Различные способы и устройства, предназначенные для непрерывной разливки стали и чугуна
Первые опыты по непрерывному литью (разливке) стали были сделаны много лет тому назад. Первым разливку стали бесслитковым способом осуществил Бессемер при изготовлении листового металла. В 1871 г. Кларк предложил способ разливки стали, а в 1879 г. Таскер сконструировал установку с кристаллизатором для отливки труб.
Большинство предложений, в том числе и современные, уже были описаны в предыдущих главах.
К этому следует добавить несколько других способов.
Установка компании Superior Pouring Metals Co предназначена для разливки металла через несколько кристаллизаторов в. стальные слитки любого сечения и любой длины. Металл из ковша разливается через две камеры, а затем через ряд желобов для удаления газов и шлаков.
Под сравнительно длинными кристаллизаторами располагается два валка, которыми отлитая заготовка обжимается и изгибается, т. е. с вертикального направления получает горизонтальное направление, и поступает в следующую пару валков для дальнейшего обжатия. Заготовка разрезается ножницами.
По предложению Фелла, для изготовления фасонных стальных профилей использовался вертикальный кристаллизатор с встроенной парой валков (рис. 1704). Принцип работы установки следующий: перед началом разливки затравка 1 с верхней частью 2, имеющей форму профиля с закруглением, перемещается в пространство для профилирования 3, после чего начинается разливка металла. Валки 4 начинают вращаться, а затравка 1 опускается в нижнее стационарное положение, образуя верхним краем закругленные для изгибания профили. Слиток, сжатый валками, вытягивается.
 На рис. 1705 показана установка компании Westinghouse Electr. Manufakt. Co для изготовления прессованием труб, а также слитков из жидкой стали. Так как металл, достигший оправки, должен уже быть затвердевшим, то фактически непрерывного литья здесь нет. Копильник для расплавленного металла состоит из железного ящика 1 с внутренней кладкой 2, облицовки 3 из огнеупорного материала, например циркониевого кирпича. Внутренний кожух 4 из теплопроводного сплава с высокой износоустойчивостью и высокой теплостойкостью защищен слоем 5 из магниевых или щелочноземельных окислов. Матрица 6, торец поршня 7 и оправка 8 изготовляются из того же сплава, что и кожух 4, например из сплавов кобальта, никеля, вольфрама, имеющих прочность на растяжение при 600° от 42 до 70 кг/мм2. Копильник обогревается индуктором 9. Матрица 6 снабжена охлаждающим змеевиком 10. Вытяжное устройство 11 поддерживает процесс вытягивания слитка.
На рис. 1705 показана установка компании Westinghouse Electr. Manufakt. Co для изготовления прессованием труб, а также слитков из жидкой стали. Так как металл, достигший оправки, должен уже быть затвердевшим, то фактически непрерывного литья здесь нет. Копильник для расплавленного металла состоит из железного ящика 1 с внутренней кладкой 2, облицовки 3 из огнеупорного материала, например циркониевого кирпича. Внутренний кожух 4 из теплопроводного сплава с высокой износоустойчивостью и высокой теплостойкостью защищен слоем 5 из магниевых или щелочноземельных окислов. Матрица 6, торец поршня 7 и оправка 8 изготовляются из того же сплава, что и кожух 4, например из сплавов кобальта, никеля, вольфрама, имеющих прочность на растяжение при 600° от 42 до 70 кг/мм2. Копильник обогревается индуктором 9. Матрица 6 снабжена охлаждающим змеевиком 10. Вытяжное устройство 11 поддерживает процесс вытягивания слитка.В 1908 г. компания Monnot Metallurgical Co провела опыты по изготовлению слитков из стали по методу, который предполагалось также применить для литья меди, латуни и других металлов. Этот способ состоит, в основном, в том, что металл разливается через расплавленный слой флюса, находящийся в разливочном устройстве.
На рис. 1706 показано используемое для этого устройство. 1 — печь, в которой находится тигель 2 со стопором 3 и значительный слой флюса (силикат натрия, стекло, бура). Этот флюс поглощает выделяющиеся газы, окислы и другие примеси и препятствует образованию усадочной раковины; являясь тепловой изоляцией, он также поддерживает металл в расплавленном состоянии; 4, 5, 6 — низкие охлаждаемые кристаллизаторы, число которых зависит от производительности; 7 — вертикальная затравка; 8 — штоки поршней цилиндров, поддерживающих слиток после отрезания его ножами 9. Получающийся слиток опускается в кристаллизаторе под действием собственного веса. Начало литья осуществляется с помощью затравки с прокладкой 10.
 В 1931 г. Кнук спроектировал установку для изготовления блюмсов из стали и других прокатываемых и деформируемых металлов (рис. 1707 и 1708). Кристаллизатор состоит из двух частей, из которых охлаждается водой только нижняя; 1 — чугунный кожух, 2 — огнеупорная облицовка из шамотного кирпича, связанного огнеупорным цементом, 3 — кладка из хромистого железняка; 4 — водоохлаждаемая затравка, на которую перед началом разливки кладут стальной лист для защиты ее от струи жидкого металла.
