Конструкции штампов для холодной и полугорячей объемной штамповки
Стремление к сокращению количества переходов при штамповке деталей обусловливает создание специальных конструкций штампов. Так, например, для высадки утолщений на стержневых деталях, имеющих значительную длину lв высаживаемой части (lв = 10...20)(i, где d — диаметр высаживаемой части), рекомендуется штамп со скользящей матрицей (рис. 4.2).
Конструкция штампа позволяет расширить номенклатуру изготовляемых за один переход поковок и повысить их качество. Это достигается снабжением штампа устройством для непрерывного перемещения матрицы в процессе высадки. Для предотвращения потери устойчивости выталкиватель имеет поддерживающее устройство, состоящее из планок, пружин и колонок. На нижней и промежуточной плитах расположено устройство для перемещения матрицы.
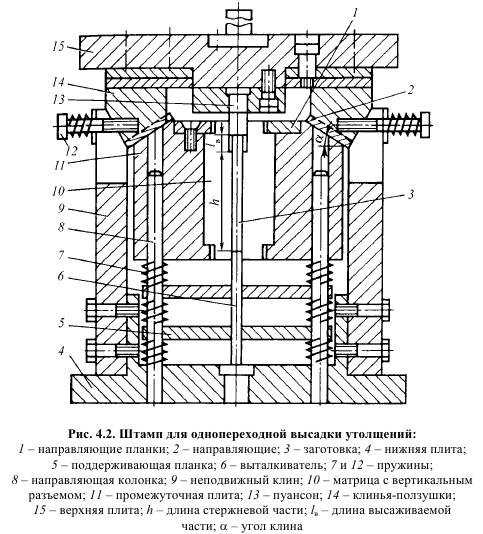 Перед началом высадки заготовка устанавливается в штамп таким образом, чтобы свободной оставалась лишь та ее часть, длина которой не превышает критическую (lв < 2,5d). Во время рабочего хода ползуна пресса одновременно реализуются высадка свободной части заготовки и постепенное перемещение промежуточной плиты 11 вниз под действием верхней плиты 15 через клинья-ползушки 14. При этом матрица 10 с вертикальным разъемом скользит по заготовке, и высадке подвергаются новые ее участки.
Перед началом высадки заготовка устанавливается в штамп таким образом, чтобы свободной оставалась лишь та ее часть, длина которой не превышает критическую (lв < 2,5d). Во время рабочего хода ползуна пресса одновременно реализуются высадка свободной части заготовки и постепенное перемещение промежуточной плиты 11 вниз под действием верхней плиты 15 через клинья-ползушки 14. При этом матрица 10 с вертикальным разъемом скользит по заготовке, и высадке подвергаются новые ее участки.Особенностью работы штампа являются разные скорости перемещения верхней и промежуточной плит. Скорость последней превышает скорость верхней плиты вследствие наличия горизонтальной составляющей скорости от клиньев-ползушек в результате их взаимодействия с неподвижными клиньями 9. На этапе совместного перемещения вниз верхней и промежуточной плит осуществляется набор металла с предварительным формообразованием. Окончательная форма придается утолщению закрытой осадкой высаживаемой части в матрице на заключительном этапе, когда промежуточная плита опирается на нижнюю неподвижной плиту и матрица становится неподвижной.
На рис. 4.3 показана типовая конструкция к прессу для холодного выдавливания мод. К0032 силой 1600 кН.
 Блок штампа состоит из нижней 1 и верхней 9 плит, соединенных между собой двумя направляющими втулками 2 и колонками 3. Для разгрузки направляющих элементов предусмотрены массивные опорные вставки. Пуансон центрируется по конической поверхности пуансоно-держателя 6. Контргайка 8 препятствует ослаблению крепления пуансона. Для центрирования матрицы относительно пуансона применены винты, размещенные в нижней обойме. Радиальная выточка в прижимном кольце позволяет ускорить смену матриц. Заменой опоры обеспечивают штамповку деталей с разными габаритными размерами. Для извлечения поковки из матрицы предусмотрен нижний выталкиватель 17.
