Построение классификатора осесимметричных деталей и выбор различительных конструктивно-технологических признаков
Любая деталь может быть представлена состоящей из множества конструктивных элементов, характеризующихся набором признаков. Наиболее полно геометрическую форму осесимметричных деталей отражают их осевые сечения.
Для целей анализа номенклатуры осесимметричных деталей их топологические свойства T могут быть представлены набором конструктивных признаков в следующем виде:
 где Xн - признаки образующей наружного контура; Xв - признаки образующей внутреннего контура.
где Xн - признаки образующей наружного контура; Xв - признаки образующей внутреннего контура.Такое деление признаков обусловлено спецификой процессов формоизменения поковок ХОШ и ПГОШ, когда они полностью соответствуют геометрии инструмента. Как правило, осевые отверстия в деталях определяются формой пуансона, наружный контур полностью или частично повторяет геометрию матрицы. В соответствии с этим осесимметричные детали традиционно делят на подмножество стержневых и полых деталей. Дальнейшая детализация определяется целью классификации.
По видам применяемых операций ХОШ и ПГОШ подмножество деталей разделяют на 6 классов:
- стержневые детали с односторонним утолщением;
- стержневые детали с утолщением в средней части;
- стержневые детали с утолщением с двух концов;
- полые детали типа стаканов;
- полые детали с перемычкой в средней части отверстия;
- втулки.
Множество осесимметричных деталей этими классами не ограничивается, однако в силу определенных возможностей операций ХОШ и ПГОШ будем рассматривать только эти классы. С другой стороны, разработанные алгоритмы являются универсальными и могут быть использованы для классификации деталей любого класса, результат которой зависит от набора используемых признаков.
 Различающими признаками могут быть только те, с помощью которых удается однозначно описать формируемые классы.
Различающими признаками могут быть только те, с помощью которых удается однозначно описать формируемые классы.Отбор конструктивно-технологических признаков, необходимых для классификации деталей, из-за отсутствия соответствующих алгоритмов осуществляется технологом на этапе подготовки исходных данных.
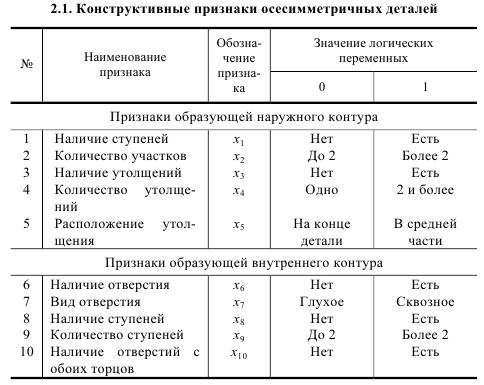
Анализ топологии осесимметричных деталей позволил определить часто встречающиеся признаки, которые в большей степени влияют на классификацию. При составлении вектора топологических свойств T в состав его компонент включены 10 признаков (табл. 2.1), по 5 признаков соответственно для описания наружной и внутренней поверхностей детали.
Таким образом, наборы признаков наружных и внутренних поверхностей будут определяться следующими векторами:
 Принципам общности технологических процессов отвечает предварительное разбиение деталей на подмножества в соответствии с величиной отношения их габаритных размеров L/D (L - максимальная длина детали, D - максимальный диаметр детали). Такое разбиение, представленное на рис. 2.10, удобно с точки зрения наглядности, облегчающей контроль за правильностью принимаемых решений.
