Модель процесса теплообмена в системе "поковка-пограничный слой-инструмент"
Для построения модели теплообмена процесс полугорячего выдавливания условно разбит на следующие стадии:
— контакт заготовки с инструментом при установке заготовки в матрицу в течение времени t1. Теплопередача от заготовки к инструментам происходит, в основном, излучением. Величина плотности теплового потока q при этом определяется выражением:
 где E1, E2 - степени черноты инструмента и заготовки соответственно, Вт/м2 ; C0 = 5,67*10-8 Вт/(м2К4) - постоянная Стефана-Больцмана; T1,T2 - абсолютные температуры заготовки и инструмента соответственно; d1,d - диаметры заготовки и инструмента соответственно, мм;
где E1, E2 - степени черноты инструмента и заготовки соответственно, Вт/м2 ; C0 = 5,67*10-8 Вт/(м2К4) - постоянная Стефана-Больцмана; T1,T2 - абсолютные температуры заготовки и инструмента соответственно; d1,d - диаметры заготовки и инструмента соответственно, мм;— контакт поковки с инструментом при деформировании в течение времени t2. На этом этапе при определении плотности теплового потока учитывались дополнительные источники тепла от сил трения на контактных поверхностях поковки и инструмента и внутренние источники тепла, обусловленные термомеханическим эффектом пластической деформации. Термомеханический эффект можно выразить через эффективное время, получаемое произведением времени деформации (т2) на коэффициент эффективности:
 где е - степень деформации; е = е'tк; е' - скорость деформации; tк -время контакта тел, которое может быть больше времени деформации.
где е - степень деформации; е = е'tк; е' - скорость деформации; tк -время контакта тел, которое может быть больше времени деформации.В общем случае можно допустить, что энергия, расходуемая на пластическую деформацию и трение, почти полностью (с коэффициентом 0,85....0,90) превращается в теплоту.
Для определения тепловыделения, обусловленного работой пластической деформации, согласно которым полную работу деформации за время перехода металла из состояния 1 в состояние 2 определяют:
 тогда
тогда где оi - интенсивность напряжений; ei - интенсивность деформаций.
где оi - интенсивность напряжений; ei - интенсивность деформаций.Тепловыделение, обусловленное действием сил трения на границе контакта "инструмент-заготовка", можно вычислить по работе сил трения:
 где ok - касательные напряжения на поверхности контакта; uk - перемещение материальной точки на контактной поверхности; dF - элементарный участок поверхности, на который действует ok,
где ok - касательные напряжения на поверхности контакта; uk - перемещение материальной точки на контактной поверхности; dF - элементарный участок поверхности, на который действует ok, Повышение температуры, связанное с контактным трением, выразится:
Повышение температуры, связанное с контактным трением, выразится: Плотность реального теплового потока q определяется выражением:
Плотность реального теплового потока q определяется выражением: где qи - плотность теплового потока при идеальном тепловом контакте заготовки с инструментом; f2 (аk, tk) - функция, характеризующая влияние термического сопротивления пограничной прослойки и времени контакта на теплообмен между заготовкой и штампом.
где qи - плотность теплового потока при идеальном тепловом контакте заготовки с инструментом; f2 (аk, tk) - функция, характеризующая влияние термического сопротивления пограничной прослойки и времени контакта на теплообмен между заготовкой и штампом.Величина функции f2 (ак, tк) всегда меньше единицы, а при стремлении сопротивления контактного слоя к нулю (R —> 0 контакт идеальный) имеет ее своим пределом. При полугорячем деформировании величина термического сопротивления в 5....10 раз меньше, чем при горячей штамповке. В табл. 4.11 приведены результаты расчета термического сопротивления контактного слоя R, который равен сумме теоретических сопротивлений окалины R и смазочного материала Rсм. Толщина слоя окалины Rок и значение коэффициента теплопроводности окалины приняты по данным работы. Термическое сопротивление смазочного материала принято равным Rсм = 17,02*10в-6 (м2*К)/Вт, что соответствует слою графито-масляной смазки толщиной 0,01 мм.
 Также принята кусочно-линейная зависимость сопротивления пограничного слоя от давления на контактных поверхностях.
Также принята кусочно-линейная зависимость сопротивления пограничного слоя от давления на контактных поверхностях.Плотность теплового потока q при идеальном тепловом контакте заготовки с инструментом определяется по методике:
 где Ти,Тз - исходные температуры инструменты и заготовки соответственно; tк - время контакта со штампом;
где Ти,Тз - исходные температуры инструменты и заготовки соответственно; tк - время контакта со штампом; bи, bз - коэффициенты аккумуляции тепла материала инструмента и заготовки, b = VЛcp; Л, с, р - коэффициент теплопроводности, удельная теплоемкость и плотность материалов заготовки или инструмента;
bи, bз - коэффициенты аккумуляции тепла материала инструмента и заготовки, b = VЛcp; Л, с, р - коэффициент теплопроводности, удельная теплоемкость и плотность материалов заготовки или инструмента; критерий интенсивности контактного теплообмена, определяемый по рекомендациям работы.
критерий интенсивности контактного теплообмена, определяемый по рекомендациям работы.- контакт при снятии деформирующей силы в течение времени t2. Теплопередача от поковки к инструменту происходит аналогично предыдущей стадии — теплопроводностью. Схема формоизменения такова, что поковка после снятия силы до момента ее выталкивания еще остается под давлением, обусловленным упругой деформацией матрицы.
