Смазка
Для предотвращения приваривания (прилипания) отливаемого металла к кристаллизатору с металлическими внутренними стенками применяется смазка, например минеральными маслами. Масло подается в большинстве случаев на поверхность жидкой ванны, откуда оно тонкой пленкой распространяется между заготовкой и стенками кристаллизатора. Такой метод смазки применяется, например, при литье алюминия с помощью несвязанного с литейной печью кристаллизатора. Смазка становится излишней при литье через кристаллизаторы из графита или другого, не схватывающегося с жидким металлом вещества.
Бессемер в 1857 г. в своих патентах по прокатке расплавленного железа или стали предлагал оставлять поверхность валков ржавой, чтобы предотвратить приваривание расплавленного металла, и пояснил, что с этой целью можно также периодически покрывать их жиром или графитом. Вуд в 1897 г. предложил при непрерывном литье с помощью четырех движущихся бесконечных полос смазывать последние графитом, сажей и т. п. Ни в одном из более старых патентных описаний проходных изложниц не встречается упоминания об их смазке. Работы исследователей были направлены на преодоление других трудностей.
Персон в 1912 г. в связи со своим методом отливки изделий в форме прутков или труб из жидкого металла с помощью возвратно-поступательно перемещающейся круглой формирующей изложницы указывал, что вследствие постоянного наличия узкой щели между подвешенным к печи кристаллизатором и разливочным стаканом имеется возможность ввода через щель смазки, которая при возвратно-поступательном движении автоматически распределяется по поверхности кристаллизатора, облегчая работу и улучшая качество изделий. В патентных описаниях на станки для литья под давлением типографских сплавов имеется указание на необходимость смазки.
Гринидж в 1938 г. установил, что при непрерывном литье через кристаллизатор Вильямса «прилипание» металла к стенкам и разрыв затвердевшей корки можно предотвратить, если покрыть внутренние поверхности кристаллизатора веществом, имеющим точку плавления намного более низкую, чем температура корки металла, например смазкой, применяемой в процессе прокатки.
Небольшое количество смазки оказалось достаточным на очень длительное время, что должно быть объяснено низкой температурой кристаллизатора и недостатком кислорода.
Вместо масла или жира можно применять также трикрезилфосфат (чистый) или в смеси с высоковязким минеральным либо растительным маслом. Хорошие результаты дает также покрытие внутренних стенок кристаллизатора слоем графита, олова, припоя или хрома.
Согласно рекомендации Пемецридера, смазочный материал (например, графит, смолисто-масляные вещества, такие как ойльдаг, краска для изложниц), должен подаваться под таким давлением, которое исключало бы возможность протекания металла через места подвода смазки.
По данным Липперта, фирма Gold Metal Process Company в 1940 г. смогла достичь мало-мальски удовлетворительных успехов в непрерывном литье только после того, как применила смазку графитом, вводя его под давлением через отверстия в стенках кристаллизатора в процессе литья. Так как смазочная пленка влияет на теплообмен между металлом и стенками кристаллизатора, неравномерность образования ее приводит к изменению направления и величины теплопередачи.
 При непрерывном литье алюминия и алюминиевых сплавов через короткие кристаллизаторы никаких опасений в этом отношении, казалось бы, не должно возникать. Тем не менее фирма Wieland-Werke AG с целью достижения равномерного охлаждения предложила способ подачи смазки с помощью дозирующего устройства, настраиваемого в соответствии со скоростью литья и обеспечивающего поддержание смазочной пленки необходимой толщины. При литье полых заготовок требуется регулируемая подача смазки также и на внутреннюю оправку. Смазка может подаваться через отверстия или канавки. В особых случаях желательно держать над зеркалом расплавленной ванны увеличенные объемы смазки, что позволяет реже производить ее подачу, если только при этом обеспечено постоянное соотношение между расходом смазки и скоростью литья.
При непрерывном литье алюминия и алюминиевых сплавов через короткие кристаллизаторы никаких опасений в этом отношении, казалось бы, не должно возникать. Тем не менее фирма Wieland-Werke AG с целью достижения равномерного охлаждения предложила способ подачи смазки с помощью дозирующего устройства, настраиваемого в соответствии со скоростью литья и обеспечивающего поддержание смазочной пленки необходимой толщины. При литье полых заготовок требуется регулируемая подача смазки также и на внутреннюю оправку. Смазка может подаваться через отверстия или канавки. В особых случаях желательно держать над зеркалом расплавленной ванны увеличенные объемы смазки, что позволяет реже производить ее подачу, если только при этом обеспечено постоянное соотношение между расходом смазки и скоростью литья.С целью достижения равномерного распределения смазки фирма Wieland-Werke AG предусматривала подачу ее к заготовке под давлением через внутреннюю стенку кристаллизатора, изготовленную из агломерированного материала.
