Классификация и системы кодирования деталей машиностроения
Модель процесса классифицирования сводится к задаче оптимизации за счет распределения n наименований деталей по Q (w1, w2, ..., wm) группам при обеспечении максимального полезного эффекта.
Условно выделяют несколько уровней подробности описания деталей:
- классификация на основе использования Высших классификационных группировок классификатора промышленной и сельскохозяйственной продукции (ВКГ ОКП);
- классификация и кодирование с более подробной информацией как обо всей детали, так и о конструктивно-технологических признаках ее элементов на основе технологического классификатора деталей;
- классификация и кодирование, обеспечивающее полное описание детали, позволяющее воспроизвести ее чертеж.
Предварительно классификационная характеристика назначается по ВКГ ОКП, в которой указывается только вид продукции по способу изготовления; вид металла и заготовки; масса изделия, например, кодом 412153 обозначаются поковки из черных металлов, полученных ХОШ, с массой в интервале от 0,63 до 1,6 кг.
Технологический классификатор построен как логическое продолжение классификации деталей машиностроения по ВКГ ОКП и представляет собой системы наименований и кодов технологических характеристик деталей. Код технологических признаков содержит (рис. 2.1): размерную характеристику, группу металла и вид детали по технологическому процессу. Таким образом, технологический шифр детали включает в себя две части (рис. 2.2): постоянную часть, состоящую из классификационных группировок ее основных признаков, а также изменяющуюся часть, состоящую из шифра признаков применительно к классу детали.
 Данные системы классификации позволяют укрупненно, с ограничением числа классов, разделять детали на конечное число множеств и используются на начальной стадии технологической подготовки производства.
Данные системы классификации позволяют укрупненно, с ограничением числа классов, разделять детали на конечное число множеств и используются на начальной стадии технологической подготовки производства.Более подробный анализ форм деталей осуществляется на следующем уровне описания с помощью классификации множеств, полученных на предыдущих этапах. Как правило, такие классификации построены с учетом общности технологических процессов изготовления множеств деталей. Для деталей из листового материала классифицирование по геометрической форме является наиболее устоявшимся. В качестве классификационных признаков выбирают конструктивные признаки, характеризующие геометрическую форму и конструктивные характеристики отдельных элементов, их взаимное расположение и размерные характеристики.
Для построения моделей технологического классифицирования используют методы теории кодирования. Модель детали строится из соединенных различными способами элементов подобно построению фраз на основе набора "грамматических" правил, которые выражаются операциями математической логики. Классификация и группирование листоштампованных деталей осуществляется на основе теоретикомножественного подхода (операций разбиения). Процедура отличается некоторой громоздкостью составляемых кодов и большой трудоемкостью подготовки информационных массивов типовых конфигураций.
Кованые и штампованные поковки, предварительно характеризующиеся по исходному материалу, могут быть отнесены в одну из шести групп сложности в зависимости от их конфигурации. Каждая группа сложности включает девять подгрупп, а каждая подгруппа имеет десять групп серийности с учетом массы поковок. Оценка сложности поковок предполагает использование методики, предложенной А.Н. Брюхановым и А.В. Ребельским. Поскольку система не учитывает многих конструктивных признаков поковок, ее применение при отборе деталей ограничено.
Классификация и система кодирования объемных деталей с учетом конструктивно-геометрических признаков приведена на рис. 2.3. Классификацией охвачено большое количество разнотипных деталей, что затрудняет ее использование для создания однородных групп. Правильность составления шифра детали во многом зависит от субъективного фактора, ибо технологи могут по-разному трактовать сочетание тех или иных признаков.
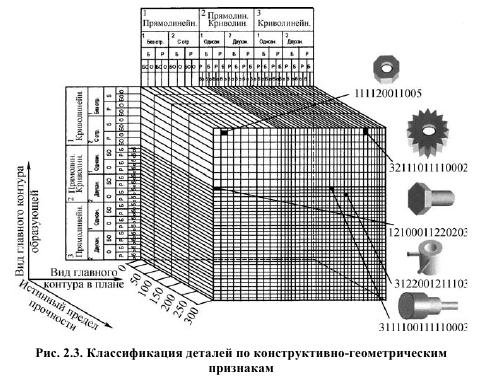 Классификация направлена лишь на оценку уровня технологии обработки металлов давлением и не учитывает изменяющихся технологических условий и масштабов производства, что ограничивает возможности применения при проектировании гибких технологических процессов.