В 1931 г. Кнук спроектировал установку для изготовления блюмсов из стали и других прокатываемых и деформируемых металлов (рис. 1707 и 1708). Кристаллизатор состоит из двух частей, из которых охлаждается водой только нижняя; 1 — чугунный кожух, 2 — огнеупорная облицовка из шамотного кирпича, связанного огнеупорным цементом, 3 — кладка из хромистого железняка; 4 — водоохлаждаемая затравка, на которую перед началом разливки кладут стальной лист для защиты ее от струи жидкого металла.Сталь в перегретом состоянии заливается в разливочную форму, отвод тепла в которой начинается со дна. Затвердевание распространяется вверх приблизительно по горизонтальной плоскости. Как только на затравке затвердеет достаточный слой металла, кристаллизатор начинает постепенно подниматься винтовыми шпинделями 5; 6 — расплавленный шлак, который вместе со слоем 7 из порошкообразного огнеупорного материала поддерживается жидким зеркалом металла.
Ксенофонтов в 1939 г. определил, что разливка, совмещенная с прокаткой высококачественных металлических полуфабрикатов, при изготовлении заготовок круглого и квадратного поперечного сечения (диам. 40—100 мм) может быть осуществлена при рабочих скоростях 0,05—0,1 м/сек. Однако при разливке заготовки квадратного поперечного сечения со стороной от 100 до 180 мм возникают трудности в продольной кристаллизации металла.
На рис. 1709 показана установка для непрерывного литья стальных заготовок сечением от 150x150 мм до 250х250 мм, спроектированная в 1940 г. Жакке. Водоохлаждаемый сравнительно тонкостенный кристаллизатор 1 усилен намотанной на него стальной проволокой 2 и может вставляться сверху в кожух 3; съемная воронка 4, футерованная магнезитом или другим огнеупорным материалом, должна быть всегда наполнена жидким металлом во время разливки по крайней мере на одну треть своей высоты. Вода для охлаждения подается по трубке 6.
Установка работает следующим образом: перед началом литья в кристаллизатор вставляют затравку и в воронку 4 заливают расплавленную сталь. Как только воронка заполнится, включают тянущие ролики 5, затравка опускается, пока кристаллизатор не заполнится жидким металлом. После затвердевания вытяжные ролики включаются вновь, при этом новая порция жидкой стали заливается в кристаллизатор. Такая последовательность повторяется непрерывно, пока не разольют все содержимое ковша. Заливаемая порция металла при этом свариваемой с уже затвердевшим слитком.
В 1935 г. фирма August Thyssen-Hutte AG предложила метод непрерывной разливки для изготовления стальных прутков. По этому способу в кристаллизаторе пруток охлаждается настолько, чтобы образовалась твердая поверхностная корка металла с жидкой сердцевиной. Вследствие усадки затвердевшая корочка отделяется от стенок кристаллизатора и при выходе из него подвергается более интенсивному вторичному охлаждению (водяным туманом или другими охлаждающими веществами). Таким образом достигается высокая производительность простыми средствами.
 На рис. 1710 показана горизонтальная установка для осуществления этого способа непрерывного литья. Разливаемый материал попадает из разливочного ковша в копильник 1, который имеет перегородку 2 для отделения шлака, и оттуда через сменную насадку 3 в водоохлаждаемый кристаллизатор 4 из меди или стали; 5 — водораспылительные спрейеры; 6 — транспортирующие ролики; 7 — подвижная система охлаждения; 8 — валки для сжатия усадочных раковин внутри слитка; 9 — туннель для выравнивания температуры и 10 — непрерывный прокатный стан. Подобная установка предусматривалась и для вертикального положения.
На рис. 1710 показана горизонтальная установка для осуществления этого способа непрерывного литья. Разливаемый материал попадает из разливочного ковша в копильник 1, который имеет перегородку 2 для отделения шлака, и оттуда через сменную насадку 3 в водоохлаждаемый кристаллизатор 4 из меди или стали; 5 — водораспылительные спрейеры; 6 — транспортирующие ролики; 7 — подвижная система охлаждения; 8 — валки для сжатия усадочных раковин внутри слитка; 9 — туннель для выравнивания температуры и 10 — непрерывный прокатный стан. Подобная установка предусматривалась и для вертикального положения.Доутеур в 1907 г. спроектировал установку для получения стальных слитков, основной узел которой представлен на рис. 1711.
 В ранее предлагавшихся устройствах вес разливаемой стали в Koпильнике давил на выходящий из кристаллизатора слиток и при разрыве затвердевшей корки жидкая сердцевина слитка полностью вытекала.