- охлаждение инструмента и поковки после выталкивания последней в течении времени t4. На этой стадии происходит конвективный теплообмен между поверхностью инструмента и окружающей средой. Значение коэффициента теплообмена зависит от природы окружающей среды, скорости ее перемещения и формы охлаждаемого тела.
Продолжительность каждой из стадий процесса теплообмена зависит от параметров конкретного технологического процесса. При автоматическом режиме работы оборудования время цикла tц = t1 +t2 + t3 + 1t4 определяется выражением:
 где nн - номинальное число ходов ползуна пресса в минуту. В режиме одиночных ходов время цикла составит
где nн - номинальное число ходов ползуна пресса в минуту. В режиме одиночных ходов время цикла составит где р — коэффициент использования числа ходов:
где р — коэффициент использования числа ходов: nод - число одиночных ходов в минуту.
nод - число одиночных ходов в минуту.Продолжительность контакта инструмента с поковкой под давлением tк складывается из составляющих t2 и t3. При этом t2 зависит от величины рабочего хода, а также от кинематических параметров оборудования. Составляющая времени контакта t3, кроме того, зависит еще и от жесткости системы "пресс-штамп".
Для кривошипных горячештамповочных прессов (КГШП) определено, что при относительной величине рабочего хода Hp/2R = 0,2 продолжительность процесса деформирования t2 составляет (0,08...0,085)tц1. В свою очередь t2 формируется из следующих составляющих:
t21 = (0,05...0,17)t2 - время запаздывания, когда идет пластическая деформация, но поток тепла преодолевает термическое сопротивление пограничного слоя;
t22 = (0,35...0,60)t2 - время активного теплообмена;
t23 = (0,40...0,50)t2 - время падения интенсивности теплообмена вследствие уменьшения температурного напора AT, увеличения сопротивления пограничного слоя Rгр за счет появления газовой прослойки;
t24 = (0...0,17)t2 - время окончания штамповки, когда AT —> 0, коэффициент теплообмена а на границе "поковка-пограничный слой-инструмент" имеет минимальное значение.
Из-за отсутствия специальных комплексов для ПГОШ в производственных условиях часто используют серийно выпускаемое оборудование, например, кривошипно-коленные процессы для холодного выдавливания. Для этого типа оборудования время контакта заготовки с инструментом tк = (0,40...0,45)tц1, что обусловлено кинематическими особенностями
привода. Необходимо также принимать во внимание, что номинальное число ходов в минуту у КГШП составляет 70...90, а у кривошипноколенных не превышает 30...40.
Для случая, когда штамповка производилась на прессе для холодного выдавливания, продолжительность tк и tц определялась из типовой осциллограммы и составила соответственно 0,5 и 1,3 с. При этом продолжительность цикла tц теоретически может быть определена из уравнения баланса тепла инструмента. Как известно, количество тепла, передаваемое от поковки к инструменту во время контакта, определяется выражением
 где q1 — плотность потока тепла на активную часть поверхности инструмента.
где q1 — плотность потока тепла на активную часть поверхности инструмента. Количество тепла, теряемое инструментом во время охлаждения, определяется выражением
Количество тепла, теряемое инструментом во время охлаждения, определяется выражением Тогда, приравнивая правые части уравнений 4.46 и 4.47, можно определить продолжительность цикла:
Тогда, приравнивая правые части уравнений 4.46 и 4.47, можно определить продолжительность цикла: Следует отметить, что при таком расчете определенную сложность вызывает выявление активной части инструмента.
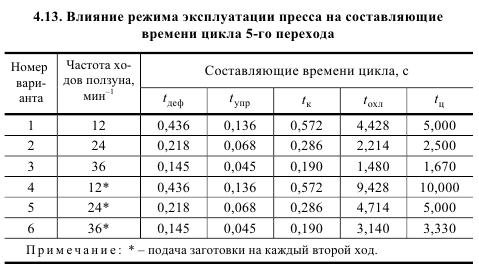
Следует отметить, что при таком расчете определенную сложность вызывает выявление активной части инструмента.Наибольший эффект от внедрения ПГОШ может быть достигнут при использовании многопозиционной штамповки. Выполненное в соответствии с техническим заданием техническое и технологическое обоснование комплекса для многопозиционной штамповки включало расчет времени цикла и его составляющих для каждого перехода штамповки на примере поковки корпуса наружного шарнира. Так как тепловые поля рассчитывались для инструментов наиболее нагруженных переходов (2-й и 5-й), то табл. 4.12 и 4.13 содержат продолжительности полного цикла и его составляющих для указанных переходов.
 Таким образом, условное разбиение всего процесса выдавливания на отдельные составляющие и правильное назначение величин тепловых нагрузок и теплофизических характеристик позволяет построить достаточно полную имитационную модель для анализа процесса теплообмена в системе "поковка-пограничный слой-инструмент".
Таким образом, условное разбиение всего процесса выдавливания на отдельные составляющие и правильное назначение величин тепловых нагрузок и теплофизических характеристик позволяет построить достаточно полную имитационную модель для анализа процесса теплообмена в системе "поковка-пограничный слой-инструмент".
- Конечноэлементные модели инструментов для анализа тепловых процессов
- Инструментальные средства для анализа процессов теплопередачи в штампы
- Концепция метода конечных элементов
- Методы расчета температурного режима штампов
- Унификация сменных деталей штампов
- Автоматизация проектирования штампов
- Конструкции штампов для холодной и полугорячей объемной штамповки
- Требования к конструкциям штампов для холодной и полугорячей объемной штамповки
- Разработка и реализация групповых технологических процессов холодной и пологорячей объемной штамповки
- Формализация процесса принятия технологических решений