Принципам общности технологических процессов отвечает предварительное разбиение деталей на подмножества в соответствии с величиной отношения их габаритных размеров L/D (L - максимальная длина детали, D - максимальный диаметр детали). Такое разбиение, представленное на рис. 2.10, удобно с точки зрения наглядности, облегчающей контроль за правильностью принимаемых решений. Наиболее изученным является интервал отношения L/D < 1, т.е. осесимметричные детали с укороченной осью (фланцы, диски, зубчатые колеса, низкие стаканы, втулки, кольца и пр.). По этому же принципу можно выделить еще ряд подмножеств для классификации деталей: 1 < L/D < 10 - осесимметричные детали с удлиненной осью; L/D > 10 - длинномерные детали. Подмножество длинномерных деталей исключено из рассмотрения в связи с рядом ограничений, обусловленных спецификой технологического оборудования, предназначенного для реализации процессов ХОШ и ПГОШ. В соответствии с выделенным набором конструктивных признаков принята при соответствующей доработке система классификации осесимметричных деталей, представленная табл. 2.2, в которую вошли упомянутые классы. Более детально описаны такие конструктивные элементы, как отверстия и стержневые части деталей. Если детали каждого класса рассматривать состоящими из набора конструктивных элементов, то чередованием этих элементов можно составить подробное описание деталей. В соответствии с таким описанием составлена классификация одного из классов стержневых деталей, а именно, стержневых деталей с односторонним утолщением (табл. 2.3).
Наиболее изученным является интервал отношения L/D < 1, т.е. осесимметричные детали с укороченной осью (фланцы, диски, зубчатые колеса, низкие стаканы, втулки, кольца и пр.). По этому же принципу можно выделить еще ряд подмножеств для классификации деталей: 1 < L/D < 10 - осесимметричные детали с удлиненной осью; L/D > 10 - длинномерные детали. Подмножество длинномерных деталей исключено из рассмотрения в связи с рядом ограничений, обусловленных спецификой технологического оборудования, предназначенного для реализации процессов ХОШ и ПГОШ. В соответствии с выделенным набором конструктивных признаков принята при соответствующей доработке система классификации осесимметричных деталей, представленная табл. 2.2, в которую вошли упомянутые классы. Более детально описаны такие конструктивные элементы, как отверстия и стержневые части деталей. Если детали каждого класса рассматривать состоящими из набора конструктивных элементов, то чередованием этих элементов можно составить подробное описание деталей. В соответствии с таким описанием составлена классификация одного из классов стержневых деталей, а именно, стержневых деталей с односторонним утолщением (табл. 2.3).


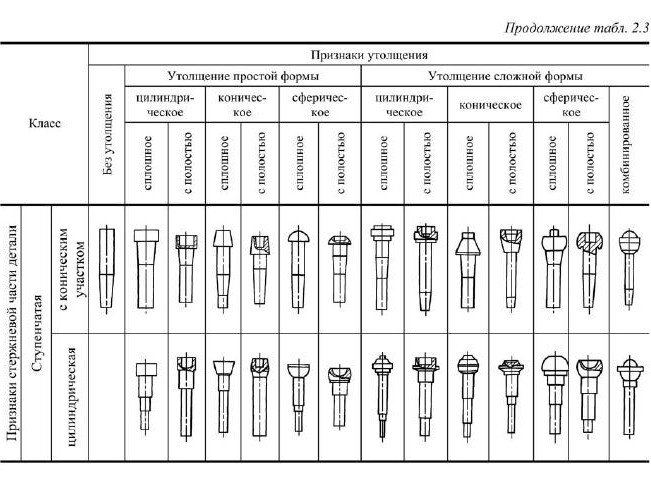 Классификация базируется на описании наружных и внутренних поверхностей деталей. Подобным образом могут быть составлены описания и классификации любого из рассматриваемых классов.
Классификация базируется на описании наружных и внутренних поверхностей деталей. Подобным образом могут быть составлены описания и классификации любого из рассматриваемых классов.Как видно из примеров, конструктивные признаки с достаточной достоверностью описывают геометрическую форму деталей, однако для обеспечения возможности применения единой технологической оснастки необходимо в набор признаков включить конструктивные признаки, характеризующие размеры детали и технологические признаки. Это позволяет классифицировать детали по типоразмерам и технологическим особенностям.
Информация о линейных размерах осевых сечений и их элементов, а также об относительных характеристиках деталей, является наиболее существенной при разработке технологических процессов, поэтому априорный набор таких признаков должен отражать возможность инвариантных технологических решений.
Типовое размерное поле подробно описывается к признаками. Анализ топологии осесимметричных деталей дает возможность утверждать, что достаточно сложное сечение описывается 8 признаками, при этом размерное поле имеет вид:
 где хi - размерные характеристики конструктивных элементов, задаваемые в качестве исходных данных и вычисляемые на основе этих данных.