Блок штампа состоит из нижней 1 и верхней 9 плит, соединенных между собой двумя направляющими втулками 2 и колонками 3. Для разгрузки направляющих элементов предусмотрены массивные опорные вставки. Пуансон центрируется по конической поверхности пуансоно-держателя 6. Контргайка 8 препятствует ослаблению крепления пуансона. Для центрирования матрицы относительно пуансона применены винты, размещенные в нижней обойме. Радиальная выточка в прижимном кольце позволяет ускорить смену матриц. Заменой опоры обеспечивают штамповку деталей с разными габаритными размерами. Для извлечения поковки из матрицы предусмотрен нижний выталкиватель 17.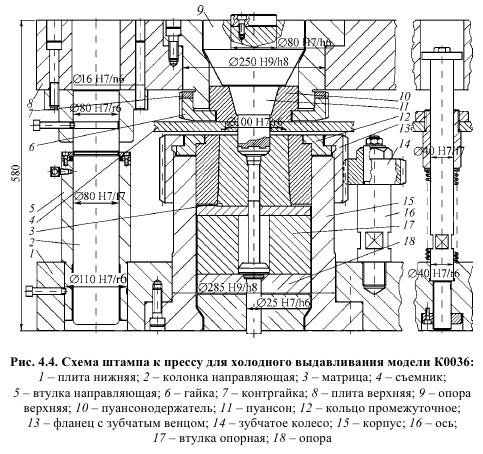 На рис. 4.4 приведен штамповый блок к прессу для холодного выдавливания мод. К0036 силой 4000 кН, являющийся типовым при использовании кривошипно-коленных прессов для холодного выдавливания. Конструкция блока обеспечивает надежное крепление инструмента, возможность получения деталей различной длины высадкой и выдавливанием. Быстрая смена матриц обеспечивается с помощью байонетного крепления сопрягаемых деталей. Крепление матрицы осуществляется затяжкой резьбового соединения корпуса и фланца при вращении зубчатого колеса. Эксплуатация описанной конструкции в течение многих лет в Людиновском ПО "Агрегатный завод" показала его надежность и удобство в работе.
На рис. 4.4 приведен штамповый блок к прессу для холодного выдавливания мод. К0036 силой 4000 кН, являющийся типовым при использовании кривошипно-коленных прессов для холодного выдавливания. Конструкция блока обеспечивает надежное крепление инструмента, возможность получения деталей различной длины высадкой и выдавливанием. Быстрая смена матриц обеспечивается с помощью байонетного крепления сопрягаемых деталей. Крепление матрицы осуществляется затяжкой резьбового соединения корпуса и фланца при вращении зубчатого колеса. Эксплуатация описанной конструкции в течение многих лет в Людиновском ПО "Агрегатный завод" показала его надежность и удобство в работе.Анализ зарубежного опыта проектирования штампов показал, что многие фирмы-производители кузнечно-прессового оборудования в комплекте с прессами серийно выпускают и типовые штампы как однопозиционные, так и многопозиционные. Например, фирма Aida Engeneering Ltd (Япония) серийно выпускает штампы для ХОШ однопозиционные, одна из схем которых представлена на рис. 4.5, а также и многопозиционные.
 Схема трехпозиционного штампа этой же фирмы представлена на рис. 4.6. Штампы оснащены четырьмя направляющими колонками, что повышает точность штампуемых деталей, съемником в виде подпружиненной поперечины, удерживаемой двумя колонками. Направляющие элементы колонок выполняются с проточками для уменьшения площади контактирующих поверхностей, удержания смазки и служащих для улавливания различных загрязнений. Крепление нижнего контейнера осуществляется с двух сторон прижимами с помощью болтов. Верхний контейнер фиксируется прижимом, выполненным в виде планки с центральным отверстием. Пуансон и матричный блок закрепляются специальными гайками унифицированной конструкции. Центрирование матричного блока относительно пуансона осуществляется специальными винтовыми устройствами, расположенными с фронта и задней стороны блока на нижней плите. Конструкцией штампа предусмотрены на каждой позиции съемники 11 в виде подпружиненных поперечин, каждая из которых удерживается двумя колонками. Крепление нижних контейнеров 19 осуществляется с фронтальной и задней сторон с помощью прижимов и болтов.