На рис. 1392 показан кристаллизатор установки для непрерывного литья труб, в котором оправка 2 и внутренняя стенка 1 изготовлены из пористого агломерированного материала. Кольцевая полость 3 и полость 4 соединены со смазочным насосом 5.
Аналогичная идея заложена в конструкции фирмы Vereinigte Deutsche Metallwerke. Внутренняя стенка кристаллизатора в верхней части имеет пористое металлическое кольцо, за которым располагается кольцеобразная смазочная камера.
В нижней части уплотнение кристаллизатора осуществляется упругими кольцами. Сужающаяся щель заполняется смазкой. На рис. 1393 показан один из примеров такой конструкции: 1 — пористое металлическое кольцо, изготовляемое преимущественно из агломерированного металлического порошка; 2 — смазочная камера, заполняемая маслом с помощью насоса 3.
В нижнем торце кристаллизатора располагаются упругие уплотнительные кольца 4.
Масло может подаваться также снизу и выдавливаться наружу через пористое кольцо.
Фирма Durener Metallwerke AG в 1941 г. с целью предотвращения образования ликвационных наплывов на поверхности слитка из сплава Al-Cu-Mg или других склонных к обратной ликвации алюминиевых сплавов предложила производить разливку этих сплавов с одновременным введением углеводородистых соединений и воды. Для этого стенки кристаллизатора смазывают, например, керосином или смесью в равных долях керосина и минерального масла. Поверх образованной таким образом пленки наносят мельчайшие частички воды, например с помощью специальных распылителей или путем подачи в кристаллизатор пара. Возможно также нанесение сперва водяной пленки или введение углеродистого вещества и воды одновременно.
Фирма Gerbriider Bohler Co в 1951 г. сообщила, что устройство, представленное на рис. 1393, недостаточно надежно в эксплуатации, в особенности при непрерывном литье стали, так как неизбежное оседание сажи быстро нарушает равномерность распределения смазки.
Этот недостаток устранен в устройстве, представленном на рис. 1394. Здесь на раструб вверху кристаллизатора 1 насажена кольцевая камера 2. Удлиненная книзу часть 3 этой камеры образует вместе с внутренней стенкой кристаллизатора узкую щель 4. Смазка поступает по маслопроводу 5 в кольцевую камеру и проходит здесь через слой стеклянной ваты. Чтобы обеспечить полную равномерность распределения смазки, резервуар получает качательное движение на угол до 180°.
 Госс предложил использовать кристаллизаторы с внутренними стенками из пористого материала, через которые медленно просачивается смазка. В качестве такого пористого материала особенно хорошо подходит графит с объемом пустот в 17—20%, полученный спеканием прессованных брикетов из смеси порошкообразного графита и смолы. Оптимальная толщина внутренних стенок составляет 6 мм. Для просачивания через такую стенку масла нормальной вязкости при давлении 7 кг/см2 требуется около 10 мин. Могут применяться также пористые металлические агломерированные материалы, такие как карбид бора, корунд или оксид бериллия.
Госс предложил использовать кристаллизаторы с внутренними стенками из пористого материала, через которые медленно просачивается смазка. В качестве такого пористого материала особенно хорошо подходит графит с объемом пустот в 17—20%, полученный спеканием прессованных брикетов из смеси порошкообразного графита и смолы. Оптимальная толщина внутренних стенок составляет 6 мм. Для просачивания через такую стенку масла нормальной вязкости при давлении 7 кг/см2 требуется около 10 мин. Могут применяться также пористые металлические агломерированные материалы, такие как карбид бора, корунд или оксид бериллия.На рис. 1395 и 1396 представлена установка для непрерывной разливки, выполненная согласно этому предложению. Формирующая полость кристаллизатора образована двумя пористыми графитовыми цилиндрами 1 и 2 и одним металлическим из меди или алюминия 3. Металлический цилиндр 3, образующий нижнюю часть кристаллизатора, охлаждается с помощью брызгал. Водоохлаждаемые цилиндры 6, 7 также выполнены из меди или алюминия.
