Установки для непрерывного литья стали в России
В России проблемой непрерывной разливки занимаются несколько научно-исследовательских институтов и промышленных предприятий. Для этой цели имеется несколько вертикальных и наклонно расположенных опытных и промышленных установок с подвижными и неподвижными кристаллизаторами.
О состоянии процессов непрерывного литья стали в проходные кристаллизаторы в России опубликованы работы Бойченко, Рутеса и Николаева, а также работы Бойченко, Рутеса и Фульмахта.
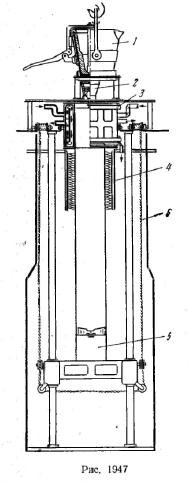
Первые опыты по непрерывному литью (разливке) стали в проходные кристаллизаторы были проведены в 1944 г. в ЦНИИЧМ. На этой установке сталь разливалась из стопорного ковша через промежуточное разливочное устройство в вертикальный водоохлаждаемый кристаллизатор с медными внутренними стенками. Было построено и опробовано несколько полунепрерывных установок, причем слиток опускался с. помощью шпиндельного или тросового устройства.
На рис. 1947 показана установка ЦНИИЧМ с тросовым опускающим слиток устройством: 1 — стопорный ковш; 2 — промежуточное разливочное устройство; 3 — водоохлаждаемый кристаллизатор; 4 — водяные брызгала, 5 — затравка и 6 — канат опускающего слиток устройства. На этой установке из электропечи емкостью 1,5 т можно было разливать слитки длиной до 3,5 м. Здесь было проведено много опытов по разливке круглых диаметром 100, 120, 200 и 280 м, квадратных с размерами поперечного сечения 100х100, 150х150, 200х200 и 300х300 мм, а также прямоугольных слитков сечением 150х200, 150х300, 200х300, 150х500 и 100х800 мм из углеродистых и легированных сталей и получены основные закономерности для конструирования и эксплуатации установок.
 В СССР пришли к заключению, что при непрерывной разливке стали наиболее благоприятен плоский слиток, позволяющий увеличивать производительность разливки, так как потребность металла для плоского слитка прямоугольного поперечного сечения при одинаковой скорости вытягивания больше, чем для квадратного или круглого слитка, ширина которых или диаметр соответствует толщине плоского слитка. Круглый слиток имеет неблагоприятное поперечное сечение не только в отношении охлаждения, усадки, ликвации, но и в отношении образования прбдольных трещин. Немного лучше слиток с квадратным поперечным сечением, так как при скруглении его ребер можно в значительной степени уменьшить внутренние напряжения в нем, что устраняет опасность появления внутренних трещин.
В СССР пришли к заключению, что при непрерывной разливке стали наиболее благоприятен плоский слиток, позволяющий увеличивать производительность разливки, так как потребность металла для плоского слитка прямоугольного поперечного сечения при одинаковой скорости вытягивания больше, чем для квадратного или круглого слитка, ширина которых или диаметр соответствует толщине плоского слитка. Круглый слиток имеет неблагоприятное поперечное сечение не только в отношении охлаждения, усадки, ликвации, но и в отношении образования прбдольных трещин. Немного лучше слиток с квадратным поперечным сечением, так как при скруглении его ребер можно в значительной степени уменьшить внутренние напряжения в нем, что устраняет опасность появления внутренних трещин.Что касается слитков овального поперечного сечения, выбранных для освоения фирмами Babcock Wilcox Co в США и Compagnie des Ateliers et Forges de la Loire и имеющих более благоприятные условия
затвердевания и удобных при последующей прокатке, советские исследователи указали, что изготавливать такие кристаллизаторы сложно и возникают значительные трудности при предварительном подогреве слитков перед прокаткой, в то время как у слитков прямоугольного поперечного сечения быстрее скорость затвердевания и меньше склонность к образованию внутренних трещин, кроме того, они не имеют упомянутых недостатков, свойственных слиткам с овальным поперечным сечением. При этом вообще не возникают усадочные раковины или они распределяются таким образом, что не мешают при дальнейшей обработке слитка.
Кристаллизаторы, построенные в ЦНИИЧМ, изготавливали из бесшовных катаных медных труб или сваривали из листовой меди толщиной от 4 до 6 мм и на некотором расстоянии окружали стальным цилиндром, служащим водяным кожухом. Из-за разницы в коэффициентах теплового расширения стальной цилиндр и медную трубу соединяли на скользящей посадке.