Схема трехпозиционного штампа этой же фирмы представлена на рис. 4.6. Штампы оснащены четырьмя направляющими колонками, что повышает точность штампуемых деталей, съемником в виде подпружиненной поперечины, удерживаемой двумя колонками. Направляющие элементы колонок выполняются с проточками для уменьшения площади контактирующих поверхностей, удержания смазки и служащих для улавливания различных загрязнений. Крепление нижнего контейнера осуществляется с двух сторон прижимами с помощью болтов. Верхний контейнер фиксируется прижимом, выполненным в виде планки с центральным отверстием. Пуансон и матричный блок закрепляются специальными гайками унифицированной конструкции. Центрирование матричного блока относительно пуансона осуществляется специальными винтовыми устройствами, расположенными с фронта и задней стороны блока на нижней плите. Конструкцией штампа предусмотрены на каждой позиции съемники 11 в виде подпружиненных поперечин, каждая из которых удерживается двумя колонками. Крепление нижних контейнеров 19 осуществляется с фронтальной и задней сторон с помощью прижимов и болтов. Верхние контейнеры 6 фиксируются прижимами, выполненными в виде планок 4 с центральными отверстиями. Пуансоны и матричные блоки закрепляются специальными гайками 5 и 13 унифицированной конструкции. Штамп прост, надежен и удобен в эксплуатации.
Верхние контейнеры 6 фиксируются прижимами, выполненными в виде планок 4 с центральными отверстиями. Пуансоны и матричные блоки закрепляются специальными гайками 5 и 13 унифицированной конструкции. Штамп прост, надежен и удобен в эксплуатации.Для изготовления деталей класса стаканов с малой относительной высотой местных утолщений в качестве исходного материала целесообразно использовать трубный прокат. На рис. 4.7 приведена схема штампа для радиального выдавливания заготовки стакана. Штамп используется для заготовок группы 10.
Перед штамповкой в полость заготовки, размещенной в матрице, на выталкиватель устанавливается оправка.
Во время рабочего хода пресса в матрице окончательно оформляется наружный и формируется внутренний фланцы поперечным выдавливанием металла в зазор между оправкой и пуансоном.
 По окончании процесса оправка остается в поковке и вместе с ней удаляется из матрицы выталкивателем. После этого оправка выпрессовывается из поковки на отдельной позиции того же штампа. Способ получил название выдавливания на удаляемых оправках и обеспечивает штамповку со значительными степенями деформации (53 %). Это позволяет расширить технологические возможности процесса и увеличить номенклатуру серийно штампуемых деталей.
По окончании процесса оправка остается в поковке и вместе с ней удаляется из матрицы выталкивателем. После этого оправка выпрессовывается из поковки на отдельной позиции того же штампа. Способ получил название выдавливания на удаляемых оправках и обеспечивает штамповку со значительными степенями деформации (53 %). Это позволяет расширить технологические возможности процесса и увеличить номенклатуру серийно штампуемых деталей.Штамп, показанный на рис. 4.8, предназначен для изготовления деталей высокой точности по разностенности (±0,03 мм) комбинированным выдавливанием. Полая деталь оформляется по схеме обратного выдавливания, а отросток в донной части - прямым выдавливанием. Особенностью конструкции штампа является регулировочно-центровочный узел, позволяющий компенсировать погрешности изготовления и установочные перекосы по результатам одной-двух пробных штамповок. Внедрение данных технологии и штампа проведено на предприятиях автомобильной промышленности.
Для выдавливания деталей из малопластичных сплавов предлагается устройство для гидромеханической штамповки (рис. 4.9).

 В нем используется принцип саморегулирования давления в нижней полости контейнера в результате перемещения матрицы навстречу пуансону под давлением столба жидкости над плунжером, величина которого зависит от диаметра плунжера и давления, необходимого для деформирования металла. Выдавленную поковку удаляют с помощью жидкости, перемещая контейнер вниз. На устройстве были проведены эксперименты по выдавливанию гильз диаметром 18 и 22 мм со степенью деформирования E = 0,55...0,82 и стержневой детали диаметром 18 мм из заготовки (сплав АКЗЖМ) диаметром 30 мм со степенью деформирования е = 0,64. Нарушения сплошности у полученных поковок не наблюдалось.