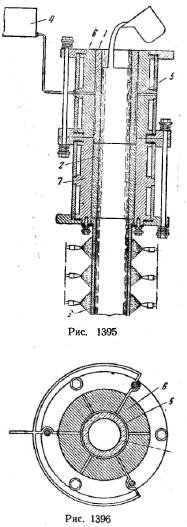 Смазочное масло поступает из резервуара 4 в узкую кольцевую полость 5 между цилиндром 6 и 1 и, проходя через нее, создает масляную пленку. Образующаяся масляная пленка настолько совершенна, что в описываемом кристаллизаторе алюминиевая заготовка диаметром 25 мм длиной 20 м может свободно опускаться вниз под действием собственного веса.
Смазочное масло поступает из резервуара 4 в узкую кольцевую полость 5 между цилиндром 6 и 1 и, проходя через нее, создает масляную пленку. Образующаяся масляная пленка настолько совершенна, что в описываемом кристаллизаторе алюминиевая заготовка диаметром 25 мм длиной 20 м может свободно опускаться вниз под действием собственного веса.В качестве смазки преимущественное применение имеет пальмовое масло. Возможна добавка 5—10% коллоидального графита. Мгновенно образующиеся масляные пары защищают от окисления верхнюю расплавленную часть заготовки.
При непрерывном литье стали через пористые стенки кристаллизатора подается не масло, а, например, ацетилен, который распадается с выделением углерода.
Согласно предложению фирмы Bohler, при непрерывном литье тугоплавких металлов, в особенности стали, через металлические водоохлаждаемые кристаллизаторы в качестве смазки применяются материалы, целиком или частично состоящие из высокомолекулярных кремнистых соединений. Эти материалы сохраняют свое действие при температурах выше 300°. Соприкасаясь с расплавленным или затвердевшим металлом, они разлагаются с выделением кремния или двуокиси кремния, оставляя на поверхности заготовки чрезвычайно тонкую, подобную глазури, пленку, которая улучшает скольжение.
К обычным, состоящим из углеродистых соединений, смазочным материалам можно добавлять примерно до 10% трисиликонхлорида или парасиликонтрихлорида. Хорошее смазывающее действие было также достигнуто при использовании кремнистых соединений, у которых число атомов кремния составляет по крайней мере одну пятую числа атомов углерода.
Этой же фирмой было установлено, что использованные пористые металлические кольца для подачи смазки в условиях непрерывного литья стали в эксплуатации недостаточно надежны.
Недостатки могут быть устранены при применении кристаллизатора, верхний торец которого разделен на отдельные сегменты, создающие систему канавок с помощью промежуточных вставок. Каждый из сегментов имеет независимый подвод смазки преимущественно от общей центральной сказочной станции. На рис. 1397 и 1398 представлен такой кристаллизатор со смазочными канавками 1 и промежуточными вставками 2. Смазка в дозированном количестве поступает по каналу 4 к деталям 3 и, !равномерно распределяясь, переливается через кромку 5.
 Вставка 2 запирается крышкой 6, укрепленной винтами. При этом крышка не прикрывает лишь узкую трубчатую щель 7 в районе сегмента с канавкой, через которую может свободно выходить смазка.
Вставка 2 запирается крышкой 6, укрепленной винтами. При этом крышка не прикрывает лишь узкую трубчатую щель 7 в районе сегмента с канавкой, через которую может свободно выходить смазка.В установках непрерывного литья, в которых жидкий металл попадает в кристаллизатор через стационарное разливочное устройство, применяется введенный фирмой Eisenwerke Gelsenkirchen подвижный, например вращающийся распределитель смазки, обеспечивающий принудительное равномерное распределение ее вдоль всей рабочей поверхности стенок кристаллизатора.
Ta же фирма для установок с подвижным разливочным устройством расположила узел подвода смазки на самом разливочном устройстве. На рис. 1399 показано такое расположение узла подвода смазки в установке для литья труб. В кольцеобразную полость 3 между изложницей 1 и внутренней оправкой 2 заливается металл с помощью поворотного желоба 4, имеющего выпускные отверстия 5. Под желобом 4 расположено большое число трубок 7 и S, вмонтированных в опорное кольцо 6. Через выпускные отверстия 9 в трубках 8 и 7 смазка 10 подается соответственно на внутреннюю стенку изложницы и на наружную стенку внутренней оправки 2.
В процессе отливки металлических полос для предотвращения «прилипания» отливки к стенкам формы требуется вводить смазочный материал в струю расплавленного металла.
