Характеристика процессов формообразования полостей штампового инструмента
В настоящее время штамповый инструмент изготовляется различными способами. Наметилась тенденция замены процессов резания металлов и частично процессов электроэрозионной обработки более экономичными методами формообразования. Альтернативность способов и приемов выдавливания точных заготовок матриц, трудности, связанные с формализацией проектирования технологических процессов, предполагают широкое использование эвристических знаний и в этой области. Накопление, систематизация и структурирование знаний позволит в ближайшем будущем создать программные средства, ориентированные на принятие экспертных решений и значительно облегчающие деятельность технологов.
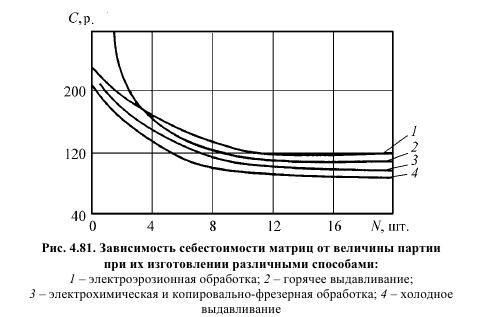
Внедрение в производство штампового инструмента ресурсосберегающих процессов и, в частности, замена процессов резания металлов и электроэрозионной обработки более экономичными методами формообразования обусловлены прогрессом в технологии машиностроения. Анализ зависимостей себестоимости матриц от величины партии при различных способах изготовления (рис. 4.81) позволяет утверждать, что при изготовлении формообразующей технологической оснастки одним из прогрессивных процессов является получение точных заготовок матриц методом пластического деформирования и, в частности, холодным выдавливанием.
 Технология обеспечивает 5...10-кратное повышение производительности труда; повышение эксплутационной стойкости матриц в 1,5...3 раза по сравнению с изготовлением другими способами; получение полостей с точностью размеров до 7 квалитета при шероховатости до Ra = 0,05...0,10.
Технология обеспечивает 5...10-кратное повышение производительности труда; повышение эксплутационной стойкости матриц в 1,5...3 раза по сравнению с изготовлением другими способами; получение полостей с точностью размеров до 7 квалитета при шероховатости до Ra = 0,05...0,10.Разработка и осуществление технологических процессов выдавливания точных заготовок матриц предполагает в известной мере эвристические решения, связанные с многообразием и неповторимостью форм и размеров полостей, а также с проблемами выбора рациональных способов и приемов выдавливания; конструкций мастер-пуансонов; размеров и форм исходных заготовок и т.д.
Холодное выдавливание рельефных полостей в заготовках матриц заключается в получении четкого отпечатка в заготовке от рельефной части мастер-пуансона путем вдавливания его в металл заготовки. Благодаря превалированию напряжений сжатия в заготовке пластичность последней повышается, и даже при выдавливании глубоких сложнопрофильных полостей трещины в металле образуются крайне редко. Изготавливаемая оснастка характеризуется многими техническими параметрами, включающими форму полости, ее размеры, точность, качество поверхности, свойства металла, используемого для ее изготовления и др. Каждый из этих показателей рассматривается с точки зрения технологической сложности. В качестве примера в табл. 4.25 приведены основные параметры полостей матриц, сгруппированных по возрастанию технологической сложности их изготовления.
 Приведенные параметры охватывают большую часть изготавливаемой штамповой оснастки, что подтверждает многолетняя практика отечественных предприятий и зарубежных фирм, например Boart Europe (Германия).
Приведенные параметры охватывают большую часть изготавливаемой штамповой оснастки, что подтверждает многолетняя практика отечественных предприятий и зарубежных фирм, например Boart Europe (Германия).Классификация методов и способов изготовления рельефных полостей пластическим деформированием основана на особенностях пластического течения металла заготовки, определяющего размеры и расположение очага пластических деформаций и напряженно-деформированное состояние заготовки. В зависимости от превалирующего направления течения металла в осевой и периферийной зонах заготовки различают три основные разновидности выдавливания: осевое выдавливание (образование глухой полости в сплошной заготовке); сквозное выдавливание (образование сквозной рельефной полости в заготовке с центральным отверстием); выдавливание обжатием (образование сквозной рельефной полости в заготовке со сквозной облегчающей камерой обжатием рабочей части мастер-пуансона).
В зависимости от характера воздействия обоймы пакет-штампа на периферийные зоны заготовки различают следующие способы выдавливания, реализуемые при всех трех основных способах (табл. 4.26): закрытое, при котором полость выдавливается в заготовке без радиального течения металла по всей высоте заготовки; полузакрытое, при котором большая часть боковой поверхности заготовки помещена в обойму, а меньшая часть имеет возможность перемещаться в радиальном направлении наружу; совмещенное с обжатием, при котором полость выдавливается в конической матрице с обжатием заготовки; открытое, при котором полость выдавливается в свободно расположенной заготовке.