В ранее предлагавшихся устройствах вес разливаемой стали в Koпильнике давил на выходящий из кристаллизатора слиток и при разрыве затвердевшей корки жидкая сердцевина слитка полностью вытекала.В данной установке эту опасность можно избежать установкой кристаллизатора 1 с очистительной камеры 2 приблизительно на высоте уровня зеркала жидкого металла в копильнике 3, с которым он соединен каналом. Очищенная сталь подается в камеру 2 давлением воздуха или газа. Кристаллизатор может быть изготовлен из серого чугуна или бронзы с залитым внутри него змеевиком для охлаждения, из стали или меди, а также может иметь цилиндрическую форму, из двух медных или стальных стенок, между которыми в свинце, олове или сурьме располагается охлаждающий змеевик. Последняя конструкция обеспечивает большую безопасность в случае перебоев в подаче охлаждающей жидкости.
Доутеур получил также патент и на конструкцию аналогичного кристаллизатора.
Белл и фирма Stewarts and loyds в 1936 г. предложили установку для разливки штанг из стали и других металлов, которая по существу состоит из ряда горизонтальных водоохлаждаемых форм, которые радиально примыкали к общей подводящей трубе и располагались на вращающемся столе. Установка также имела вытягивающее устройство, тянущие ролики и дисковую пилу. Пила устанавливалась на тележке и перемещалась как вертикально относительно слитка, так и вдоль его оси, так что слиток можно было разрезать независимо от его движения. Пила могла заменяться ножницами или резаками-горелками. При начале разливки формы закрывались съемными колпаками.
В 1943 г. Юнг предложил различные устройства для изготовления катаных профилей. В этих устройствах жидкий металл превращается непосредственно в одно из изделий требуемого поперечного сечения. Плавку разливали под высоким давлением и полученный профильный слиток обрабатывали способом волочения или прокатки. Из-за высокой выходной скорости и обусловленного этим коротким временем охлаждения устранялись неравномерность распределения примесей по сечению и образование газовых пузырей.
 На рис. 1712 схематически представлена конструкция предлагаемого разливочного устройства, подобного установке Пильштикера и Мюллера. Цилиндр 1 должен иметь такую высоту, чтобы под весом столба жидкости достигалось требуемое рабочее давление на уровне мундштука. К футерованному рабочему цилиндру присоединяется сменный мундштук кристаллизатора 2. Для спуска шлака служит желоб 3. Для полного слива металла из цилиндра открывается нижняя крышка 4.
На рис. 1712 схематически представлена конструкция предлагаемого разливочного устройства, подобного установке Пильштикера и Мюллера. Цилиндр 1 должен иметь такую высоту, чтобы под весом столба жидкости достигалось требуемое рабочее давление на уровне мундштука. К футерованному рабочему цилиндру присоединяется сменный мундштук кристаллизатора 2. Для спуска шлака служит желоб 3. Для полного слива металла из цилиндра открывается нижняя крышка 4.Установка, показанная на рис. 1713, предназначается для разливки под пневмодавлением. Газ под давлением подводится по трубам 5 и 6; 7 — смотровой люк.
На рис. 1714 представлена другая конструкция установки для разливки под давлением газа.
На рис. 1715 изображен кристаллизатор с мундштуком в разрезе. Мундштук 8 состоит из керамического или, подобного ему материала; 9 — сопло, температура которого регулируется охлаждающим устройством 10. Это устройство отнимает у выходящего металла столько тепла, что начинается затвердевание в сопле 9. Канал 11 имеет сужение поперечного сечения с уклоном, который соответствует последующей усадке слитка из-за понижения температуры. К соплу 9 присоединяется профильная фильера 12, служащая для калибровки и охлаждения слитка.
Юнг разработал также кристаллизатор с оправкой для изготовления полых профилей.
На рис. 1716 показана установка для получения сортовой стальной заготовки. Слиток 13, выходящий из мундштука-кристаллизатора, вытягивается пневматически зажимающимися тянущими валками 14, проходит через туннель 15, где температура его выравнивается. Дальнейшая обработка литой заготовки осуществляется клетями 16-, 17 — дисковая пила.
В 1942 и 1943 гг. Жакке предложил установку, ковш которой, питающий кристаллизаторы, а также подводящие каналы покрыты огнеупорной футеровкой. Это необходимо, чтобы после окончания разливки выбить застывший металл вместе с футеровкой из ковша и подводящих каналов. Жакке избежал этого, расположив кристаллизаторы горизонтально и соединив их каналом постоянного поперечного сечения, который сам связан с ковшом вертикальными каналами. Слиток в горизонтальном канале располагается в открывающемся кверху корпусе и легко может быть удален, когда вертикальные и горизонтальные каналы затянутся затвердевшим металлом.
 На рис. 1717 и 1718 показана установка для одновременной разливки шести слитков. Разливочные отверстия 2, расположенные на дне ковша 1, входят в соединительные трубы 3; 4 — вставка с отверстием, диаметр которого равен диа-метру разливочного отверстия. Вставки и трубы изготовляют из огнеупорного материала. Корпус 5 легкосъемный. При затвердевании стали в отверстиях деталей 2 и 3 корпус открывается, трубы 3 разрушаются, слиток, затвердевший в вертикальных каналах, отрезается газовым резаком. После этого затвердевший металл в ковше 1 может быть легко удален. Водоохлаждаемые кристаллизаторы 6 изготовлены из сплавов Al-Si или Al-Cu-Mg.