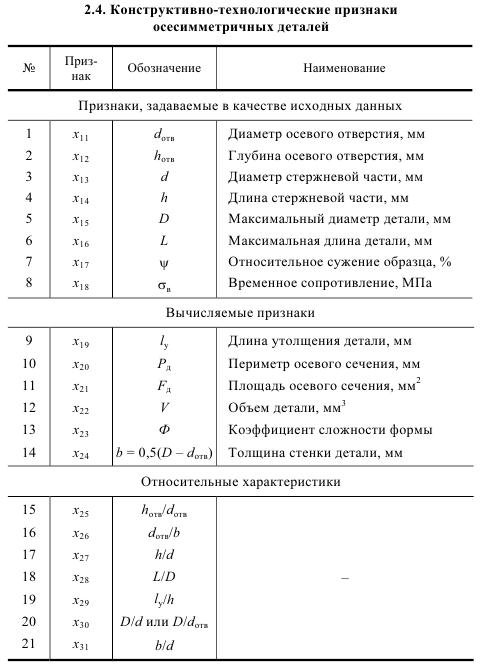
где хi - размерные характеристики конструктивных элементов, задаваемые в качестве исходных данных и вычисляемые на основе этих данных.К разделяющим признакам относятся также относительные характеристики, материал детали M и рассчитываемые признаки: объем детали V, периметр P и площадь F осевого сечения детали, а также критерий учета геометрической сложности детали Ф, вычисляемый по формуле
 где Pд, Pц - периметры сечения детали и описанного цилиндра, мм; Fд, Fц - площади осевого сечения детали и описанного цилиндра соответственно, мм2.
где Pд, Pц - периметры сечения детали и описанного цилиндра, мм; Fд, Fц - площади осевого сечения детали и описанного цилиндра соответственно, мм2.B качестве характеристик материала детали могут быть использованы величины относительного сужения образца при испытании на растяжение W, %, и временного сопротивления разрыву ов, МПа.
Таким образом, конкретная деталь описывается n-мерным вектором с компонентами, представляющими собой конструктивно-технологические признаки:
 При формировании описаний конкретных осесимметричных деталей во внимание принимались конструктивно-технологические признаки, сведенные в табл. 2.1 и 2.4.
При формировании описаний конкретных осесимметричных деталей во внимание принимались конструктивно-технологические признаки, сведенные в табл. 2.1 и 2.4.Описанный подход к выявлению априорного набора конструктивнотехнологических признаков позволяет перейти от чертежа конкретной детали к ее отображению в векторной форме в евклидовом гиперпространстве размерности n (табл. 2.1 и 2.4, где n = 31). Такой набор признаков является избыточным, но общим для всех деталей в пределах рассматриваемых классов. Векторы содержат необходимую для классификации и разработки технологии информацию о деталях.
 Итак, цель данного уровня иерархической классификации достигнута: определено, что объединяет детали одного класса и каковы особенности деталей различных классов. На этой основе составлен априорный набор разделяющих конструктивно-технологических признаков осесимметричных деталей.
Итак, цель данного уровня иерархической классификации достигнута: определено, что объединяет детали одного класса и каковы особенности деталей различных классов. На этой основе составлен априорный набор разделяющих конструктивно-технологических признаков осесимметричных деталей.Однако в формализованной процедуре классификации желательно использовать минимально возможное количество признаков, что существенно облегчит подготовку данных, сократит время вычислений и используемый объем оперативной памяти компьютера.
Наиболее эффективным инструментом определения информативного набора признаков, как было показано ранее, является математический аппарат, построенный на использовании концепции дивергенции и предполагающий измерять различающую информацию для класса фi по отношению к классу фj логарифмом отношения правдоподобия:
 Средняя различающая информация для класса фi определяется выражением
Средняя различающая информация для класса фi определяется выражением Аналогично информация, отличающая класс фj от класса фi, измеряется логарифмом отношения правдоподобия uji, а средняя различающая информация определяется интегралом I(j, i).
