата лентой приводного барабана (рис. 146).
Отклоняющий ролик свободно вращается на валу, закрепленном неподвижно.
Передача вращения от двигателя барабану осуществляется через передаточный механизм — редуктор, который состоит из двух пар зубчатых шестерен.
Двигатель. Для приведения в движение конвейера применяется асинхронный электродвигатель переменного тока, мощность которого определяется типом конвейера.
Пуск двигателя производится при помощи специальной пусковой аппаратуры.
Натяжная станция. Для создания силы трения между барабаном и лентой последняя должна быть натянута. Натяжение ленты конвейера осуществляется при помощи натяжной станции, которая состоит из натяжного барабана и винтового (болтового) или грузового натяжного устройства.
При винтовом натяжном устройстве (рис. 147) подшипники, в которых закреплен вал натяжного барабана при помощи винтов и гаек, могут перемещаться вдоль основной рамы на расстояние до 80 см. Так как при этом приводной барабан неподвижен, то натяжение ленты изменяется в зависимости от того, насколько будет перемещен натяжной барабан.
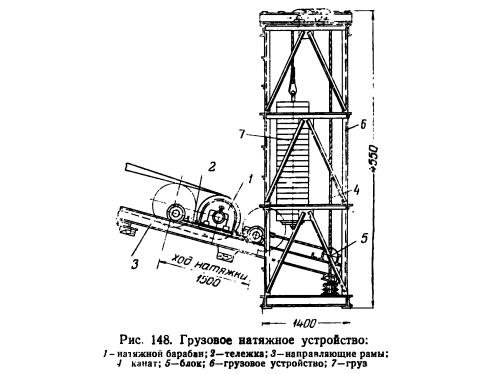
На постоянных конвейерах (стационарных) часто применяется грузовое натяжное устройство (рис. 148), при котором натяжной барабан конвейера монтируется на тележке, передвигающейся по направляющим рамам натяжной станции. Для передвижения тележки к ней одним концом прикрепляется канат, второй конец которого переброшен через блоки и служит для прикрепления груза (чугунных плашек).
Грузовое натяжное устройство в эксплуатации является удобным, так как действует автоматически, обеспечивая постоянную величину натяжения.
Роликоопоры. Для рабочей ветви плоских лет роликоопоры состоят из одного ролика; для лотковых лент — из трех роликов. Для холостой ветви всегда применяется однороликовая опора. Ролики, изготовленные из цельнотянутой трубы, вращаются вокруг оси на шариковых подшипниках или на подшипниках с воизитовыми втулками. Воизитовые втулки делаются из губчатого железа, поры которого заполнены графитом или минеральным маслом, и не нуждаются в смазке, что особенно важно для работы при низких температурах, когда требуется специальная зимняя смазка.
Станина. Ленты, привод и роликоопоры монтируются на станине или раме, сделанной из дерева или металла.
Для работы на угольных карьерах наиболее удобны станины, выполненные в виде отдельных секций длиной 6 м из деревянных брусьев или кровельного железа. Секционная конструкция станин позволяет легче осуществлять переноску и наращивание конвейера. При изготовлении деревянных станин на карьерах следует учитывать, что нижняя нерабочая ветвь ленты должна располагаться на высоте не менее 30 см от почвы уступа для возможности уборки из-под нее штыба.
Разгрузочные устройства. При лотковых лентах разгрузка производится всегда через приводной барабан, т. е. лента, огибая барабан, сбрасывает с себя груз.

При плоских лентах с помощью специальных устройств разгрузка может производиться в любой точке по длине ленты, если это необходимо по условиям работы (например, для погрузки в разные секции бункеров). Для плоских лент применяются следующие разгрузочные устройства: односторонний сбрасывающий щит (рис. 149), представляющий собой металлическую или деревянную планку, установленную под углом 30—45° к оси ленты, с прикрепленным к нему куском технической резины или старой ленты, которая предохраняет ленту от повреждений; двусторонний плужный сбрасыватель (рис. 150), имеющий два щитка, установленных симметрично под углом 30—45° к оси ленты, для возможности разгрузки сразу с двух сторон ленты.
Плужковые сбрасыватели могут быть неподвижными или передвижными. Передвижные плужковые сбрасыватели устанавливаются на тележке, которая передвигается по укрепленным на станине направляющим. Передвижение тележки осуществляется вручную.
Двухбарабанная разгрузочная тележка (рис. 151) обычно делается самоходной с автоматическим переключением хода с одного направления на другое. Привод тележки осуществляется передачей от барабанов или от смонтированного на ней для этой цели двигателя. Иногда передвижение тележки осуществляется вручную.
Разгрузочное устройство состоит из двух барабанов и двух наклонных лотков. Конвейерная лента, огибая верхний барабан, сбрасывает уголь на лотки, направляющие его в две стороны.

- Основные схемы организации ленточного транспорта
- Общие сведения о ленточных конвейерах на угольных карьерах
- Брандт, Рудольф
- Открытый чемпионат США по теннису 2012 в мужском парном разряде
- Софроний Младенович
- Русская фантастика (сайт)
- Уильямс, Рассел
- Ремонт и техническое обслуживание карьерных автомашин
- Карьерные автодороги
- Колесные автомобильные и тракторные тягачи с прицепами и полуприцепами на карьерах