В нем используется принцип саморегулирования давления в нижней полости контейнера в результате перемещения матрицы навстречу пуансону под давлением столба жидкости над плунжером, величина которого зависит от диаметра плунжера и давления, необходимого для деформирования металла. Выдавленную поковку удаляют с помощью жидкости, перемещая контейнер вниз. На устройстве были проведены эксперименты по выдавливанию гильз диаметром 18 и 22 мм со степенью деформирования E = 0,55...0,82 и стержневой детали диаметром 18 мм из заготовки (сплав АКЗЖМ) диаметром 30 мм со степенью деформирования е = 0,64. Нарушения сплошности у полученных поковок не наблюдалось.Все большее распространение получает ПГОШ. Этот вид обработки обеспечивает более равномерное деформирование, улучшение условий заполнения глубоких полостей штампа, значительное снижение сил штамповки, увеличение пластичности деформируемых сплавов. Для повышения стабильности температурного режима применяется изотермическая полугорячая штамповка, особенность которой заключается в том, что деформирование осуществляется в штампах, нагретых до температуры исходной заготовки.
 Один из штампов для изотермической штамповки показан на рис. 4.10. Он предназначен для работы на гидравлическом прессе. Матрица с помощью двух прихватов 5 крепится к нижней плите 2. Опорная плита 3 снабжена выточкой глубиной 0,15 мм. При нагревании матрицы и во время обратного и холостого хода выточка играет роль теплоизоляции. В процессе штамповки опорная плита упруго прогибается и опирается на нижнюю плиту штампа, что обеспечивает необходимую жесткость инструмента. При ходе ползуна вверх съемник 11 удерживается в нижнем положении поворотными рычагами 15. После съема поковки с пуансона рычаги разводятся кулачками 14, соединенными с верхней плитой 13, и пропускают съемник.
Один из штампов для изотермической штамповки показан на рис. 4.10. Он предназначен для работы на гидравлическом прессе. Матрица с помощью двух прихватов 5 крепится к нижней плите 2. Опорная плита 3 снабжена выточкой глубиной 0,15 мм. При нагревании матрицы и во время обратного и холостого хода выточка играет роль теплоизоляции. В процессе штамповки опорная плита упруго прогибается и опирается на нижнюю плиту штампа, что обеспечивает необходимую жесткость инструмента. При ходе ползуна вверх съемник 11 удерживается в нижнем положении поворотными рычагами 15. После съема поковки с пуансона рычаги разводятся кулачками 14, соединенными с верхней плитой 13, и пропускают съемник.Штамп нагревается индуктором 8, изготовленным из медной трубки прямоугольного сечения. Под верхнюю и нижнюю плиты штампа устанавливаются теплоизолирующие прокладки 1 и 12 из асбоцемента.
 В конструкции штампа для изотермической штамповки, представленной на рис. 4.11, предусмотрены верхняя и нижняя охлаждаемые плиты. На плитах крепятся державки, в которых устанавливается сменный пакет, состоящий из пуансона, контейнера выталкивателя и прокладок. Штамп нагревается устройством на карбидокремниевых нагревателях, установленных вертикально. Термоизоляция из кремнеземной ваты обеспечивает равномерный режим нагрева. Перед штамповкой блок нагревают до рабочей температуры. Нагретую заготовку устанавливают через загрузочное окно на рабочую позицию и выдавливают. Применение нагрева штампа уменьшает перепад температур в системе заготовка-инструмент, что снижает силу штамповки и благоприятно сказывается на работоспособности оснастки.
В конструкции штампа для изотермической штамповки, представленной на рис. 4.11, предусмотрены верхняя и нижняя охлаждаемые плиты. На плитах крепятся державки, в которых устанавливается сменный пакет, состоящий из пуансона, контейнера выталкивателя и прокладок. Штамп нагревается устройством на карбидокремниевых нагревателях, установленных вертикально. Термоизоляция из кремнеземной ваты обеспечивает равномерный режим нагрева. Перед штамповкой блок нагревают до рабочей температуры. Нагретую заготовку устанавливают через загрузочное окно на рабочую позицию и выдавливают. Применение нагрева штампа уменьшает перепад температур в системе заготовка-инструмент, что снижает силу штамповки и благоприятно сказывается на работоспособности оснастки.При использовании гидравлических прессов, не имеющих жесткой связи циклов работы ползуна и выталкивателя, могут быть реализованы более сложные способы штамповки. Штамп, изображенный на рис. 4.12, используется на прессе модели П3234А при работе нижнего выталкивателя в режиме подушки.
