Технологический процесс выдавливания полостей
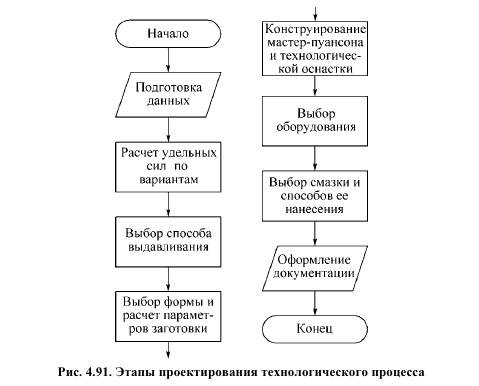
Последовательность проектирования технологического процесса холодного выдавливания полостей осуществляется согласно алгоритма, представленного на рис. 4.91. Большое значение для осуществления технологического процесса холодного выдавливания имеет выбор рациональной конструкции заготовок с небольшими припусками на размеры, что обеспечивает увеличение коэффициента использования металла и сокращает расход инструментальной стали.
 Заготовки матрицы 1-го и 2-го перехода имеют направляющую часть с лицевой стороны диаметром 41 мм для облегчения центрирования мастер-пуансона в начальной момент выдавливания. В конструкции заготовок предусмотрены центральные облегчающие камеры необходимого объема. При выдавливании полости матрицы в результате приложения технологической силы мастер-пуансон внедряется в заготовку и перемещает часть металла в радиальном направлении.
Заготовки матрицы 1-го и 2-го перехода имеют направляющую часть с лицевой стороны диаметром 41 мм для облегчения центрирования мастер-пуансона в начальной момент выдавливания. В конструкции заготовок предусмотрены центральные облегчающие камеры необходимого объема. При выдавливании полости матрицы в результате приложения технологической силы мастер-пуансон внедряется в заготовку и перемещает часть металла в радиальном направлении.Оформление полости осуществляют по схеме комбинированного выдавливания, а в конце рабочего хода оформляют дно матрицы. При этом часть металла вытесняется в отверстие приемника, которым служит нижняя опора. В этом случае в заготовке предварительно оформляется паз под оправку.
В другом варианте холодного выдавливания мастер-пуансон нижней направляющей части не имеет (см. рис. 4.88, 4.90). Схема деформирования при этом изменяется, а в заготовках вместо паза предусмотрено отверстие диаметром 10 мм, которое позволяет облегчить затекание металла при формообразовании лысок в конце рабочего хода.
Для обеспечения требуемой шероховатости внутренней полости матрицы после выдавливания центральная облегчающая камера должна иметь исходную шероховатость в интервале Ra — 0,63...1,25.
Материалы для заготовок выбраны согласно действующим рекомендациям и будущим условиям работы инструмента.
Технологический процесс выдавливания матриц условно можно разделить на несколько этапов:
- подготовка заготовок для выдавливания;
- выдавливание рельефной полости;
- размерная механическая обработка полуфабриката и его термическая обработка.
Трудоемкость механической обработки и доводочных операций существенно сокращается.

 Так как в процессе выдавливания имеют место значительные удельные силы, величина хода пресса и глубина выдавленной полости могут быть различными вследствие упругих деформаций элементов конструкций пресса, мастер-пуансона и других деталей применяемой оснастки. Величина упругой деформации достигает (3...5) мм. Поэтому следует постоянно контролировать глубину полости поковки. Заготовка матрицы имеет цилиндрическую форму. В целях повышения качества рельефа и обеспечения шероховатости поверхности выдавленной полости до параметра Ra = 0,05...0,10 лицевую поверхность заготовки следует шлифовать и полировать.
Так как в процессе выдавливания имеют место значительные удельные силы, величина хода пресса и глубина выдавленной полости могут быть различными вследствие упругих деформаций элементов конструкций пресса, мастер-пуансона и других деталей применяемой оснастки. Величина упругой деформации достигает (3...5) мм. Поэтому следует постоянно контролировать глубину полости поковки. Заготовка матрицы имеет цилиндрическую форму. В целях повышения качества рельефа и обеспечения шероховатости поверхности выдавленной полости до параметра Ra = 0,05...0,10 лицевую поверхность заготовки следует шлифовать и полировать.Перед выдавливанием полости во избежание случайных поломок мастер-пуансона из-за применения плохо отожженных заготовок должен быть выполнен контроль их твердости и, при необходимости, назначена повторная термообработка. В табл. 4.32 предоставлены режимы отжига некоторых инструментальных сталей, применяемых для изготовления матриц.
 После выдавливания рельефной полости в матрице встает вопрос о способе извлечения мастер-пуансона из заготовки.
После выдавливания рельефной полости в матрице встает вопрос о способе извлечения мастер-пуансона из заготовки.Как правило, после выдавливания глубоких цилиндрических полостей извлечь мастер-пуансон из поковки вручную невозможно. Необходимо применение специальных приспособлений. Рекомендуется извлекать мастер-пуансон с помощью специального винта (рис. 4.92) и выталкивателя.
Головка винта упирается в съемную плиту и при ввинчивании его мастер-пуансон с заготовкой подтягивается к нижней полости плиты. Извлечение происходит при нажиме на два выталкивателя в виде штырей, пропущенных через сквозные отверстия в съемной плите.
Наиболее простым является извлечение мастер-пуансона из заготовки со сквозной камерой (рис. 4.93). Это выполняется ударами медного молотка или ходом ползуна пресса.