На рис. 1717 и 1718 показана установка для одновременной разливки шести слитков. Разливочные отверстия 2, расположенные на дне ковша 1, входят в соединительные трубы 3; 4 — вставка с отверстием, диаметр которого равен диа-метру разливочного отверстия. Вставки и трубы изготовляют из огнеупорного материала. Корпус 5 легкосъемный. При затвердевании стали в отверстиях деталей 2 и 3 корпус открывается, трубы 3 разрушаются, слиток, затвердевший в вертикальных каналах, отрезается газовым резаком. После этого затвердевший металл в ковше 1 может быть легко удален. Водоохлаждаемые кристаллизаторы 6 изготовлены из сплавов Al-Si или Al-Cu-Mg.Перед наполнением ковша отверстия 2 закрывают пробками 7 и вставляют затравку 8. После заливки ковша затравку вытягивают, пробки опускаются в вставки 4 и отверстия освобождаются, разливка начинается.
Иногда выгодно, чтобы металл в ковше находился под давлением.
 На рис. 1719 показана такая установка. На ковш 1 устанавливается цилиндр 9, в котором поршень 10, удлиненный конусом 11, скользит вниз. Пространство между цилиндром 9 и конусом 11 заполняется смесью размолотого доломита и смолы. Нижнюю часть конуса 12 делают из огнеупорного кирпича.
На рис. 1719 показана такая установка. На ковш 1 устанавливается цилиндр 9, в котором поршень 10, удлиненный конусом 11, скользит вниз. Пространство между цилиндром 9 и конусом 11 заполняется смесью размолотого доломита и смолы. Нижнюю часть конуса 12 делают из огнеупорного кирпича.Одновременное использование нескольких кристаллизаторов дает возможность быстро опорожнять ковш и, кроме того, понижать скорость разливки и использовать при достаточном теплоотводе кристаллизатор нормальной длины.
На рис. 1720 приведена улучшенная конструкция установки. Корпус 5 устанавливается в цилиндре 13, который может подниматься и опускаться винтовым шпинделем в корпусе 15. Корпус 15 роликами 16 опирается на рельсы 17 и может вкатываться и выкатываться.
 В кристаллизаторах, связанных непосредственно с печами, сталь часто затвердевает уже в соединительных трубах, изготовленных из керамического материала. Электрический обогрев этих труб не дал благоприятных результатов. Только в 1954 г. Жакке решил эту задачу, предложив производить обогрев высоконагретым газом.
В кристаллизаторах, связанных непосредственно с печами, сталь часто затвердевает уже в соединительных трубах, изготовленных из керамического материала. Электрический обогрев этих труб не дал благоприятных результатов. Только в 1954 г. Жакке решил эту задачу, предложив производить обогрев высоконагретым газом.На рис. 1721 изображена такая установка с горизонтальным кристаллизатором; 1 — соединительная труба из огнеупорного материала, не смачиваемого сталью (например, из альмулита); 2 — муфта из графита; 3 — пустотелое кольцо, окружающее муфту; 4 — водоохлаждаемый кристаллизатор. Горячий газ из горелки 5, не окисляющий графитовую муфту 2, проникая в кольцевое пространство 6, нагревает муфту до высокой температуры и удаляется с противоположной стороны. Кристаллизатор может располагаться также и вертикально.
 Учитывая преимущества разливочных установок с кристаллизатором, связанным непосредственно с плавильными печами (более чистый неокисленный металл, чем при разливке его струей в воздушной среде или в защитном газе), и недостатки (более длинные и искривленные соединительные каналы), в 1955 г. де Си предложил установку, показанную на рис. 1722, в которой соединительная труба 1 была прямой и короткой (100—300 мм). Эта труба входила примерно на 50 мм в водоохлаждаемый кристаллизатор 2. Чтобы трубу 2 можно было легко вставлять и вытаскивать, стенка миксера на участке закрепления трубы заполнялась легкоразрушаемым материалам 3. Кольцевое пространство между трубой и кристаллизатором заполнялось кольцом 4 из огнеупорного материала. Применение такого кольца дает много преимуществ, позволяет применять кристаллизаторы различных размеров, уменьшает температурный перепад в трубе от охлаждаемого действия кристаллизатора.
Учитывая преимущества разливочных установок с кристаллизатором, связанным непосредственно с плавильными печами (более чистый неокисленный металл, чем при разливке его струей в воздушной среде или в защитном газе), и недостатки (более длинные и искривленные соединительные каналы), в 1955 г. де Си предложил установку, показанную на рис. 1722, в которой соединительная труба 1 была прямой и короткой (100—300 мм). Эта труба входила примерно на 50 мм в водоохлаждаемый кристаллизатор 2. Чтобы трубу 2 можно было легко вставлять и вытаскивать, стенка миксера на участке закрепления трубы заполнялась легкоразрушаемым материалам 3. Кольцевое пространство между трубой и кристаллизатором заполнялось кольцом 4 из огнеупорного материала. Применение такого кольца дает много преимуществ, позволяет применять кристаллизаторы различных размеров, уменьшает температурный перепад в трубе от охлаждаемого действия кристаллизатора.Де Си в 1955 г. предложил установку, в которой газы из металла удаляются вблизи от фронта затвердевания (рис. 1723). Кольцо 4 и деталь 5, аналогичная детали 3 на рис. 1722, изготавливаются из газопроводящего огнеупорного материала и трубами 6 связываются со всасывающей камерой 7. Вся нижняя часть печной футеровки может состоять из газопроводящего материала.