Аналогично информация, отличающая класс фj от класса фi, измеряется логарифмом отношения правдоподобия uji, а средняя различающая информация определяется интегралом I(j, i).Полную среднюю информацию, разделяющую классы фi и фj, называют дивергенцией и задают в виде
 где pi(х) и pj(X) - плотности распределения классов образов фi и фj.
где pi(х) и pj(X) - плотности распределения классов образов фi и фj.Принадлежность образа X классу фi по критерию минимальной вероятности классификационной ошибки определяется условием
 для всех j Ф i. В случае равной априорной вероятности появления образов обоих классов разделяющая граница определяется уравнением
для всех j Ф i. В случае равной априорной вероятности появления образов обоих классов разделяющая граница определяется уравнением Следовательно, правило классификации определяется знаком выражения (2.19), представляющего собой байесовскую дискриминантную функцию. При расположении образа детали X по одну сторону разделяющей поверхности uij/x > 0, он относится к классу фі, а при расположении образа X по другую сторону разделяющей поверхности uij/x < 0, деталь относится к классу фj.
Следовательно, правило классификации определяется знаком выражения (2.19), представляющего собой байесовскую дискриминантную функцию. При расположении образа детали X по одну сторону разделяющей поверхности uij/x > 0, он относится к классу фі, а при расположении образа X по другую сторону разделяющей поверхности uij/x < 0, деталь относится к классу фj.При выборе двоичной функции потерь а(а = 0 - правильное решение, а = 1 - ошибка) и аппроксимации распределения нормальным законом вероятность неправильной классификации образа, принадлежащего классу фj, равна:
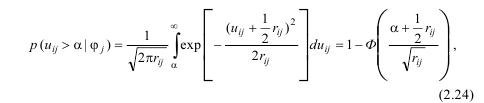 а вероятность неправильной классификации образа, принадлежащего классу фi:
а вероятность неправильной классификации образа, принадлежащего классу фi: Следовательно, вероятность ошибки распознавания определяется по формуле:
Следовательно, вероятность ошибки распознавания определяется по формуле: Если априорные вероятности появления классов равны, то а = 0. В этом случае вероятность ошибки распознавания
Если априорные вероятности появления классов равны, то а = 0. В этом случае вероятность ошибки распознавания Для равных ковариационных матриц [С]i = [С]j выполняется условие rij = Jij, т.е. дивергенция служит оценкой разделения двух классов.
Для равных ковариационных матриц [С]i = [С]j выполняется условие rij = Jij, т.е. дивергенция служит оценкой разделения двух классов.Функция, связывающая расстояние Махаланобиса с вероятностью ошибки, является плотностью нормального одномерного распределении с нулевым средним и единичной дисперсией. График зависимости вероятности ошибки классификации от расстояния rij, приведенный на рис. 2.11, представляет собой монотонно убывающую функцию.
Очевидно, что при rij > 10 вероятность ошибки классификации меньше 5 %.
 Задавшись значением вероятности ошибки классификации, можно определить допустимое количество признаков, с помощью которых осуществляется достоверное разделение классов.
Задавшись значением вероятности ошибки классификации, можно определить допустимое количество признаков, с помощью которых осуществляется достоверное разделение классов.Информативным описанием образов деталей является такая совокупность признаков априорного набора, которая не ухудшает качества разделения деталей на заданные классы, т.е. вероятность ошибки распознавания не превышает заданного порога.
Таким образом, концепция дивергенции представляет собой эффективный метод классификации образов, упорядочения и выбора информативных признаков, при этом потери информации минимальны.
- Методы самообучения распознаванию образов деталей
- Методы обучения распознаванию образов деталей
- Экспертная классификация множеств деталей
- Классификация и системы кодирования деталей машиностроения
- Уровни моделирования и синтеза технологических процессов полугорячей объемной штамповки
- Современные тенденции развития методов проектирования технологических процессов объемной штамповки
- Расширение области применения высокопроизводительных процессов холодной и полугарячей объемной штамповки
- Сравнительная характеристика процессов холодной и полугарячей объемной штамповки
- Щелочные металлы
- Титан, цирконий и прочие тугоплавкие металлы