 Анализ литературных данных и проведенные в лабораторных условиях экспериментальные исследования показали, что наиболее приемлемыми схемами выдавливания матриц являются открытое и полузакрытое выдавливание полостей.
Анализ литературных данных и проведенные в лабораторных условиях экспериментальные исследования показали, что наиболее приемлемыми схемами выдавливания матриц являются открытое и полузакрытое выдавливание полостей.При открытом выдавливании необходим минимум технологической оснастки и времени на подготовку производства, однако такая схема может быть рекомендована для получения крупногабаритных полостей сравнительно небольшой глубины.
При полузакрытом выдавливании перемещение свободной поверхности заготовки в радиальном направлении возможно благодаря компенсационным (облегчающим) камерам. Такая схема деформирования обусловливает уменьшение удельных сил на 30 %, что обеспечивает удовлетворительную стойкость мастер-пуансонов. Точность полостей, получаемых таким способом, 9...11 квалитет, а шероховатость поверхности в пределах Ra = 0,2.
Облегчение условий течения материала достигается за счет создания в заготовке или инструменте облегчающих камер, куда направляется большая часть объема материала, вытесненная мастер-пуансоном (табл. 4.27). Могут также применяться приемники в виде кольца, подкладываемого под основание заготовки, протачивание канавок на наружной поверхности, применение трапециевидной выступающей части в опорной плите.

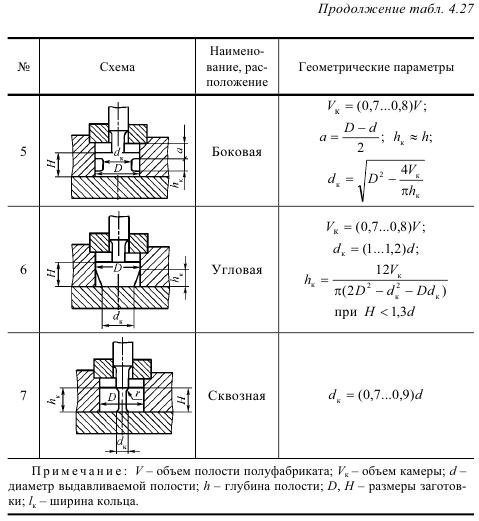 Вид облегчающей камеры выбирают в зависимости от конструкции матрицы. При применении нижних и верхних облегчающих камер их форму в плане необходимо принимать близкой к форме поперечного сечения изготовляемой полости. При выдавливании трехгранных, квадратных, шестигранных и прямоугольных полостей можно принимать форму камеры в виде круга.
Вид облегчающей камеры выбирают в зависимости от конструкции матрицы. При применении нижних и верхних облегчающих камер их форму в плане необходимо принимать близкой к форме поперечного сечения изготовляемой полости. При выдавливании трехгранных, квадратных, шестигранных и прямоугольных полостей можно принимать форму камеры в виде круга.У полости, имеющей форму прямоугольника с соотношением длины к ширине свыше 1,5, форму камеры необходимо делать прямоугольной. Объем облегчающих камер всех видов должен составлять 0,7...0,8 объема изготовляемой полости. Величина перемычки между полостью и облегчающей камерой должна быть в пределах (0,7...0,5)d, в зависимости от формы торца пуансона.
 Как показывают результаты экспериментов, проведенных в лабораторных условиях, существенное влияние на величину удельной силы оказывает наличие в заготовке облегчающей камеры в виде сквозного отверстия. Подбор параметров облегчающей камеры позволяет снизить силы на 10...20 %. Облегчающие камеры могут быть использованы для направления мастер-пуансона в процессе выдавливания. Схема выдавливания рельефных полостей матриц для получения поковок корпусов буровых коронок представлена на рис. 4.82.
Как показывают результаты экспериментов, проведенных в лабораторных условиях, существенное влияние на величину удельной силы оказывает наличие в заготовке облегчающей камеры в виде сквозного отверстия. Подбор параметров облегчающей камеры позволяет снизить силы на 10...20 %. Облегчающие камеры могут быть использованы для направления мастер-пуансона в процессе выдавливания. Схема выдавливания рельефных полостей матриц для получения поковок корпусов буровых коронок представлена на рис. 4.82.Предложенный процесс реализует полузакрытую схему выдавливания. В заготовке предварительно получают облегчающую камеру с плоским дном. При деформировании осуществляется дорнование полости контейнера матрицы и формовка дна с лысками.
- Конструирование рабочих деталей штампов для формообразования точных поковок
- Алгоритм принятия решения при выборе штампового материала
- Подсистема прогнозирования стойкости рабочих деталей штампов
- Представление знаний о штамповых материалах
- Критерии стойкости деталей штампов
- Оценка напряженно-деформированного состояния рабочих деталей штампов
- Анализ температурных полей рабочих деталей штампов
- Модель процесса теплообмена в системе "поковка-пограничный слой-инструмент"
- Конечноэлементные модели инструментов для анализа тепловых процессов
- Инструментальные средства для анализа процессов теплопередачи в штампы