Газы, освобождающиеся при затвердевании металла, т. е. при резком понижении растворимости с переходом в твердожидкое состояние, могут насыщать жидкую фазу, которая соприкасается с фронтом затвердевания, а так как газы могут выделяться, то концентрация их становится меньше предела насыщения жидкого металла. Этот способ позволяет изготавливать изделия без газовых пузырей и особенно важен для разливки кипящей стали и других металлов и сплавов, способных поглощать большое количество газов, освобождающихся при затвердевании.
По данным Пинса, при разливке стали особенно важно, чтобы поверхность, на которой затвердевает металл, была тщательно отполирована, чтобы затвердевшая поверхностная корка металла не «приваривалась» к ней. По этой причине стенки кристаллизатора следует изготавливать из материала с более высокой температурой плавления, сохраняющего при рабочей температуре высокую твердость.
Достаточно, чтобы только внутренняя поверхность кристаллизатора была изготовлена из такого материала, она может быть, например, хромирована электролитическим способом. При разливке стали для деталей разливочного устройства целесообразно применять вольфрам и карбиды вольфрама. При высокой температуре вольфрам имеет отличную теплопроводность. При отливке труб концевую часть оправки можно изготавливать из вольфрама.
Для отделения образовавшейся затвердевшей поверхностной корки целесообразно использовать высокочастотную вибрацию стенок кристаллизатора.
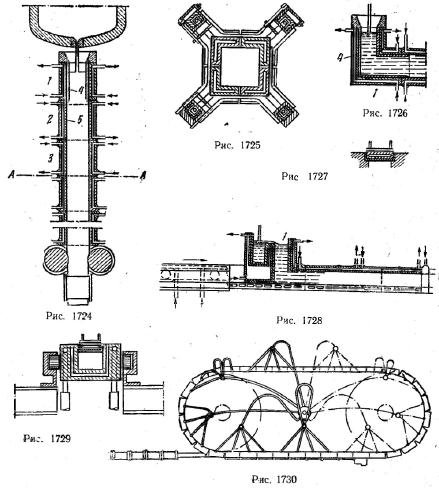 На рис. 1724 показана вертикальная установка для разливки, а на рис.1725 — сечение в увеличенном масштабе по AA через кристаллизатор, который состоит из водоохлаждаемых элементов 1,2,3 и т. д. Внутреннюю стенку 4 элемента кристаллизатора изготавливают из огнеупорного материала. В элементе 2 находится зона затвердевания. Внутренняя стенка 5 изготовлена из карбида вольфрама и тщательно отполирована. Так как металл при затвердевании подвергается усадке, элемент 3 и последующие имеют коническую форму, чтобы слиток плотно соприкасался со стенками кристаллизатора. Элемент 3 и последующие подпружиниваются.
На рис. 1724 показана вертикальная установка для разливки, а на рис.1725 — сечение в увеличенном масштабе по AA через кристаллизатор, который состоит из водоохлаждаемых элементов 1,2,3 и т. д. Внутреннюю стенку 4 элемента кристаллизатора изготавливают из огнеупорного материала. В элементе 2 находится зона затвердевания. Внутренняя стенка 5 изготовлена из карбида вольфрама и тщательно отполирована. Так как металл при затвердевании подвергается усадке, элемент 3 и последующие имеют коническую форму, чтобы слиток плотно соприкасался со стенками кристаллизатора. Элемент 3 и последующие подпружиниваются.На рис. 1726 показано использование этой установки как горизонтальной. При этом только вместо элемента 1 применяется коленообразный элемент.
Нижние элементы кристаллизаторов могут перемещаться (рис. 1727—1730), а верхние остаются неподвижными.
На рис. 1731 показано горизонтальное сечение кристаллизатора, сконструированного Остендорфом (1942 г.).
 Пространство кристаллизации 1 с узкой стороны ограничено стенками 2; с широкой стороны располагаются замыкающие планки 3, которые опускаются вместе с разливочным столом. Если должен отливаться плакированный слиток с (наложенным поверхностным слоем из другого металла), то вместо планок 3 вставляют листы требуемого плакировочного металла. Кроме узких водоохлаждаемых стенок 2, имеются широкие боковые стенки 4. На участке 5 стенки 2 и 4 скрепляются болтами. Пространство 6 и 10 омывается водой. Планки 3 своими вертикальными плоскостями устанавливаются в водонепроницаемые пазы направляющих, имеющие уплотнения 7. Направляющие, в свою очередь, перемещаются в каналах. Эти каналы разделяются желобом 9, имеющим свободный выход снизу. Если охлаждающая жидкость из пространства 6 попадает в канал 8, то она не проникает в пространство кристаллизации, а только сливается вниз по желобу 9; 11 — асбестовые уплотнения.