В связи с низкой жесткостью станины пресса в штампе отсутствуют направляющие элементы. Конструкцией предусмотрены опорные вставки и сферическая опора пуансона.
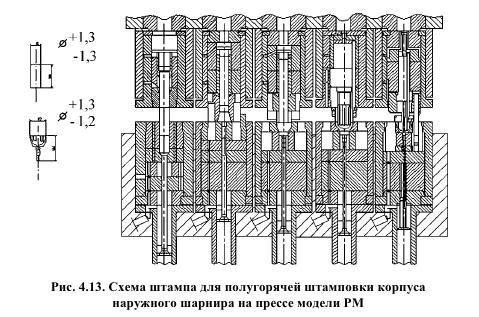 Конструкция многопозиционного штампа для ПГОШ показана на рис. 4.13. Штамп, имеющий пять позиций, предназначен для штамповки поковок корпуса наружного шарнира и установлен на механическом прессе фирмы Schuler (Германия) силой 12,5 тыс. кН, который работает в составе специализированного комплекса для многопозиционной ПГОШ.
Конструкция многопозиционного штампа для ПГОШ показана на рис. 4.13. Штамп, имеющий пять позиций, предназначен для штамповки поковок корпуса наружного шарнира и установлен на механическом прессе фирмы Schuler (Германия) силой 12,5 тыс. кН, который работает в составе специализированного комплекса для многопозиционной ПГОШ.Для повышения эффективности комплекс оснащен устройством для полуавтоматической смены блоков пуансонов и матриц, что снижает время переналадки до 20 минут.
Особенностями штампового блока являются отсутствие направляющих колонок, что предопределяет необходимость центрирования пуансонов относительно матриц за счет их точной установки; наличие индивидуальных выталкивателей на рабочих позициях; наличие гидрозажимов для обеспечения крепления блоков пуансонов и матриц и их быстрой смены; наличие в плитах встроенных нагревательных устройств.
Изображенный на рис. 4.14 блок штампа используется при реализации процессов ПГОШ поковок автомобильных деталей. Четырехпозиционный штамп разработан фирмой Schuler для пресса модели KB15-5, который включен в состав автоматизированного комплекса полугорячей штамповки.
Для сокращения времени переналадки комплекс оснащен гидравлическими устройствами крепления штампового блока и манипулятором автоматизированной смены штампа. На выходе из индукционной установки заготовки подвергаются температурному контролю, что позволяет обезопасить инструмент от попадания в рабочую зону недогретых заготовок и устранить тем самым возможность поломок рабочих деталей штампа.
 Рис. 4.15 иллюстрирует многопозиционную штамповку на прессе F2-1000 фирмы Schuler (Германия). На первой позиции осуществляют открытую осадку заготовки, вторая позиция штампа - формовочная. На третьей позиции в поковке пробивают отверстие с удалением отхода через специальные технологические окна, выполненные в деталях инструментальной наладки. На четвертой позиции осуществляют окончательное формоизменение поковки.
Рис. 4.15 иллюстрирует многопозиционную штамповку на прессе F2-1000 фирмы Schuler (Германия). На первой позиции осуществляют открытую осадку заготовки, вторая позиция штампа - формовочная. На третьей позиции в поковке пробивают отверстие с удалением отхода через специальные технологические окна, выполненные в деталях инструментальной наладки. На четвертой позиции осуществляют окончательное формоизменение поковки.Таким образом, при проектировании штампов следует руководствоваться имеющимися рекомендациями и накопленным специалистами данной предметной области опытом в соответствии с условиями эксплуатации и требованиями к точности получаемых поковок.
- Требования к конструкциям штампов для холодной и полугорячей объемной штамповки
- Разработка и реализация групповых технологических процессов холодной и пологорячей объемной штамповки
- Формализация процесса принятия технологических решений
- Этапы синтеза вариантов технологии холодной и полугорячей объемной штамповки
- Влияние концентраторов напряжений при холодной ломке проката
- Технологические процессы холодной ломки проката
- Унификация заготовок при ХОШ и ПГОШ
- Форма и размеры сечения проката
- Влияние свойств разрезаемого проката на качество заготовок
- Отрезка в штампах