 Высокие удельные силы, возникающие на контактных поверхностях мастер-пуансона и заготовки, обуславливают применение смазочных материалов.
Высокие удельные силы, возникающие на контактных поверхностях мастер-пуансона и заготовки, обуславливают применение смазочных материалов.Рабочие части мастер-пуансонов рекомендуется оксалатировать или меднить. Для химического меднения можно использовать растворы, состав которых приведен в табл. 4.33. Для меднения мастер-пуансоны окунают в раствор на 3...8 с, при больших размерах протирают тампоном. Омедненный мастер-пуансон промывают в холодной проточной воде, сушат и протирают до блеска. На омедненную поверхность наносят слой консистентного смазочного материала.
Хорошо зарекомендовали себя смазочные материалы следующих составов:
- дисульфидомолибденовая паста ВНИИ НП-32, размешанная в машинном масле до консистенции густой сметаны;
- касторовое масло с добавкой мелкодисперсного порошка дисульфида молибдена.
Могут быть использованы и более дешевые смазочные материалы на основе графита.

 Экспериментальные исследования ставили своей целью выбор рациональных размеров припусков на диаметр полости для получения качественной поверхности после выдавливания, не требующей выполнения финишных операций. Другой причиной назначения минимальных припусков является наличие упругих составляющих деформации при холодном выдавливании, после снятия которых изменяются размеры выдавленной полости.
Экспериментальные исследования ставили своей целью выбор рациональных размеров припусков на диаметр полости для получения качественной поверхности после выдавливания, не требующей выполнения финишных операций. Другой причиной назначения минимальных припусков является наличие упругих составляющих деформации при холодном выдавливании, после снятия которых изменяются размеры выдавленной полости.Перед выдавливанием в заготовке матрицы протачивалась полость с плоским дном. Припуск на диаметр полости был обеспечен в пределах 0,5...1,0 мм.
Для оценки параметров шероховатости поверхности были приняты параметры среднего арифметического отклонения профиля Ra, мкм, и параметр Rmax, мкм, наибольшая высота неровностей профиля.
На рис. 4.94 приведена профилограмма поверхности заготовки до выдавливания. Параметры шероховатости находятся в следующих пределах: Ra = 5,0...6,7; Rmax = 34.
 После оформления полости выдавливанием поковка разрезалась, как показано на рис. 4.95, и измерялись шероховатости боковой поверхности (профилограмма приведена на рис. 4.96, а): Ra = 0,12...0,17; Rmax = 1,0, а также шероховатости образованного дна (профилограмма представлена на рис. 4.96, б): Ra = 2,2...2,5; Rmax = 4,3.
После оформления полости выдавливанием поковка разрезалась, как показано на рис. 4.95, и измерялись шероховатости боковой поверхности (профилограмма приведена на рис. 4.96, а): Ra = 0,12...0,17; Rmax = 1,0, а также шероховатости образованного дна (профилограмма представлена на рис. 4.96, б): Ra = 2,2...2,5; Rmax = 4,3.Таким образом, выдавливание рельефных полостей матриц дает возможность не применять финишные операции, кроме термической обработки, которую следует проводить, предварительно защитив рабочую поверхность матрицы от интенсивного окалинообразования при нагреве.
С использованием матриц, полученных с помощью описанной технологии выдавливания, производится штамповка поковок корпусов буровых коронок.

- Конструирование мастер-инструмента
- Силовой режим выдавливания полостей матриц
- Характеристика процессов формообразования полостей штампового инструмента
- Конструирование рабочих деталей штампов для формообразования точных поковок
- Алгоритм принятия решения при выборе штампового материала
- Подсистема прогнозирования стойкости рабочих деталей штампов
- Представление знаний о штамповых материалах
- Критерии стойкости деталей штампов
- Оценка напряженно-деформированного состояния рабочих деталей штампов
- Анализ температурных полей рабочих деталей штампов
