Силовой режим выдавливания полостей матриц
Силовой режим выдавливания полостей матриц в основном зависит от площади полости в плане, ее глубины и формы; механических свойств материала заготовки и наличия в ней облегчающих камер; схемы формоизменения заготовки; качества поверхностей заготовки и инструмента и применяемого смазочного материала. Для анализа, сравнения и оценки результатов экспериментальных исследований применяют диаграммы сила - глубина полости.
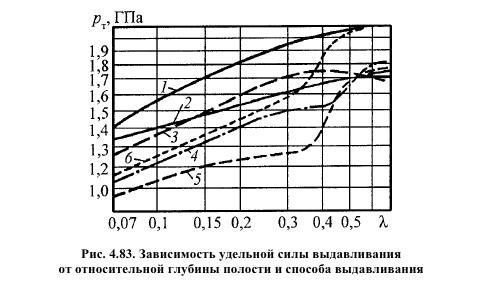
На рис. 4.83 приведены характерные зависимости удельной силы холодного выдавливания полости от относительной глубины полости Л = h/d (h — глубина полости, мм; d — диаметр полости, мм). При выдавливании относительно неглубоких полостей с Л < 0,35 наименьшая удельная сила наблюдается при использовании заготовки с нижней облегчающей камерой (кривые 3 и 4). При выдавливании более глубоких полостей преимущественно применяют облегчающие камеры в подкладной плите (приемнике), что позволяет снизить удельную силу на 15...20 % (кривые 2 и 4). Большие снижения удельных сил наблюдаются при использовании заготовок с нижней камерой (кривые 5 и б). Применение нижней или сквозной облегчающих камер при реализации полузакрытой схемы ведет к снижению удельных сил на 40 % по сравнению с выдавливанием по закрытой схеме.
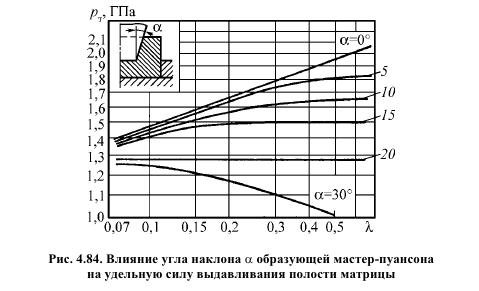 Влияние угла а (град) образующей мастер-пуансона на удельную силу для схемы открытого выдавливания показано на рис. 4.84. Из графика видно, что при увеличении угла образующей мастер-пуансона снижается потребная удельная сила выдавливания полости с относительной глубиной Л.
Влияние угла а (град) образующей мастер-пуансона на удельную силу для схемы открытого выдавливания показано на рис. 4.84. Из графика видно, что при увеличении угла образующей мастер-пуансона снижается потребная удельная сила выдавливания полости с относительной глубиной Л.Форма поперечного сечения рабочей части мастер-пуансона оказывает незначительное влияние на удельную силу. При различных формах сечения разница в силах холодного выдавливания не превышает 10...15 %. Форма осевого сечения оказывает влияние лишь в начале процесса деформирования до Л = 0,5. Это связано с особенностями пластического течения металла заготовки в зоне, непосредственно окружающей рабочий торец мастер-пуансона. На рис. 4.85 показаны кривые изменения удельной силы холодного выдавливания осесимметричной полости в заготовке из стали 10 в зависимости от радиуса скругления торцевой кромки мастер-пуансона r.
 При увеличении отношения радиуса r к диаметру полости d до r/d = 0,5 удельная сила снижается равномерно на протяжении всей начальной стадии выдавливания. Удельная сила выдавливания пропорциональна коэффициенту формы дна полости k1. Некоторые значения коэффициента формы k1 приведены в табл. 4.28.
При увеличении отношения радиуса r к диаметру полости d до r/d = 0,5 удельная сила снижается равномерно на протяжении всей начальной стадии выдавливания. Удельная сила выдавливания пропорциональна коэффициенту формы дна полости k1. Некоторые значения коэффициента формы k1 приведены в табл. 4.28.Для практических расчетов параметров силового режима в производственных условиях целесообразно связать величину удельной силы холодного выдавливания с легко вычисляемым показателем, характеризующим механические свойства материала заготовки. В качестве такого показателя рекомендуется использовать значение твердости металла по Бринеллю (НВ).
 Для расчетов значений удельных сил выдавливания можно пользоваться формулами из табл. 4.29.