Классификация направлена лишь на оценку уровня технологии обработки металлов давлением и не учитывает изменяющихся технологических условий и масштабов производства, что ограничивает возможности применения при проектировании гибких технологических процессов.Методы построения статистических рядов для анализа характеристик деталей широко использованы при создании классификации деталей тел вращения, изготавливаемых с помощью операций ковки и горячей объемной штамповки. Методы предполагают сбор и обработку информации о большом количестве поковок для получения исходных данных, модели получаются громоздкими и не всегда удобными для практического использования.
Общие закономерности построения классификационных систем, объединяющих поковки типа тел вращения, изготавливаемых горячей объемной штамповкой, рассматриваются в работе. Функциональная модель, описанная соотношением
 представляется в виде матрицы размерностью (iu х jv), каждый элемент которой m = f(x, у, z, q) является конструктивно-технологической разновидностью поковок. К основным признакам отнесены: конструктивный тип поковок (X); габаритные размеры (Y); сходство по элементам наружных (Z) и внутренних (Q) поверхностей. Выборочная совокупность, заложенная в основу классификации поковок, принята произвольно. Также произвольно зарезервировано число компонентов каждого признака i = 5; j = 10; u = 12; v = 32, причем используется для описания поковок меньшее число компонентов: j = u = v = 9, принятых также произвольно.
представляется в виде матрицы размерностью (iu х jv), каждый элемент которой m = f(x, у, z, q) является конструктивно-технологической разновидностью поковок. К основным признакам отнесены: конструктивный тип поковок (X); габаритные размеры (Y); сходство по элементам наружных (Z) и внутренних (Q) поверхностей. Выборочная совокупность, заложенная в основу классификации поковок, принята произвольно. Также произвольно зарезервировано число компонентов каждого признака i = 5; j = 10; u = 12; v = 32, причем используется для описания поковок меньшее число компонентов: j = u = v = 9, принятых также произвольно.Общая схема конструктивно-технологической классификации, в основу которой положена технологичность деталей, определяющая практическую возможность их изготовления для осесимметричных деталей, полученных ХОШ, выполнена в виде матрицы размерностью 10x10. В отличие от предыдущей системы здесь произвольно выделено семь классов, в каждый из которых входят 10 произвольных групп. Деление на группы показано на примере класса стержневых деталей, разновидности которых определяются формой утолщения (головки), причем рассматриваются только детали с одним утолщением.
Дополнением к классификации деталей стержневого типа, полученных ХОШ и ПГОШ, может служить система, где рассматриваются детали, снабженные утолщением на стержне. В качестве основного признака, по которому классифицируются детали, принята степень сложности утолщения. Недостатком данной классификации является несовершенство системы кодирования и, как следствие, невозможность использования вычислительной техники.
При использовании ЭВМ в практику вошли структурные методы описания деталей, основывающиеся на построении классификаторов элементарных поверхностей в виде кодовых таблиц. Применение таких методов предполагает описание деталей шифрами при составлении соответствующих кодовых таблиц. Методы отличаются высокой трудоемкостью подготовки исходных данных.
Все рассмотренные классификационные системы построены по одному принципу и предполагают использование в качестве описания конструктивно-технологического шифра, по которому детали сравниваются с некоторыми эталонами и объединяются в однородные множества. Системы не лишены недостатков, но некоторые могут быть приняты за основу для дальнейшего усовершенствования. При разработке классификации деталей следует учесть имеющие место недостатки и, в частности, избежать применения трудоемких в подготовке классификационных шифров. Для простоты подготовки данных, где совершается наибольшее количество ошибок, детали должны описываться параметрами, непосредственно участвующими в проектировании технологического процесса. Эти параметры могут быть взяты из чертежа или измерены, что облегчает контроль и обеспечивает наглядность информации о деталях.
