Влияние концентраторов напряжений при холодной ломке проката
Для разрушения проката в строго определенном сечении необходимо, чтобы оно существенно отличалось от всех прочих, подвергающихся нагружению. Самым эффективным способом локализации разрушения является нанесение концентратора напряжений, позволяющего, кроме того, существенно снизить силы ломки и улучшить качество образующейся поверхности. Поэтому в настоящее время создание концентратора является неотъемлемой частью процесса холодной ломки, в значительной мере влияющей на его производительность и стоимость. Основные способы нанесения концентратора осуществляются газовым резаком, вдавливанием клинового ножа, пилами, на станках токарной группы и т.д. Способ создания концентратора, как и его форма, существенно влияют на работу зарождения трещин и условие разрушения. Эффективность концентратора в первую очередь зависит от его геометрии и места расположения по отношению к нагружающим силам. Геометрическая форма концентратора напряжений характеризуется длиной l и радиусом закругления в вершине р. Ширина и угол между стенками концентратора имеют второстепенное значение.
Приближенно коэффициент концентрации напряжений оценивают по формуле
 При любом способе ломки трещина зарождается в одной точке и затем пересекает весь образец. Поэтому концентратор напряжений, нанесенный по всему периметру разрушаемого сечения, не имеет преимуществ перед односторонним. Трещина является идеальным концентратором. Однако ее создание, особенно в вязких сталях, сопряжено с большими трудностями. Поэтому в большинстве случаев приходится делать надрез, выточку, канавку, насечку, имеющими радиус закругления в вершине больше, чем у трещины.
При любом способе ломки трещина зарождается в одной точке и затем пересекает весь образец. Поэтому концентратор напряжений, нанесенный по всему периметру разрушаемого сечения, не имеет преимуществ перед односторонним. Трещина является идеальным концентратором. Однако ее создание, особенно в вязких сталях, сопряжено с большими трудностями. Поэтому в большинстве случаев приходится делать надрез, выточку, канавку, насечку, имеющими радиус закругления в вершине больше, чем у трещины.Обострение концентратора связано обычно с резким уменьшением стойкости инструмента, которым он наносится.
На рис. 3.15 приведены зависимости 1, 2, 3 силы накатки концентраторов от их глубины l для различных углов заточки (у = 50, 70, 90° соответственно) роликов диаметром Dp = 65 мм. Эксперименты проводились на прутках диаметром 40 мм из стали ШХ15.
 Трещина, зарождающаяся в месте концентратора напряжений, должна быть стабильной, т.е. она должна следовать по заданной траектории с незначительными отклонениями от нее, однако в реальных процессах разрушения при достижении критических скоростей распространения наступает эффект ветвления трещины. Распространение ветвящейся трещины происходит скачкообразно с изменяющимися скоростью и траекторией.
Трещина, зарождающаяся в месте концентратора напряжений, должна быть стабильной, т.е. она должна следовать по заданной траектории с незначительными отклонениями от нее, однако в реальных процессах разрушения при достижении критических скоростей распространения наступает эффект ветвления трещины. Распространение ветвящейся трещины происходит скачкообразно с изменяющимися скоростью и траекторией.Это объясняется совокупностью вторичных микротрещин, сопровождающей основную трещину. При макроскопическом исследовании наблюдаются многообразные формы этого процесса. Варианты ветвления трещин в стали ШХ15 представлены на рис. 3.16. В результате сложного пространственного распространения трещины, из материала оказываются "выколотыми" целые области с меняющимися размерами.
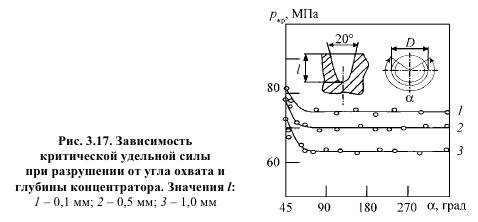
 Критическая удельная сила, соответствующая разрушению, снижается с увеличением угла охвата и глубины концентратора, нанесенного на разделяемый пруток. Это обстоятельство иллюстрирует рис. 3.17.
Критическая удельная сила, соответствующая разрушению, снижается с увеличением угла охвата и глубины концентратора, нанесенного на разделяемый пруток. Это обстоятельство иллюстрирует рис. 3.17.Однако при этом качество скола ухудшается. Развитие трещины в поперечном сечении иллюстрирует рис. 3.18. При а<180° фланги трещины, начинающей распространение из вершины концентратора, заторможены поверхностными сжимающими напряжениями и поэтому отстают от главного фронта (рис. 3.18, а).
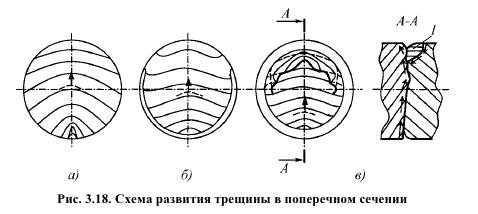 В результате разрушающая трещина пересекает образец в одном направлении, отклоняясь к концу траектории не более чем на 1...2° от первоначальной плоскости излома, ортогональной оси стержня.