На рис. 1948 представлена конструкция кристаллизатора прямоугольного или квадратного поперечного сечения.
 Кристаллизатор имеет две боковых (широких) и две торцовых (узких) стенки. Каждая стенка состоит из медной пластины 1 толщиной 8—9 мм с ребрами и стальной литой плиты 2. Пластины плиты скреплены между собой шпильками, расположенными рядами по ребрам медной стенки. Между медной пластиной и стальной плитой имеется канал 3 для охлаждающей воды, поступающей от насоса через нижний коллектор 4 и отводимой из верхнего коллектора 5.
Кристаллизатор имеет две боковых (широких) и две торцовых (узких) стенки. Каждая стенка состоит из медной пластины 1 толщиной 8—9 мм с ребрами и стальной литой плиты 2. Пластины плиты скреплены между собой шпильками, расположенными рядами по ребрам медной стенки. Между медной пластиной и стальной плитой имеется канал 3 для охлаждающей воды, поступающей от насоса через нижний коллектор 4 и отводимой из верхнего коллектора 5.Стенки кристаллизатора смонтированы в специальном каркасе из вертикальных стоек 7 и трех рам 8. Боковые стенки плотно стягиваются при помощи клиньев 9; торцовые стенки соединены с боковыми стенками болтами, входящими в пазы вертикальных стоек.
Прикрепленные к каркасу ролики 6 служат для передвижения кристаллизатора по рельсам, уложенным на разливочной площадке.
Для охлаждения стенок кристаллизатора подается вода в количестве 40—60 л/сек под давлением от 5 до 6 атм при скорости протекания жидкости относительно медных стенок от б до 7 м/сек. Ролики 6 перемещаются по рельсам, уложенным на разливочной площадке.
Ниже зеркала жидкого металла на 150—250 мм затвердевшая поверхностная корочка слитка отделяется от стенок кристаллизатора. Возникающий зазор существенно уменьшает теплоотвод. Для устранения этого вредного действия применяются кристаллизаторы с уменьшающимся книзу поперечным сечением. Исследования русских ученых показали, что таким образом удается при одной и той же скорости вытягивания слитка (например, 500 м/мин) увеличить теплоотвод почти на 30%, а толщина затвердевшей поверхностной коротки слитка увеличивается с 29 до 37 мм. С помощью сужающихся книзу кристаллизаторов можно повысить скорость вытягивания слитка и устранить продольные трещины на его поверхности. Для ускорения вытягивания слитков применяются сужающиеся кристаллизаторы длиной до 1500 мм. На длине кристаллизатора 1500 м уклон торцовых стенок составляет 8 мм и боковых 3 мм по обеим сторонам. Такие кристаллизаторы применяются на заводе «Красный Октябрь», на Ново-Тульском металлургическом заводе и заводе «Красное Сормово». Срок службы стенок кристаллизатора до ремонта составляет от 1500 до 2500 г разлитой стали, что считается удовлетворительным. При этом следует указать, что остальные элементы кристаллизатора значительно меньше изнашиваются.
Опытно-промышленная установка для полунепрерывной разливки стали на заводе «Красный Октябрь»
Первая опытно-промышленная установка для полунепрерывной разливки заготовок для прокатных станов 150—180х600—800 мм и длиной до 7 м из коррозионно- и кислотостойких сталей была построена в 1951 г. на заводе «Красный Октябрь».
Установка работает в два ручья — на две разливочные машины. Слиток опускается с помощью шпиндельного механизма. Литые заготовки для последующей прокатки отливаются длиной до 7 м. Сталь разливается из стопорного ковша сначала в одну, а затем в другую разливочную машину. На последующей установке изготовлялись заготовки с поперечным сечением 150 X 600 мм из хромоникелевой стали и при этом была достигнута скорость вытягивания слитка около 1200 мм/мин, что соответствует производительности 720 кг/мин или около 42 т/час.
Установка для непрерывного литья стали на Ново-Тульском металлургическом заводе
В декабре 1953 г. была пущена установка для непрерывного литья стали, спроектированная Стальпроектом совместно с ЦНИИЧМ и предназначенная для отливки слитков прямоугольного сечения толщиной до 200 мм и шириной до 600 мм, а также круглых и квадратных слитков.
