Меры для повышения стойкости охлаждаемых деталей
Обычно в тех случаях, когда не соблюдаются условия, исключающие выпадение накипи из охлаждающей воды, приходится применять специальную промывку соляной кислотой. Необходимый расход 25%-ной соляной кислоты определяют по следующей формуле:

где S — количество кислоты, кг;
T — средняя толщина накипи, мм;
П — поверхность, покрытая накипью, м2;
у — удельный вес накипи, обычно равный 2000 кг/м3;
а — содержание в накипи карбонатов, обычно а = 100%.
Концентрацию кислотного раствора для промывки выбирают в зависимости от толщины накипи:
 Схема установки для промывки представлена на рис. 51.
Схема установки для промывки представлена на рис. 51. Вопрос о целесообразности промывки деталей или работы системы в режиме, исключающем выпадение солей временной жесткости, необходимо решать, учитывая скорость роста накипи.
Вопрос о целесообразности промывки деталей или работы системы в режиме, исключающем выпадение солей временной жесткости, необходимо решать, учитывая скорость роста накипи.Для расчета времени, в течение которого толщина слоя накипи достигает определенной величины, воспользуемся уравнением

Здесь S — толщина слоя накипи, м;
q — плотность теплового потока на охлаждаемую деталь, ккал/(м2*ч);
p1, p2, p3 — относительные потери воды в системе соответственно на упаривание, разбрызгивание и продувку, % общего расхода в системе;
At — нагрев в системе, °С;
Nв — временная жесткость добавочной воды, мг*экв/л;
N0 — временная жесткость добавочной воды, при которой еще не выпадает накипь, мг*экв/л;
50 — вес 1 мг*экв/л CaCO3, мг;
т — время работы системы охлаждения, ч;
w — содержание взвешенных веществ, мг/л.
Оценим время, в течение которого слой накипи достигает 1 мм.
Плотности теплового потока на охлаждаемые детали типовых доменных печей составляют от 2 тыс. ккал/(м2*ч) для нижнего ряда холодильников лещади до 70 тыс. ккал/(м2*ч) для верхних рядов холодильником шахты.
Зададимся исходными данными для определения продолжительности межпродувочного периода. Будем полагать, что Nв=6 мг*экв/л и N0=3 мг*экв/л, что соответствует воде источников водоснабжения заводов Донбасса.
Значение перепада температур Аt в охлаждаемых деталях доменных печей в настоящее время принимают равным 10 град.
Коэффициенты p1, р2, р3 определим, предполагая, что охладителем служит башенная градирня площадью орошения >200 м2, а температурный перепад, создаваемый охладителем, равен 10 град.
Значение р3 колеблется от 0,5 до 5. Примем р3 = 3.
Получим p1 = 1,4; p2 = 1; р3 = 3.
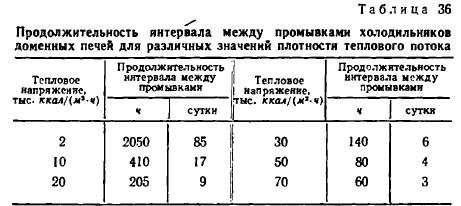
Вычисленные по формуле (42) значения промежутка времени, в течение которого на стенках деталей с различными тепловыми напряжениями отложится слой накипи толщиной 1 мм, приведены в табл. 36.
Из табл. 36 видно, что средняя продолжительность времени между промывками холодильников доменных печей в зависимости от плотности теплового потока колеблется от 3 до 85 суток.
 Тепловые напряжения, приходящиеся на воздушные фурмы, в 5—7 раз превосходят максимальные плотности теплового потока на трубки холодильников, и значит, фурмы необходимо промывать ежедневно, что вообще неосуществимо. Учитывая затраты и трудоемкость работ, трубки холодильников доменных печей можно промывать не более раза в месяц. За это время слой накипи в трубках холодильников, подверженных наиболее интенсивному тепловому воздействию, достигает 10 мм.
Тепловые напряжения, приходящиеся на воздушные фурмы, в 5—7 раз превосходят максимальные плотности теплового потока на трубки холодильников, и значит, фурмы необходимо промывать ежедневно, что вообще неосуществимо. Учитывая затраты и трудоемкость работ, трубки холодильников доменных печей можно промывать не более раза в месяц. За это время слой накипи в трубках холодильников, подверженных наиболее интенсивному тепловому воздействию, достигает 10 мм.Температура ребер холодильников при этом возрастает до 1500° С, и они оплавляются.
Следовательно, обеспечить необходимый температурный режим охлаждаемых деталей металлургических печей вследствие их периодической промывки практически невозможно. Поэтому для повышения стойкости охлаждаемых деталей надо исключить возможность выпадения накипи и взвесей из охлаждающей воды, применяя для этого допустимый ее нагрев или обработку.
- Рекомендуемые расходы воды для охлаждения типовых доменных печей
- Методика расчета оптимального расхода воды на охлаждение доменных печей
- Исходные положения расходов воды на охлаждение доменных печей
- Схемы водяного охлаждения доменных печей
- Элементы водяного охлаждения доменных печей
- Выбор рациональной конструкции холодильников
- Узел вывода охлаждающих трубок через кожух доменной печи и крепление холодильников
- Литейные напряжения в холодильниках
- Требования, предъявляемые к трубкам, залитым в холодильники
- Состав чугуна для отливки холодильников