Для расчетов значений удельных сил выдавливания можно пользоваться формулами из табл. 4.29.Несмотря на различие схем сквозного выдавливания, существенных различий в силовых режимах процессов не наблюдается. Следует отметить, что локальная удельная сила превышает среднее значение удельных сил, определяемых по табл. 4.29, в 2...2,5 раза, в зависимости от отношения размеров сквозной полости и размеров мастер-пуансона. При выдавливании полостей в труднодеформируемых сталях при соотношении Fс/Fп = (0,2...0,6) возникают опасные локальные удельные силы, однако при Fс/Fп > 0,8 значения удельных сил существенно уменьшаются (здесь Fп — площадь пуансона, Fс — площадь сквозной камеры, мм2).
Критерием преимущественного применения одной из описываемых схем деформирования является меньшая удельная сила, а следовательно, меньшее нагружение и высокая стойкость мастер-пуансона. В свою очередь, прочность деформирующего инструмента является основным фактором, ограничивающим применение технологического процесса выдавливания.
Характеристика основных способов выдавливания заготовок формообразующей оснастки приведена в табл. 4.30.

 Анализ выбранной схемы деформирования дает возможность наиболее точно определить технологическую силу выдавливания.
Анализ выбранной схемы деформирования дает возможность наиболее точно определить технологическую силу выдавливания.Процессы образования полостей матриц со сквозным отверстием (для размещения выталкивателя) имеют некоторые особенности. При выдавливании полостей в заготовке при помощи мастер-пуансона с хвостовиком сила деформирования передается заготовке только торцевой поверхностью мастер-пуансона, окружающей хвостовик, при этом боковая поверхность последней может, в зависимости от направления и скорости ее перемещения, содействовать или противодействовать перемещению металла заготовки.
Так как процессы получения глубокорасположенных рельефов с облегчающей сквозной камерой протекают подобно процессам комбинированного выдавливания ступенчатых втулок из кольцевой заготовки, то для силового анализа принимаем расчетную схему комбинированного выдавливания.
Рассмотрим силовые параметры процесса и выявим зависимость их от геометрических соотношений мастер-инструмента. Наиболее простым методом исследования процесса комбинированного выдавливания, как показал предварительный анализ, является метод верхних оценок, который может послужить первым приближением для более точных методов исследования, например для метода характеристик. Расчет по методу верхних оценок заключаются в приравнивании суммы внутренней энергии деформации металла в очаге и диссипации энергии на поверхностях разрыва скоростей течения мощности, развиваемой деформирующей силой:
 где Pni - поверхностные силы; vi - скорости перемещений поверхностных нагрузок, мм/с; V - объем очага деформации, м3; S - поверхность приложения поверхностных нагрузок; oij, eij - компоненты тензора напряжений и деформации; F- поверхность разрыва скоростей; тFi - касательные напряжения на поверхностях разрыва скоростей.
где Pni - поверхностные силы; vi - скорости перемещений поверхностных нагрузок, мм/с; V - объем очага деформации, м3; S - поверхность приложения поверхностных нагрузок; oij, eij - компоненты тензора напряжений и деформации; F- поверхность разрыва скоростей; тFi - касательные напряжения на поверхностях разрыва скоростей.Приняты допущения, ставящие решаемую задачу в условия плоской деформации. Кинематически допустимое поле скоростей рассмотрено в виде поля жестких треугольников (рис. 4.86). Металл в зонах 1, 3 и 5 находится в упругом состоянии. Тогда мощность пластической деформации определяется только рассеянием энергии на линиях разрыва скоростей течения:
 где тij, lij, [vij] - соответственно касательное напряжение, линии разрыва скоростей, величина разрыва скоростей на границе между i и j областями.
где тij, lij, [vij] - соответственно касательное напряжение, линии разрыва скоростей, величина разрыва скоростей на границе между i и j областями.Положение поверхности раздела течения dc определим выражением:
 Параметр формоизменения к (0 < k < 1) определяется минимизацией полной силы деформирования на каждой стадии процесса и характеризует разделение вытесняемого пуансоном объема dV между зонами 3 и 5. Величина меняется от 0 (весь выдавленный металл течет в прямом направлении) до 1 (обратное вылавливание), и dс имеет крайнее значение dc = D1; dc = dм соответственно.