Основная трудность получения качественной поверхности изделия при непрерывном литье заключается в регулировании количества подаваемой смазки и равномерности ее распределения.
Исходя из этих соображений, Фаупель в 1921 г. предложил вводить смазку в определенных количествах в парообразном состоянии и спроектировал для этого специальное приспособление, показанное на рис. 1400.
 Здесь 1 означает поршень машины для литья, 2 — водоохлаждаемая изложница. Из расположенного сбоку резервуара масло по трубе 4 попадает в камеру 3 и поднимается в полусферический испарительный бак 5, перекрытый сверху упругой мембраной 6. Цифрой 7 обозначена труба, верхний конец которой возвышается над уровнем жидкости в баке 5, а нижний входит в канал 11. На нижнем конце трубы имеется вентиль 8, связанный тягой с мембраной 6 и системой рычагов 9, 10. Когда мембрана вдавлена вниз, нижнее отверстие трубы 7 открывается и часть масляных паров, образовавшихся под действием газового обогрева в баке 5, поступает в канал 11.
Здесь 1 означает поршень машины для литья, 2 — водоохлаждаемая изложница. Из расположенного сбоку резервуара масло по трубе 4 попадает в камеру 3 и поднимается в полусферический испарительный бак 5, перекрытый сверху упругой мембраной 6. Цифрой 7 обозначена труба, верхний конец которой возвышается над уровнем жидкости в баке 5, а нижний входит в канал 11. На нижнем конце трубы имеется вентиль 8, связанный тягой с мембраной 6 и системой рычагов 9, 10. Когда мембрана вдавлена вниз, нижнее отверстие трубы 7 открывается и часть масляных паров, образовавшихся под действием газового обогрева в баке 5, поступает в канал 11.Приспособление отрегулировано таким образом, что открывание вентиля происходит при движении поршня вверх. Вентиль снова закрывается перед самым окончанием подъема поршня.
На рис. 1401 изображено изобретенное Бесеем в 1922 г. смазочное устройство к машине для литья под давлением типографского металла.
Устройство обеспечивает введение смазки, например масла, в струю металла перед входом его в кристаллизатор. Смазка подается небольшим насосом через форсунку, установленную соосно с кристаллизатором. Выпускное отверстие форсунки регулируется игольчатым вентилем.
Фирма International Nickel Company на поверхности расплавленного металла создает методом термического разложения углеводородистого вещества тонкий слой сажи. Сажа попадает на стенки кристаллизатора, опускается вниз вместе с заготовкой и, наконец, сгорает после выхода из кристаллизатора. Этот процесс получил распространение в основном при литье меди и ее сплавов. На рис. 1402 показана установка для осуществления этого процесса. На рис. 1403 изображен медный с хромированной электролитическим методом рабочей поверхностью кристаллизатор, имеющий продольный разъем и подвергаемый колебаниям в направлении, перпендикулярном оси заготовки.
Кожух 1 перекрывает разливочный носок печи 2. Кожух забавлен защитным газом, состоящим в основном из CO и N2.
Углеводороды, например метан или пропан, которые на поверхности расплавленной ванны, имеющей температуру около 1120°, разлагаются на сажу и водород, подводятся через диск с отверстиями 3.
При этом необходимо следить, чтобы содержание водорода в атмосфере над расплавленной ванной не превышало 8%, так как медь очень легко поглощает этот газ.
 Фирма Joseph Sankey вводит горючий углеродсодержащий газ в пространство между свежеобразовавшейся корочкой на затвердевающем металле и стенками кристаллизатора в месте, расположенном непосредственно под зоной затвердевания. Вместе с газом вводится воздух в количестве, недостаточном для полного сгорания. Происходит неполное сгорание с осаждением между корочкой металла и стенками кристаллизатора углерода, используемого в качестве смазки. Вещество, содержащее углерод, может вводиться и в виде жидкости.
Фирма Joseph Sankey вводит горючий углеродсодержащий газ в пространство между свежеобразовавшейся корочкой на затвердевающем металле и стенками кристаллизатора в месте, расположенном непосредственно под зоной затвердевания. Вместе с газом вводится воздух в количестве, недостаточном для полного сгорания. Происходит неполное сгорание с осаждением между корочкой металла и стенками кристаллизатора углерода, используемого в качестве смазки. Вещество, содержащее углерод, может вводиться и в виде жидкости.Согласно другому методу, под зону затвердевания подается сжатый газ вместе с маслом или другим смазочным материалом. В этом случае не требуется, чтобы в состав газа входил углерод, а может использоваться азот или водород. Введение газа под давлением способствует также удалению шлаков из пространства между металлом и кристаллизатором. На рис. 1404—1407 представлен кристаллизатор для непрерывного литья цветных металлов.