В связи с обширностью множества осесимметричных деталей одним из уровней иерархической модели является выделение из всего многообразия деталей данного множества.
Подобно абсолютному большинству методов решения задач, классификация требует, чтобы знания, прежде всего, были представлены определенным образом.
Признаковое пространство. При автоматической классификации оперируют не с самим объектом, а лишь с некоторым понятием, связанным с признаками рассматриваемого объекта.
Признаки объектов делят на детерминированные, вероятностные и структурные. Для распознавания сложных объектов, в частности, осесимметричных деталей, требуется более одного признака. В реальных технических задачах распознавания материальных объектов обычно используют детерминированные признаки.
Детерминированными являются как логические признаки, так и признаки измеряемые и вычисляемые, т.е. имеющие количественное выражение.
Логические признаки распознаваемых объектов рассматриваются как элементарные высказывания, принимающие два значения истинности вида "да", "нет" или "1", "0" с полной определенностью.
 К числу логических признаков объектов относят признаки, не имеющие количественного выражения и представляющие собой суждения качественного характера типа наличия некоторых свойств у рассматриваемых объектов. К логическим относят и те признаки, которые имеют количественное выражение, однако, при этом важна не сама величина признака, а лишь факт попадания ее в заданный интервал. Признаковое пространство в такой системе описания представляет собой гиперкуб, расстояние между вершинами которого, по Хеммингу, равно количеству несовпадающих разрядов соответствующих n-разрядных двоичных векторов. Совокупность признаков в трехмерном пространстве с координатами х1, x2, x3, принимающими значения 0 или 1, представлена на рис. 2.4. Подобные системы описания названы шкалами наименований.
К числу логических признаков объектов относят признаки, не имеющие количественного выражения и представляющие собой суждения качественного характера типа наличия некоторых свойств у рассматриваемых объектов. К логическим относят и те признаки, которые имеют количественное выражение, однако, при этом важна не сама величина признака, а лишь факт попадания ее в заданный интервал. Признаковое пространство в такой системе описания представляет собой гиперкуб, расстояние между вершинами которого, по Хеммингу, равно количеству несовпадающих разрядов соответствующих n-разрядных двоичных векторов. Совокупность признаков в трехмерном пространстве с координатами х1, x2, x3, принимающими значения 0 или 1, представлена на рис. 2.4. Подобные системы описания названы шкалами наименований.В качестве детерминированных признаков для описания и классификации осесимметричных деталей, как показал обзор классификационных систем, используют конструктивно-технологические признаки.
К конструктивным признакам деталей относятся те, с помощью которых описываются топологические свойства (геометрическая форма, взаимное расположение конструктивных элементов и т.д.); размерные характеристики (габариты, размеры отдельных элементов, относительные размеры детали и ее элементов); шероховатость поверхностей; характеристики материала детали и другие параметры, известные из чертежа детали.
В качестве технологических признаков детали используются параметры, включающие последовательность и состав операций технологического процесса штамповки; вид и способы получения заготовки; параметры применяемой технологической оснастки; стойкость инструмента; параметры применяемого оборудования и др.
В большинстве случаев классификация деталей производится по геометрической форме, это укрупненно определяет вид технологического процесса в целом и состав операций в частности. Поэтому набор конструктивно-технологических признаков наиболее существен.
Совокупность используемых признаков определяет признаковое n-мерное евклидово гиперпространство.
Число различных проявлений, характеризующих один и тот же объект, может быть бесконечно большим, но обычно выбирается некоторое ограниченное количество признаков, связанных с объектом. Таким образом, при определении набора конструктивно-технологических признаков в большинстве случаев необходимо решить задачу сокращения размерности признакового пространства, поскольку не все признаки несут полезную информацию об объектах распознавания. Одним из основных затруднений распознавания образов является проблема выделения и выбора признаков, характеризующих объекты классификации и группирования, задача усложняется отсутствием формализованных методов, которые позволили бы выделить априорный набор разделяющих признаков для достоверного распознавания. Удачный выбор признаков не всегда легко достигается на практике. Интуиция, опыт, метод проб и ошибок так или иначе используются при определении исходного набора признаков исследуемых объектов. Наиболее рациональным может стать пространство признаков, которое выбирают адекватно поставленной задаче. Эффективно использование не всех признаков, достоверно описывающих объект, а лишь существенных, т.е. тех, которые являются определяющими для дальнейших процедур. Это дает возможность перед классификацией и группированием отбросить несущественные признаки, которые отрицательно влияют на качество классификации, создавая "шумы" и увеличивая время счета.