В результате разрушающая трещина пересекает образец в одном направлении, отклоняясь к концу траектории не более чем на 1...2° от первоначальной плоскости излома, ортогональной оси стержня.При а = 180° фронт и фланги трещины движутся примерно с одинаковой скоростью (рис. 3.18, б). При больших углах охвата (а > 180°) фланги опережают в своем развитии главный фронт, и в результате смыкания трещин в центральных областях стержня образуются обширные области выкола (рис. 3.18, в, область I).
Технологически простым и наиболее распространенным концентратором напряжений является прямой надрез прутка.
Меняя глубину и количество таких концентраторов по периметру стержня, можно управлять не только траекторией развития трещин в поперечном сечении стержня, но и величиной ркр, что иллюстрирует рис. 3.19.
 Следует отметить, что еще одним фактором, влияющим на величину ркр, является глубина нанесенного концентратора напряжений.
Следует отметить, что еще одним фактором, влияющим на величину ркр, является глубина нанесенного концентратора напряжений.Эксперименты, проведенные на стержнях диаметром 20 мм из цветных сплавов, чугуна и стали, позволили построить зависимости критической удельной силы разрушения от глубины концентратора l. Подобные зависимости приведены на рис. 3.20. Например, для анализируемой стали ШХ15 предельная величина удельной силы составляет 1400 МПа. Вместе с тем, для пластичных материалов, таких, как алюминий, глубина концентратора почти не оказывает влияния на ркр.
В процессе разрушения торец заготовки приобретает волнообразный профиль. Поэтому в технологии ломки необходимо предусмотреть операцию осадки или калибровки.
 На рис. 3.21 показан штамп для холодной ломки проката диаметром 25...35 мм. На неподвижной плите штампа в стойках 9, стянутых колонками, установлены ролики: два режущих 7 и 7, один опорный 2 и два изгибающих 6. Для фиксации требуемой длины заготовок в штампе предусмотрен регулируемый упор 11. Опорная планка 5 подпружинена пружиной 3. На планке помимо V-об-разного центрирующего паза предусмотрена ступень для обеспечения удаления заготовок из рабочей зоны штампа по лотку 12. При рабочем ходе пуансон, закрепленный в верхней подвижной плите штампа, перемещает пруток вместе с опорной планкой в сторону режущих роликов. Вначале наносятся концентраторы, а при дальнейшем перемещении пуансона вниз осуществляется ломка прутка между опорными и изгибающим роликами. При обратном ходе ползуна пресса пруток с отломанной заготовкой, расположенной на нижней ступени опорной планки, поднимается в исходное положение под действием пружины. После подъема пуансона пруток освобождается и подается до упора, проталкивая при этом отломанную штучную заготовку по нижней ступени опорной планки на лоток. Штамп предназначен для использования на прессе для холодного выдавливания КБ0032 номинальной силой 1600 кН и обеспечивает темп ломки до 30 заготовок в минуту.
На рис. 3.21 показан штамп для холодной ломки проката диаметром 25...35 мм. На неподвижной плите штампа в стойках 9, стянутых колонками, установлены ролики: два режущих 7 и 7, один опорный 2 и два изгибающих 6. Для фиксации требуемой длины заготовок в штампе предусмотрен регулируемый упор 11. Опорная планка 5 подпружинена пружиной 3. На планке помимо V-об-разного центрирующего паза предусмотрена ступень для обеспечения удаления заготовок из рабочей зоны штампа по лотку 12. При рабочем ходе пуансон, закрепленный в верхней подвижной плите штампа, перемещает пруток вместе с опорной планкой в сторону режущих роликов. Вначале наносятся концентраторы, а при дальнейшем перемещении пуансона вниз осуществляется ломка прутка между опорными и изгибающим роликами. При обратном ходе ползуна пресса пруток с отломанной заготовкой, расположенной на нижней ступени опорной планки, поднимается в исходное положение под действием пружины. После подъема пуансона пруток освобождается и подается до упора, проталкивая при этом отломанную штучную заготовку по нижней ступени опорной планки на лоток. Штамп предназначен для использования на прессе для холодного выдавливания КБ0032 номинальной силой 1600 кН и обеспечивает темп ломки до 30 заготовок в минуту.
- Технологические процессы холодной ломки проката
- Унификация заготовок при ХОШ и ПГОШ
- Форма и размеры сечения проката
- Влияние свойств разрезаемого проката на качество заготовок
- Отрезка в штампах
- Требования к качеству заготовок
- Состояние металла в приторцовых зонах
- Состояние поверхности торца
- Геометрическая точность заготовок
- Форма заготовок