Пространство кристаллизации 1 с узкой стороны ограничено стенками 2; с широкой стороны располагаются замыкающие планки 3, которые опускаются вместе с разливочным столом. Если должен отливаться плакированный слиток с (наложенным поверхностным слоем из другого металла), то вместо планок 3 вставляют листы требуемого плакировочного металла. Кроме узких водоохлаждаемых стенок 2, имеются широкие боковые стенки 4. На участке 5 стенки 2 и 4 скрепляются болтами. Пространство 6 и 10 омывается водой. Планки 3 своими вертикальными плоскостями устанавливаются в водонепроницаемые пазы направляющих, имеющие уплотнения 7. Направляющие, в свою очередь, перемещаются в каналах. Эти каналы разделяются желобом 9, имеющим свободный выход снизу. Если охлаждающая жидкость из пространства 6 попадает в канал 8, то она не проникает в пространство кристаллизации, а только сливается вниз по желобу 9; 11 — асбестовые уплотнения.Слитки, отлитые в таком кристаллизаторе, не требуют перед прокаткой ни строжки, ни фрезеровки.
На рис. 1732 показана половина горизонтального сечения улучшенной конструкции кристаллизатора, надежно обеспечивающего отсутствие проникновения охлаждающей жидкости в пространство кристаллизации при перемещении стенки 4.
На рис. 1733 показано вертикальное сечение через верхнюю и нижнюю части камеры охлаждения. Позиции 1, 2, 3, 4, 6,7 и 10 (рис. 1732 и 1733) соответствуют позициям и назначению деталей рис. 1731. Кристаллизатор улучшенной конструкции ограничивается внизу столом 5, снабженным приспособлением для его опускания. Боковая стенка 4 жестко скрепляется со столом 5 и скользит по направляющим 9. Планки 11 и 12 ограничивают пространство 6 для охлаждения; 13 — уплотнение, препятствующее проникновению охлаждающей жидкости в пространство кристаллизации 1. Сечение направляющих 7 выбирают так, чтобы они могли при сохранении своего уплотняющего действия следовать за усадкой затвердевающего слитка.
Жестко закрепленные стенки 2 при разливке возвышаются на 100—200 мм над уровнем жидкого металла при опускании стола 5. На боковых сторонах стенок 2 располагаются направляющие 14. Для более надежного скрепления плакированного листа по краям отлитого слитка служит паз 15 в форме ласточкина хвоста.
В конструкции 1944 г. планки 3 скрепляются со стенками 2 и таким образом избегаются вертикальные пазы в разливочном пространстве. Внутри такого кристаллизатора располагается поршень для опускания слитка.
 На рис. 1734 изображено горизонтальное сечение кристаллизатора. Планки 3 делаются из меди и скрепляются со стенками 2 болтами 5, также служащими для закрепления направляющих планок 7, перемещающихся в пазах 5; желоб 9 служит для отвода охлаждающей жидкости, проникающей из пространства 6; угловые опоры 11 обеспечивают большую устойчивость кристаллизатора.
На рис. 1734 изображено горизонтальное сечение кристаллизатора. Планки 3 делаются из меди и скрепляются со стенками 2 болтами 5, также служащими для закрепления направляющих планок 7, перемещающихся в пазах 5; желоб 9 служит для отвода охлаждающей жидкости, проникающей из пространства 6; угловые опоры 11 обеспечивают большую устойчивость кристаллизатора.Остендорф в 1949 г. предложил установку для разливки стали с составным кристаллизатором, расположенным в кожухе. Кристаллизатор может перемещаться относительно кожуха по плоскостям, соответствующим направлениям поперечного и продольного удлинения отдельных частей кристаллизатора, вследствие теплового расширения, благодаря чему такое удлинение не вызывает никаких напряжений сжатия на поверхностях направляющих 10. Для квадратного и прямоугольного сечений эти направления располагаются по диагоналям.
Внутренняя часть 5 кристаллизатора квадратного сечения (рис. 1735) состоит из листов 1, 2, края которых свариваются по вертикали швами 3.Внешняя часть кристаллизатора состоит из двух частей 4; ребра 6 служат направляющими для планок 8, закрепляемых на выступающих краях листов 2. Направляющие плоскости 7 располагаются в направлении теплового расширения стенок 1 и 2 по углам кристаллизатора под углом 45° относительно стенок 1 и 2.
 На рис. 1736 и 1737 показаны горизонтальное и вертикальное сечения кристаллизатора установки с боковыми опускающимися стенками 1 из плакирующего материала, например меди, никеля или нержавеющей стали.