Рис. 1404 является вертикальным сечением по оси BB конструкции, изображенной на рис. 1405. Рис. 1405 представляет вид в плане, а рис. 1406 — поперечное сечение по AA. Рис. 1407 разъясняет принцип работы.
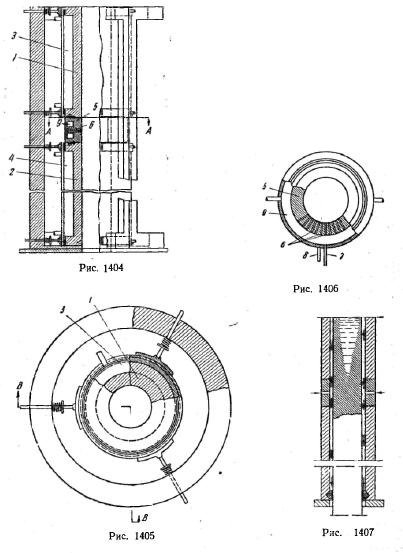 Кристаллизатор состоит из двух частей 1 и 2 и охлаждающих коробок 3 и 4. Под зоной затвердевания расположено смазывающее кольцо 5, имеющее большое число отверстий 6, диаметр которых, например, в одном из исполнений составляет 0,38 мм.
Кристаллизатор состоит из двух частей 1 и 2 и охлаждающих коробок 3 и 4. Под зоной затвердевания расположено смазывающее кольцо 5, имеющее большое число отверстий 6, диаметр которых, например, в одном из исполнений составляет 0,38 мм.Через трубку 7 вводится смазка, например керосин, терпентиновое масло, канифоль, метан, этан, этилен или ацетилен, а через трубку 8 — воздух. Цифрой 9 обозначены охлаждающие коробки. При литье свинцовомедных сплавов часть свинца, не входящая в твердый раствор, не затвердевает до тех пор, пока температура не снизится примерно до 315°. В этих случаях азот, водород или какой-либо другой пригодный для этой цели газ вводится под давлением совместно со смазкой. Давление не должно превышать 1,7 кг/см2. Применение масла в качестве смазки при непрерывном литье стали приводит к образованию пористой поверхности заготовки. Кроме того, до настоящего времени использование материалов, выделяющих углерод, ограничивается областью металлов, которые не растворяют этот элемент.
Соответственно изобретению фирмы Manesmann при непрерывном литье стали на поверхность разливаемого металла подают материалы, дающие при разложении сажу (например, ацетилен, бутадиен, пропан, бензол, терпентин, нафталин, антрацен).
Эти материалы не должны осаждаться в неразложившемся виде на стенках кристаллизатора. Одновременно заготовка и кристаллизатор в процессе литья перемещаются один вдоль другого, обеспечивая поступление сажи, используемой как смазочный материал, в пространство между заготовкой и стенками кристаллизатора.
Например, при движении кристаллизатора вверх и вниз сажа оседает на. стенках кристаллизатора в процессе подъема, а при опускании жидкая ванна контактирует уже со стенками кристаллизатора, покрытыми слоем -сажи. Поскольку затвердевание стали происходит сразу же после ее соприкосновения со стенками кристаллизатора, растворения сажи сталью практически не происходит. Добавляемый материал, кроме того, образует на верхней поверхности заготовки дымовую завесу, защищающую ее от интенсивного теплоизлучения и от контакта с воздухом. По этим соображениям целесообразно располагать кристаллизатор над уровнем жидкой ванны на расстоянии, составляющем величину не менее чем размер поперечника отливаемой заготовки.
Для усиления защитного эффекта целесообразно вводить аргон, азот, сухую окись углерода или коксовый газ.
При непрерывном литье стали введение в формирующую полость кристаллизатора ацетилена или другого аналогичного углеводорода одновременно с воздухом приводит к крекингованию углерода с образованием воды. Вода оседает на стенках кристаллизатора в виде мелких капелек поверх слоя сажи. При этом вследствие парообразования и диссоциации паров могут происходить мощные реакции с расплавленным металлом, создающие в слитке газовые раковины.