Параметр формоизменения к (0 < k < 1) определяется минимизацией полной силы деформирования на каждой стадии процесса и характеризует разделение вытесняемого пуансоном объема dV между зонами 3 и 5. Величина меняется от 0 (весь выдавленный металл течет в прямом направлении) до 1 (обратное вылавливание), и dс имеет крайнее значение dc = D1; dc = dм соответственно. Характер течения металла может меняться в зависимости от геометрических соотношений D2/D1, dм/dn. Например, при приближении соотношений D2IDI к единице металл заготовки деформируется по прямой схеме, а при dм/dn —> 1 - по обратной схеме. Изменение схемы течения может происходить и в процессе деформирования: одностороннее течение в начальной стадии процесса (прямое или обратное) может перейти в комбинированное течение. Принято, что очаги пластической деформации прямого и обратного процессов характеризуются размерами X и Y соответственно. Считалось, что пуансон движется с единичной скоростью v0, при этом материал из очагов деформации истекает со скоростями v3 в обратном и v5 в прямом направлениях. Кинематически возможные скорости течения металла внутри блоков определены с помощью годографа скоростей (см. рис. 4.86). При подстановке значений скоростей и длин линий разрыва в (4.98) определены мощности пластической деформации:
Характер течения металла может меняться в зависимости от геометрических соотношений D2/D1, dм/dn. Например, при приближении соотношений D2IDI к единице металл заготовки деформируется по прямой схеме, а при dм/dn —> 1 - по обратной схеме. Изменение схемы течения может происходить и в процессе деформирования: одностороннее течение в начальной стадии процесса (прямое или обратное) может перейти в комбинированное течение. Принято, что очаги пластической деформации прямого и обратного процессов характеризуются размерами X и Y соответственно. Считалось, что пуансон движется с единичной скоростью v0, при этом материал из очагов деформации истекает со скоростями v3 в обратном и v5 в прямом направлениях. Кинематически возможные скорости течения металла внутри блоков определены с помощью годографа скоростей (см. рис. 4.86). При подстановке значений скоростей и длин линий разрыва в (4.98) определены мощности пластической деформации:для прямого процесса
 для обратного процесса
для обратного процесса где u - фактор трения.
где u - фактор трения.Для определения наименьшей верхней оценки величины силы проведена минимизация уравнения мощности (4.98) по высоте очагов деформации для прямого и обратного истечений материала. В результате оптимизации определены величины х и у:
 Жесткий блок 1 (см. рис. 4.86), разделяющий очаги деформации, перемещается с некоторой скоростью в сторону движения пуансона. Скорость этого перемещения v1 определяет скорости истечения материала в обратном и прямом направлениях v3 и v5 соответственно:
Жесткий блок 1 (см. рис. 4.86), разделяющий очаги деформации, перемещается с некоторой скоростью в сторону движения пуансона. Скорость этого перемещения v1 определяет скорости истечения материала в обратном и прямом направлениях v3 и v5 соответственно: Скорость v1 определяется из условий равновесия сил и моментов, приложенных к жесткому блоку. При плоской деформации это равновесие соответствует равенству мощностей сил сопротивления деформированию прямого и обратного выдавливания и сил трения на контактной границе этого блока с инструментом:
Скорость v1 определяется из условий равновесия сил и моментов, приложенных к жесткому блоку. При плоской деформации это равновесие соответствует равенству мощностей сил сопротивления деформированию прямого и обратного выдавливания и сил трения на контактной границе этого блока с инструментом: где величины, входящие в выражение для определения скорости v1, определяются следующим образом:
где величины, входящие в выражение для определения скорости v1, определяются следующим образом:
 Подставив найденные значения скоростей и характеристик пластического значения х и у в условие (4.98), получим соотношение для определения полной силы процесса:
Подставив найденные значения скоростей и характеристик пластического значения х и у в условие (4.98), получим соотношение для определения полной силы процесса:
- Характеристика процессов формообразования полостей штампового инструмента
- Конструирование рабочих деталей штампов для формообразования точных поковок
- Алгоритм принятия решения при выборе штампового материала
- Подсистема прогнозирования стойкости рабочих деталей штампов
- Представление знаний о штамповых материалах
- Критерии стойкости деталей штампов
- Оценка напряженно-деформированного состояния рабочих деталей штампов
- Анализ температурных полей рабочих деталей штампов
- Модель процесса теплообмена в системе "поковка-пограничный слой-инструмент"
- Конечноэлементные модели инструментов для анализа тепловых процессов