На рис. 1736 и 1737 показаны горизонтальное и вертикальное сечения кристаллизатора установки с боковыми опускающимися стенками 1 из плакирующего материала, например меди, никеля или нержавеющей стали.На рис. 1738 представлена установка для разливки стали, предложенная фирмой Kocks GmbH в 1949 г. Сечение кристаллизатора уменьшается книзу с конусностью, соответствующей усадке слитка, а применение вибрационного механизма предотвращает «прилипания» слитка к стенкам кристаллизатора. Вибрация делает слиток более плотным и свободным от усадочной раковины.
Вместо обычных кристаллизаторов из меди или латуни для разливки стали компания Gebr. Bohler Co AG (1900 г.) рекомендовала кристаллизаторы из сплавов на основе железа с содержанием не менее 0,12% углерода, полностью связанного в форме карбидов с одним или несколькими металлами третьей или пятой группы периодической системы элементов и особенно с ниобием, танталом, цирконием и титаном. Наиболее употребителен сплав из 0,23% С, 0,16% Si, 0,28% Mn, 1,79% Nb, остальное железо. Добавкой никеля или кобальта или обоих вместе общим содержанием до 5% можно еще повысить предел прочности данного железного сплава на растяжение. Связанное с этим понижение теплопроводности компенсируется изготовлением более тонкостенного кристаллизатора.
Компания Ruhrstahl AG в 1944 г. установила, что применение стального литого кристаллизатора вместо медного при непрерывной разливке стали не вызывает каких-либо затруднений, возникновения которых часто опасаются, в связи с чем применяют исключительно медные кристаллизаторы.
При изготовлении стальных слитков диаметром до 150 мм хорошо оправдал себя водоохлаждаемый кристаллизатор с толщиной стенки 10 мм.
 На рис. 1739 показан двухстенный кристаллизатор из мягкой нелегированной стали или стального литья, а на рис. 1740 — сечение через отверстие, отводящее воду. При работе такого стального кристаллизатора не обнаружилось ни приваривания металла, ни образования окалины.
На рис. 1739 показан двухстенный кристаллизатор из мягкой нелегированной стали или стального литья, а на рис. 1740 — сечение через отверстие, отводящее воду. При работе такого стального кристаллизатора не обнаружилось ни приваривания металла, ни образования окалины.При разливке стали медные или латунные кристаллизаторы быстро выходят из строя из-за коробления в результате местного перегрева при
соприкосновении со слитком. У латунных кристаллизаторов имеется также и опасность испарения с поверхности стенок, которая становится вследствие этого шероховатой.
Кристаллизаторы, изготовленные из сплавов на железной основе, имели слишком большой перепад температуры по толщине стенки.
Компания Gerb. Bohler Co AG в 1951 г. заявила, что эти трудности можно устранить, если для кристаллизатора применить железный сплав с повышенной теплопроводностью.
Теплопроводность должна составлять по меньшей мере 0,13 кал*см-1* сек-1. Особенно подходят для этой цели некоторые сорта чистого железа, например электролитическое железо или железо, полученное плавкой в вакууме или защитном газе.
Особенно целесообразно изготавливать кристаллизаторы из бесшовных прецизионных труб. Обезуглероживающий отжиг труб следует проводить перед прецизионным волочением.
Кроме того, эта же компания в 1951 г. предложила применять кристаллизаторы из алюминия и алюминиевых сплавов.
Следует указать на предложение фирмы Mannesmann AG (1952 г.) об использовании кристаллизаторов с гофрированной внутренней стенкой.
Кристаллизаторы с тонкой металлической стенкой для быстрого отвода тепла лучше всего применяются для прямоугольных сечений. Слиток сечением, превышающим 200 см2, и с отношением ширины к толщине больше 2:1 прочнее круглого слитка того же веса и, кроме того, может более быстро разливаться.
 На рис. 1741 и 1742 показана конструкция кристаллизатора фирмы The Babcock Wilcox Co который предназначался для железных сплавов и показал большую стойкость при небольшой стоимости изготовления. Кристаллизатор состоит из внутренней медной литой стенки Jf с припаянными к ее наружной поверхности в продольном направлении прямоугольными латунными трубами 2. Сверху трубы изгибаются в два ряда и примыкают к каналам 3, через которые подводится охлаждающая жидкость. Кристаллизатор имеет кожух, а промежуточное пространство между кристаллизатором и кожухом заполнено бетоном.
На рис. 1741 и 1742 показана конструкция кристаллизатора фирмы The Babcock Wilcox Co который предназначался для железных сплавов и показал большую стойкость при небольшой стоимости изготовления. Кристаллизатор состоит из внутренней медной литой стенки Jf с припаянными к ее наружной поверхности в продольном направлении прямоугольными латунными трубами 2. Сверху трубы изгибаются в два ряда и примыкают к каналам 3, через которые подводится охлаждающая жидкость. Кристаллизатор имеет кожух, а промежуточное пространство между кристаллизатором и кожухом заполнено бетоном.На рис. 1743 и 1744 показано дальнейшее усовершенствование конструкции кристаллизаторов. Внутренняя стенка 1 поддерживается металлическим кожухом 2, однако промежуточное пространство 3 не заполняется бетоном, а образует камеру, по которой с высокой скоростью проходит охлаждающая вода. Внутренние стенки и кожух скрепляются болтами.