Для определения требуемой высоты установки были проведены исследования с помощью радиоактивных изотопов серы и фосфора глубины жидкой сердцевины слитка для различных поперечных сечений слитка, скорости опускания слитка, сорта стали и интенсивности вторичного охлаждения. При этом получилось, что плоскость реза (отделения) слитков при. максимальном сечении и скорости опускания 1,5м/мин следует выбирать ниже кристаллизатора на 12 м. Учитывая то, что слитки должны отделяться при движении, а также предусматривая соответствующее расположение кристаллизатора, системы вторичного охлаждения, транспортных валков, устройства для автогенной резки, кантователя и рольганга, приняли высоту установки (от по дошвы до разливочной площадки), равную 22 мм.
В противоположность строителям установок в Вейланде, Аллеварде, Гельзенкирхене, Осаки и др., которые строили большие башни, советские инженеры выбрали подземное расположение установки. Эта установка располагается в колодце глубиной 19 м и только разливочная площадка с кристаллизатором, разливочным устройством и пультами управления расположена выше уровня пола цеха. Это позволило разместить установку в существующем помещении цеха без переделки его. Это также создало преимущество в транспортировке стопорного разливочного ковша к разливочной площадке с помощью имеющихся в цехе кранов.
Стопорный ковш может вмещать 10 т стали. Сталь подводится к кристаллизатору через промежуточное разливочное устройство емкостью 1,5 т. Промежуточное разливочное устройство перед разливкой подогревают газовыми горелками до температуры 900—1100°, а затем для уменьшения потерь тепла закрывают крышкой. С помощью этого промежуточного разливочного устройства удается подводить жидкую сталь в кристаллизатор спокойной струей. Промежуточное разливочное устройство отделяет также и шлаки. Длина кристаллизатора равна 1500 мм.
Перед началом разливки в кристаллизатор на половину рабочей длины вводят затравочный стержень, составленный из двух частей длиной 5,3 м. Получающийся слиток соединяют с затравкой, в торцовой части которой имеется паз в виде «ласточкина хвоста». При достижении зеркала жидкого металла ниже верхнего края кристаллизатора на 300—400 мм затравка начинает опускаться вниз, причем скорость ее постепенно увеличивается вплоть до рабочей скорости вытяжки.
Недавно здесь опробовали изобретенный Юнгансом кристаллизатор, имеющий возвратно-поступательное движение с амплитудой 40 мм. Здесь также ход кристаллизатора вниз осуществлялся со скоростью, равной скорости вытягивания слитка, а ход кристаллизатора вверх осуществлялся в три раза быстрее. В верхней части внутренние стенки кристаллизатора смазывали расплавленным парафином.
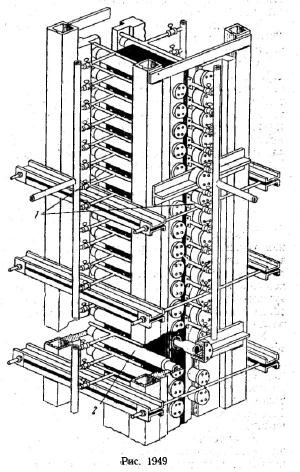 Слиток, выходящий из кристаллизатора и имеющей жидкую сердцевину длиной до 3 м, попадал в систему вторичного охлаждения, показанную на рис. 1949, в которой охлаждался из форсунок 1 мелкораспыленной водой. Так как внешняя корочка слитка на выходе из кристаллизатора имеет температуру приблизительно 1200° и недостаточно прочна, чтобы выдержать ферростатическое давление жидкой сердцевины, то на всея длине системы вторичного охлаждения установлены массивные опорные ролики 2, закрепленные на опорной раме в шариковых подшипниках. Эти ролики не дают раздуваться широким сторонам слитка и способствуют более равномерному охлаждению.
Слиток, выходящий из кристаллизатора и имеющей жидкую сердцевину длиной до 3 м, попадал в систему вторичного охлаждения, показанную на рис. 1949, в которой охлаждался из форсунок 1 мелкораспыленной водой. Так как внешняя корочка слитка на выходе из кристаллизатора имеет температуру приблизительно 1200° и недостаточно прочна, чтобы выдержать ферростатическое давление жидкой сердцевины, то на всея длине системы вторичного охлаждения установлены массивные опорные ролики 2, закрепленные на опорной раме в шариковых подшипниках. Эти ролики не дают раздуваться широким сторонам слитка и способствуют более равномерному охлаждению.Непосредственно под системой вторичного охлаждения слиток захватывается парой тянущих валков, а затем еще другой парой валков, расположенной ниже первой на 5 м. Скорость вращения этих валков синхронизирована, так как привод их осуществляется от одного редуктора.
