Конструирование рабочих деталей штампов для формообразования точных поковок
Практика показала, что в штампах, спроектированных по размерам поковки, получить поковки заданной точности не удается. При операциях объемной штамповки в результате значительной упругой деформации рабочих деталей штампа поковки по форме отличаются от формообразующих деталей штампа. Это приводит к получению неравномерного припуска на поковках, что затрудняет их дальнейшую обработку.
Традиционно задача изготовления штампов для точной штамповки решается путем изменения конфигурации рабочих деталей по результатам многократных испытаний штампа на партиях пробных поковок. При этом существенно возрастают трудоемкость изготовления штамповой оснастки и цикл внедрения технологического процесса.
Для выявления характера рассеяния высотных размеров поковок при ПГОШ в условиях кузнечно-литейного цеха ПО "Москвич" были проведены серии экспериментальных исследований на больших выборках, содержавших не менее 50 объектов.
Некоторые сведения об анализируемых выборках поковок приводятся в табл. 4.24.
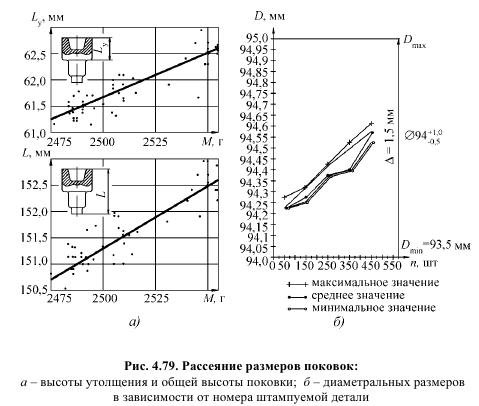
 Статистическая обработка результатов показала случайный характер рассеяния размеров поковок, подчиняющегося нормальному закону распределения.
Статистическая обработка результатов показала случайный характер рассеяния размеров поковок, подчиняющегося нормальному закону распределения.Факторами, оказывающими большое влияние на рассеяние диаметральных и высотных размеров получаемых поковок, являются нестабильность массы используемых заготовок и наличие упругих деформаций инструмента.
На рис. 4.79, а показаны зависимости высотных, а на рис. 4.79, б диаметральных размеров поковок от изменения массы заготовок.
Для повышения точности получаемых поковок следует при конструировании штампов учитывать упругие деформации их деталей. Изменение размеров инструмента по отношению к исходным размерам вызвано при ПГОШ действием температурного фактора и технологической нагрузки со стороны деформируемого металла. Эта нагрузка имеет неравномерное распределение по рабочей поверхности и вызывает в формообразующих деталях штампа сложный характер деформаций. Проблему получения точных поковок иногда удается решить путем повышения жесткости инструмента.
 Размерная погрешность по высоте поковки на нестационарной стадии выдавливания может быть вычислена по формуле:
Размерная погрешность по высоте поковки на нестационарной стадии выдавливания может быть вычислена по формуле: где Cи - составляющая жесткости, относящаяся к инструменту; (dp/dh)0 - составляющая жесткости, относящаяся к поковке; Al1 - деформации инструмента, вызванные термической нагрузкой. Эта величина может быть определена:
где Cи - составляющая жесткости, относящаяся к инструменту; (dp/dh)0 - составляющая жесткости, относящаяся к поковке; Al1 - деформации инструмента, вызванные термической нагрузкой. Эта величина может быть определена: где p - коэффициент теплового расширения материала инструмента; lи -исходная длина инструмента; Tz - функция изменения температуры инструмента вдоль оси Z пуансона.
где p - коэффициент теплового расширения материала инструмента; lи -исходная длина инструмента; Tz - функция изменения температуры инструмента вдоль оси Z пуансона.Поскольку на стационарной стадии выдавливания сила деформирования практически постоянна, то величина Al1 деформации является и размерной погрешностью по высоте.
Низкая жесткость штампов для выдавливания обусловлена значительной суммарной длиной пуансонов и выталкивателей, достигающей 50...70 % закрытой высоты штампа.
Однако изменить конструкцию рабочих деталей штампа (уменьшение длины пуансонов и выталкивателей, дополнительное бандажирование и т.п.) не всегда удается из-за конструктивных особенностей штампов для объемной штамповки. Поэтому возможность прогнозирования изменения геометрии пуансонов и матриц на основе конечно-элементных моделей позволяет производить коррекцию их размеров на стадии проектирования штампов. Это реализуется с помощью модели, изображенной на рис. 4.80.
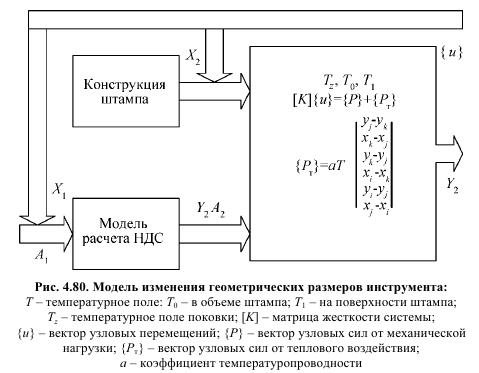 Целью использования модели является нахождение формы рабочей поверхности инструмента, которая, деформировавшись под нагрузкой, обеспечит поковке заданную форму.
Целью использования модели является нахождение формы рабочей поверхности инструмента, которая, деформировавшись под нагрузкой, обеспечит поковке заданную форму.Для осесимметричных поковок упругую деформацию рассчитывают для одного сечения, образуемого плоскостью симметрии. Для этого сечения находят векторы перемещений узлов, расположенных на контактной поверхности. Коррекция производится изменением размеров пуансона в сторону, противоположную полученным деформациям, что позволяет уменьшить количество пробных штамповок при окончательной доводке инструмента.
Таким образом, рассмотрены основные этапы машинного моделирования на основе численных экспериментов, имитирующих условия работы штампа, и принятие технических решений при оптимизации спроектированной конструкции штампа.
После проработки конструкции штампа и его отдельных элементов, а также проведения необходимых расчетов следует выбрать рациональный метод изготовления деталей штампа. Наибольшей сложностью отличаются рабочие детали штампа, кроме того, они интенсивнее изнашиваются при штамповке. Чтобы обеспечить выпуск годовой программы изготовляют, как правило, несколько комплектов рабочих деталей. Поэтому совершенствование такого этапа технологической подготовки производства, как изготовление штамповой оснастки, является актуальной задачей.
- Алгоритм принятия решения при выборе штампового материала
- Подсистема прогнозирования стойкости рабочих деталей штампов
- Представление знаний о штамповых материалах
- Критерии стойкости деталей штампов
- Оценка напряженно-деформированного состояния рабочих деталей штампов
- Анализ температурных полей рабочих деталей штампов
- Модель процесса теплообмена в системе "поковка-пограничный слой-инструмент"
- Конечноэлементные модели инструментов для анализа тепловых процессов
- Инструментальные средства для анализа процессов теплопередачи в штампы
- Концепция метода конечных элементов