На рис. 1745 изображен другой вид крепления («ласточкиным хвостом»).
Из рис. 1746 видно, как охлаждающая вода подается от четырех штуцеров 7, проходит через кольцевую стенку 4, колена 6 и 5 и попадает в вертикальную камеру 8 и оттуда в камеру охлаждения.
Представляют интерес опыты по непрерывной разливке стали, проведенные в 1943 и 1944 гг. совместно фирмами Neunkircher
Внутренняя стенка кристаллизатора состоит из двух согнутых и сваренных латунных листов. Eisenwerke AG и Wieland-Werke AG. После ряда экспериментов была построена опытная установка на заводе, на котором имелась 200 кг электроплавильная печь. Жидкая сталь через желоб, наклоненный под углом 30° длиной 1,5 м попадала в 20-кг футерованный шамотом ковш, расположенный над кристаллизатором. На дне ковша имелось разливочное отверстие длиной 50 мм. Внутренний диаметр отверстия при разливке круглой заготовки диаметром 80 мм составлял 4 мм. Водоохлаждаемый медный кристаллизатор имел длину 200 и 300 мм. При этом было доказано, что с помощью такого кристаллизатора можно успешно разливать сталь. Под разливочной площадкой располагались устройства для вторичного охлаждения и вытягивания литой заготовки.
В 1943 г. Неттер опубликовал статью о развитии непрерывного литья, в которой привел все преимущества и недостатки этого способа и предложил провести опыты по повышению скорости разливки, а для повышения производительности применять многоручьевые установки.
На европейском металлургическом съезде 9 июня 1955 г. был прочитан доклад Спейтом и Бунгеротом о развитии вертикального непрерывного литья стали. При решении первоочередной проблемы разливки — увеличения количества разливаемой стали в определенный промежуток времени — можно пойти различными путями. Наиболее спокойный для производства путь — это разливка стали из плавильных печей с помощью опрокидывающихся ковшей. Этот способ применим только для разливки небольших количеств стали. На металлургических заводах обычно используют для разливки больших масс стали ковши со стопорным устройством, позволяющие разливать весьма большое количество стали в единицу времени.
На совещании обсуждалась возможность применения разливки стали через носок ковша и с помощью стопорного устройства. Непрерывное литье предусматривает необходимость повышения производительности разливочных устройств, которое может быть достигнуто повышением пропускной способности кристаллизатора или же увеличением числа кристаллизаторов.
Многоручьевая разливка через несколько кристаллизаторов требует много дополнительных механизмов, высоких скоростей литья при этом избегают. В таких установках имеются устройства для равномерного распределения стали.
Опыты, проделанные в Хукингене на четырехручьевой установке со стопорным распределителем расплавленной стали, доказали возможность конструирования промышленных установок для одновременной разливки до восьми слитков. Однако авторы указывали на целесообразность разливки в каждом случае возможно меньшего количества слитков.
Недавно Кнапп установил, что способ Юнганса в последние годы получил широкое развитие на металлургических заводах, так как попытки бесслитковой прокатки стали дали неудовлетворительные результаты из-за трудности отвода тепла. Непрерывное литье, ранее применяемое только для разливки качественных сталей, теперь распространяется и на обычные углеродистые стали. Европейские фирмы, применяющие малые скорости разливки, предпочитают многоручьевые установки. В США, напротив, пропагандируется более дешевая одноручьевая разливка с повышенными скоростями вытягивания слитка.
По мнению автора, следующей ступенью развития будет совмещение непрерывного литья и прокатки.
В 1956 г. Шоу доложил об опытах по разливке стали, проведенных в лаборатории на машине фирм Ruscoe-Turner.
При разливке прутков диаметром 31,8 и 50,8 мм ой исследовал влияние температур разливки, скорости вытягивания заготовки, смазок и материала кристаллизатора.
В середине тридцатых годов фирма Allegheny Ludlum Steel Corporation сдала в эксплуатацию в Брекенбридже машину конструкции Мерле, но затем через некоторое время прекратила использование ее. Способ Мерле описан во многих патентах и статьях.
Следует упомянуть способ Лангейнриха, заключающийся в том, что на головную часть отлитого и частично затвердевшего слитка наливают следующую порцию металла и повторяют эту операцию требуемое число раз. Такой способ позволяет уменьшить образование усадочной раковины между отдельными слитками.
- Никель и его сплавы
- Цинк и его сплавы
- Производство биметаллической ленты для подшипников
- Опытные установки Исследовательского института олова (Tin Research Institute, Англия)
- Способ литья медных сплавов фирмы American Smelting and Refining Co (Asarco) (способ Асарко)
- Полунепрерывное литье медных сплавов с прямым охлаждением слитка
- Машина непрерывного литья меди фирмы International Nickel Co (Канада)
- Современное состояние непрерывного литья медных сплавов
- Способы литья медных сплавов с движением слитка в вертикальном направлении
- Современное состояние производства магниевых сплавов