Ниже транспортных валков расположено режущее устройство с кислородными горелками.
После того как нижняя часть затравочного стержня проходит тележку режущего устройства и попадает на подошву кантующего устройства, она автоматически отделяется от верхней части затравочного стержня.
Режущее устройство во время резки горячего слитка (температура 850—900°) опускается вниз и после реза возвращается в исходное положение. Управление режущим устройством автоматическое.
Отрезанный слиток попадает в корзину кантователя, который под действием веса слитка движется вниз, затем опрокидывается и укладывает слиток на рольганг, смонтированный на дне колодца. Рольганг вытягивает слиток из корзины кантователя и транспортирует слиток к вертикальному подъемнику. С помощью подъемника слиток поднимается на уровень пола цеха. Кантователь устанавливается электромотором в исходное положение, подготавливаясь к приему следующего слитка. Работа кантователя также осуществляется автоматически. При прохождении по рольгангу слиток имеет температуру 800—850°.
Промышленная установка для непрерывного литья стали на заводе «Красное Сормово»
В конце 1955 г. на заводе «Красное Сормово» пущена промышленная установка для непрерывной разливки стали, разработанная заводом совместно с ЦНИИЧМ. При проектировании был учтен опыт работы установки Ново-Тульского завода и также принято подземное расположение основных механизмов установки. Установка построена в действующем цехе без нарушения его работы в период строительства и при вводе в эксплуатацию и заняла незначительную площадь разливочного пролета цеха.
 Установка двухручьевая (рис. 1950), со сборными водоохлаждаемыми неподвижными кристаллизаторами, имеет наклонные конвейеры для выдачи заготовок, кантователи маятникового типа и циркуляционную кольцевую систему водоснабжения. Большая часть установки расположена в колодце глубиной 13 м и поперечным сечением основания 5х10 м. Оси ручьев расположены параллельно на расстоянии 1900 мм одна от другой, что обеспечивает независимую работу каждого из них.
Установка двухручьевая (рис. 1950), со сборными водоохлаждаемыми неподвижными кристаллизаторами, имеет наклонные конвейеры для выдачи заготовок, кантователи маятникового типа и циркуляционную кольцевую систему водоснабжения. Большая часть установки расположена в колодце глубиной 13 м и поперечным сечением основания 5х10 м. Оси ручьев расположены параллельно на расстоянии 1900 мм одна от другой, что обеспечивает независимую работу каждого из них.Разливочная площадка расположена на высоте 3,8 м выше уровня цеха, обеспечивая возможность обслуживания установки цеховыми кранами. Под кристаллизаторами расположено устройство вторичного охлаждения, водосброса и тянущие ролики, а под ними — тележки устройства для газовой резки (площадка на отметке 7,5 м). На площадке расположенной на 11,5 м ниже уровня пола цеха, расположен механизм приемки и кантования отрезанных заготовок.
Из стопорного ковша 1 емкостью 50 т расплавленная сталь течет в промежуточное разливочное устройство 2 емкостью 3,5 т, имеющее в дне два шамотографитовых разливочных стаканчика с электрообогревом, два стопора и перегородки для предохранения попадания шлака в кристаллизатор и оттуда сразу в два неподвижных кристаллизатора 3 длиной 1500 мм. Слиток, выходящий из кристаллизатора, охлаждается устройством вторичного охлаждения 4, также имеющим опорные ролики 5. Вытягивающими клетями 6 слиток вытягивается из кристаллизатора, затем разрезается газорезкой 7, принимается кантователем 10 и передается на наклонный конвейер 8 (на рис. 1967 левый кантователь принимает слиток, а правый передает на конвейер), которым транспорт тирует слиток наверх и укладывает его на транспортный рольганг 9.
- Установка для непрерывного литья стали фирмы Gebr. Bоhler Co AG (Австрия)
- Установки, работающие по способу Росси
- Установка компании Atlas Steel Limited (Канада)
- Опытная установка в Вотерфлите (США)
- Установка системы Юнганса в Фрейтале (ГДР)
- Установка системы Юнганеа для завода в городе Терни (Италия)
- Установка системы Юнганса в г. Денен (Франция)
- Установки Юнганcа в Хукингене и Мюльхейме (ФРГ)
- Современное состояние непрерывного литья стали
- Продукция полученая непрерывным литьем стали
