Технологические процессы холодной ломки проката
При высокой твердости исходного металла и менее жестких требованиях к качеству заготовок, а также при отсутствии условий для нагрева или охлаждения прутков следует применять холодную ломку проката.
Холодная ломка характеризуется высокой производительностью (темп ломки - 30 заготовок в минуту) и возможностью получения качественной заготовки длиной до 0,8d ее диаметра, простотой осуществления рабочего цикла и значительно (в два раза) меньшей силой разделения, чем при резке сдвигом.
Способ разрушения проката (изгибом, циклической нагрузкой или их комбинацией и т.д.) влияет на качество излома. Ломка хрупких сталей в некоторых случаях может сопровождаться образованием на торцах заготовок задиров и трещин, а вязких - свариванием внешних волокон (из-за высокой температуры в микрообъемах, вызванной их трением).
Стремление повысить производительность процесса и точность заготовок обусловлено применением охлаждения проката до температур синеломкости. Возможна ломка проката из низкоуглеродистых сталей, склонных к изгибу с пластической деформацией, а, следовательно, не дающих сквозных трещин, при нагреве до температуры синеломкости.
С увеличением сечения ломаемого проката растет его склонность к хрупкому разрушению, а любой способ снижения пластичности ведет к повышению качества торцев получаемых заготовок.
Сила, затрачиваемая на ломку проката, рассчитывается по формуле
 где ои - разрушающее напряжение на изгиб, МПа; L - расстояние между опорами, мм; W - момент сопротивления изгибу, мм3: W = 0,1D3; k - коэффициент концентрации напряжения.
где ои - разрушающее напряжение на изгиб, МПа; L - расстояние между опорами, мм; W - момент сопротивления изгибу, мм3: W = 0,1D3; k - коэффициент концентрации напряжения.Прочность твердого тела, т.е. способность выдерживать механическую нагрузку определенной величины и длительности, зависит от большого числа факторов, которые можно разделить на макро- и микроскопические. К первым относятся скорость приложения нагрузки, характер напряженного состояния, размер и форма сечения проката, наличия в нем концентраторов напряжения в виде резких изменений сечения, трещин, пор, инородных включений и т.п. Ко вторым относятся характеристики материала: размер и ориентация зерен, фазовый состав, дислокационная структура, наличие и особенности распределения примесей. В качестве универсальной характеристики материала, определяющей его трещиностойкость, употребляют энергию образования единицы новой поверхности или критический коэффициент интенсивности напряжений.
Работа, затрачиваемая на разрушение, складывается из нескольких составляющих: на упругое деформирование до разрушения A1, общее A2 и локальное A3 (в местах контакта с силовыми органами установки) пластическое деформирование, придание кинетической энергии заготовке A4, зарождение A5 и распространение трещин A6. Исходя из стремления снизить энергоемкость процесса разделения проката на заготовки, следует уменьшать каждое из этих слагаемых.
Для уменьшения A1 необходимо снижать силы ломки, уменьшать объем заготовки, к которому приложена нагрузка, а также податливость нагружающего органа, делая его более массивным. Энергозатраты на общую пластическую деформацию A2 уменьшают, понижая температуру, увеличивая скорость нагружения.
Величину A3 целесообразно уменьшать путем равномерного распределения нагрузки по поверхности, например, нагружая прокат через жидкость.
Кинетическая энергия A4 пропорциональна величине разрушающих напряжений и скорости нагружения, и, с этой точки зрения, их целесообразно снижать.
Работа зарождения трещин зависит от температуры, жесткости напряженного состояния и структуры материала. Чем острее концентратор напряжений, в котором зарождается трещина, и меньше подвижность дислокаций, тем меньше A5. Затраты энергии на распространение трещин A6 пропорциональны площади излома и поверхностной энергии.
Из перечисленных факторов, влияющих на прочность металла, видно, что достичь ее снижения можно разными способами. Задача состоит в том, чтобы выбрать наиболее эффективные и технологичные.
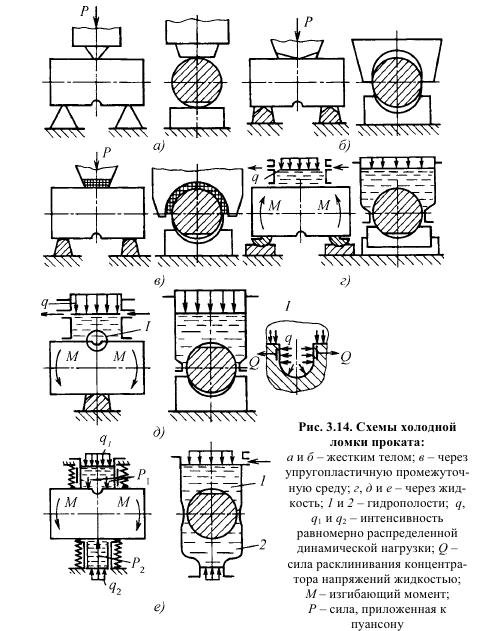
В зависимости от схемы нагружения, холодную ломку разделяют на несколько способов, основные из которых представлены на рис. 3.14.