Поэтому из априорной системы признаков Xa выбирают одним из формализованных методов наиболее информативный набор признаков Xn. Если а и п не столь большие числа, то отбор можно осуществить методом полного перебора всех сочетаний Сan. При возрастании размерности признакового пространства метод полного перебора требует большого объема вычислений и от него приходится отказываться.
Информативность детерминированных признаков может быть оценена методом комитетов, который сводится к рассмотрению системы линейных неравенств и определению ранга матрицы, образованной коэффициентами этой системы с помощью известных алгоритмов. Недостатком метода комитетов является невозможность его использования для анализа признаковых пространств высокой размерности.
Предложен алгоритм, выделяющий из априорной системы сначала один наиболее информативный признак, вторым в систему включается признак, который совместно с первым дает максимум некоторого критерия информативности, и т.д. Однако число шагов алгоритма, равное Ei=0(а-i), остается большим.
Близкое к оптимальному решению дает метод случайного поиска с адаптацией за число шагов, сравнимое с Ei=0(a-i). Этот метод представляет собой усовершенствование распространенного метода Монте-Карло. Однако метод применим только при вероятностной постановке задачи распознавания для анализа статистически зависимых признаков.
Упорядочение признаков может проводиться с помощью метода, основанного на использовании критерия Фишера:
 где mik, mjk - средние значения k-го признака в i и j классах; oik2, ojk2 - дисперсии k-го признака в классах i и j.
где mik, mjk - средние значения k-го признака в i и j классах; oik2, ojk2 - дисперсии k-го признака в классах i и j.Однако из-за одномерности критерия невозможно учесть связи между признаками.
Сравнительную оценку качества признаков проводят, используя меру информативности Шеннона. Минимизация системы описания образов заключается в выделении из n признаков одного или нескольких, обеспечивающих минимальную неопределенность решения, оцениваемую энтропией Н(ф/хk). В свою очередь, неопределенность решения, обеспечиваемая конкретным признаком, однозначно определяет его информативность:
 где ф - рассматриваемый класс; хk- k-й признак образа; Н(ф) - априорная неопределенность системы.
где ф - рассматриваемый класс; хk- k-й признак образа; Н(ф) - априорная неопределенность системы.Признаки, уменьшающие неопределенность заданной ситуации, считаются более информативными, чем те, которые ведут к противоположному результату. Недостатком использования энтропии для оценки информативности признаков по величине Ek=1I(ф, xk), является появление значительных ошибок при выборе признаков в случаях, когда ничего не известно об их зависимости.
Для сокращения размерности признакового пространства наиболее эффективным является использование информативной меры Кульбака, которая представляет собой многомерный критерий информативности и названа дивергенцией. Помимо определения информативности признаков, компоненты дивергенции позволяют определить принадлежность образов к тому или иному классу. Такая универсальность выгодно отличает критерий от рассматриваемых выше и позволяет при совмещении процедур определения информативности признаков и классификации деталей значительно сократить время расчетов.
- Уровни моделирования и синтеза технологических процессов полугорячей объемной штамповки
- Современные тенденции развития методов проектирования технологических процессов объемной штамповки
- Расширение области применения высокопроизводительных процессов холодной и полугарячей объемной штамповки
- Сравнительная характеристика процессов холодной и полугарячей объемной штамповки
- Щелочные металлы
- Титан, цирконий и прочие тугоплавкие металлы
- Отливка чугунного листа в России
- Горизонтальные разливочные установки стали и чугуна
- Непрерывная разливка стали способом BISRA
- Установка для непрерывного литья чугуна фирмы Harold Andrews Sheepbridge (Англия)