Фирма Bancock Wilcoks отметила, что причиной низкого качества заготовок является содержащая углеводороды смазка. Фирмой было установлено, что при непрерывном литье можно избежать образование пустот и газовых пузырей в заготовке, если вместе с жидким металлом вводить твердый практически сухой и не содержащий кислорода высокоуглеродистый материал. Этот материал должен поглощать кислород, предотвращая тем самым образование металлических окислов; последние имеют склонность «прилипать» к стенкам кристаллизатора. В то же время этот материал должен обладать способностью создавать разделительный слой между стенкой кристаллизатора и образующейся заготовкой.
В первую очередь применяют животный и древесный уголь и практически безводный и безводородный дистиллированный уголь с содержанием золы менее 4%.
Очень хорошо подходит для этой цели особо чистый древесный уголь с крупностью зерен менее 0,5 мм. Его можно вводить в количестве от 30 до 150 г в минуту при скорости литья от 230 до 450 кг жидкого металла в минуту. Этого количества древесного угля достаточно, чтобы связать кислород в окись углерода и обеспечить сохранение несгоревшего остатка, образующего тонкий слой угольной пыли на стенках кристаллизатора.
Согласно совместному патенту фирм Hackethal Drahtund Kabelwerke и Osnabrucker Kupferund Dahtwerkes, жидкая верхняя часть заготовки, в особенности если идет речь о меди, содержащей CuO, покрывается сажей, полученной путем диссоциации углеводородистого вещества. Такая сажа получается преимущественно путем разложения ацетилена в вольтовой дуге и известна в продаже под названием Anacarbon. Она имеет значительно меньший насыпной вес, чем другие ранее применявшиеся сорта сажи. Применение такой сажи обеспечивает хорошее улетучивание газов из расплавленного металла. Проще всего насыпать сажу на дно затравки, а затем подсыпать ее в расплавленную ванну металла в кристаллизаторе.
При этом, исключается реакция расплавленной меди с диссоциированной сажей и обеспечивается получение чистой наружной поверхности заготовки. Такой же успех достигается и на раскисленной меди и медных сплавах.
Установка для непрерывного литья Госса (1947 г.), предназначенная главным образом для стали или меди, характеризуется в первую очередь кристаллизатором из отдельных водоохлаждаемых секций. Секции располагаются друг за другом в продольном направлении, имея возможность свободно сходиться и расходиться. Внутренние диаметры каждой секции ступенчато увеличиваются сверху вниз.
В образующийся таким образом зазор между заготовкой и кристаллизатором вводится под постоянным давлением смазка, например графитовый порошок.
 При этом затвердевшая внешняя корочка, находящаяся под гидравлическим давлением расплавленного металла, получает хорошее скольжение. На рис. 1408 представлена схема подачи смазки 1, а на рис. 1409 в увеличенном виде показаны уступы между отдельными секциями кристаллизатора. Под самой нижней секцией 2 производится подача смазки в кристаллизатор. Верхняя секция 3, выполняемая преимущественно из меди, не может смазываться так, как смазываются остальные секции. В связи с этим на ее формирующие стенки либо наносят коллоидальный раствор графита, либо выполняют их с покрытием, не дающим «прилипания» (например, покрытие серебром для литья стали и молибденом — для меди).
При этом затвердевшая внешняя корочка, находящаяся под гидравлическим давлением расплавленного металла, получает хорошее скольжение. На рис. 1408 представлена схема подачи смазки 1, а на рис. 1409 в увеличенном виде показаны уступы между отдельными секциями кристаллизатора. Под самой нижней секцией 2 производится подача смазки в кристаллизатор. Верхняя секция 3, выполняемая преимущественно из меди, не может смазываться так, как смазываются остальные секции. В связи с этим на ее формирующие стенки либо наносят коллоидальный раствор графита, либо выполняют их с покрытием, не дающим «прилипания» (например, покрытие серебром для литья стали и молибденом — для меди).Увеличение поперечника от секции к секции составляет, например, в установке для непрерывного литья стальных заготовок сечением 100х100 мм 0,8—3 мм. Установка позволяет получать очень плотные заготовки с хорошей наружной поверхностью.
- Неметаллические рабочие поверхности крсталлизатора
- Металлические рабочие поверхности кристаллизатора
- Резка слитка на мерные длины
- Удаление слитка из литейной машины
- Регулирование скорости вытягивания слитка
- Устройства для вытягивания слитка
- Устройства для опускания слитка при полунепрерывном литье
- Механизм опускания слитка
- Затравка (поддон)
- Детали конструкций установок непрерывного литья
