Регулирование скорости вытягивания слитка
Для регулирования скорости вытягивания слитка в зависимости от уровня металла в кристаллизаторе Вебстер применил фотоэлемент (рис. 1332). При колебании уровня металла в кристаллизаторе в фотоэлемент попадает большее или меньшее количество света; возникающий в фотоэлементе электрический ток через реле регулирует скорость вращения тянущих роликов.
Вместо фотоэлемента или в дополнение к нему применяют оптический пирометр. Принцип действия его заключается в том, что при повышении температуры выходящего слитка происходит уменьшение тока, подводимого к мотору вытягивающих роликов. С помощью устройства с фотоэлементом можно также управлять наклоном тигля или печи, из которых производится разливка металла.
 На рис. 1333 показано устройство Вебстера, в котором скорость вытягивания слитка автоматически приводится в соответствие с уровнем зеркала расплавленного металла в кристаллизаторе при помощи контактного стержня 1 из графита. Кроме того, зеркало металла поддерживается постоянным и в промежуточном резервуаре 2 при помощи контактного стержня 4, связанного с устройством для автоматической регулировки наклона индукционной плавильной печи 3. Подводящая металл вращающаяся трубка 5 на нижнем конце имеет четыре лопасти 6 (рис. 1334), благодаря чему обеспечивается хорошее распределение металла, поступающего в горизонтальной плоскости. Вращательного движения металла можно достигнуть и при неподвижной подводящей трубке 5, если выпускные отверстия в ней устроены так, как показано на рис. 1335—1338. При горизонтальном движении металла в кристаллизаторе 7 шлак собирается в одном месте в центре и может быть легко удален.
На рис. 1333 показано устройство Вебстера, в котором скорость вытягивания слитка автоматически приводится в соответствие с уровнем зеркала расплавленного металла в кристаллизаторе при помощи контактного стержня 1 из графита. Кроме того, зеркало металла поддерживается постоянным и в промежуточном резервуаре 2 при помощи контактного стержня 4, связанного с устройством для автоматической регулировки наклона индукционной плавильной печи 3. Подводящая металл вращающаяся трубка 5 на нижнем конце имеет четыре лопасти 6 (рис. 1334), благодаря чему обеспечивается хорошее распределение металла, поступающего в горизонтальной плоскости. Вращательного движения металла можно достигнуть и при неподвижной подводящей трубке 5, если выпускные отверстия в ней устроены так, как показано на рис. 1335—1338. При горизонтальном движении металла в кристаллизаторе 7 шлак собирается в одном месте в центре и может быть легко удален. При разливке слитков из тугоплавких металлов очень трудно поддержать постоянный расход металла, так как температура жидкого металла очень сильно влияет па его вязкость.
При разливке слитков из тугоплавких металлов очень трудно поддержать постоянный расход металла, так как температура жидкого металла очень сильно влияет па его вязкость.Поэтому фирма Gerb. Bohler Co AG регулирует процесс разливки изменением скорости вытягивания слитка в зависимости от уровня металла в кристаллизаторе.
При разливке слитков из стали визуальное наблюдение за зеркалом металла из-за резкого света и густого дыма затруднено; зонды, электроды и т. п., даже если они и выдерживают высокие температуры при разливке, стали неэффективны.
 Фирма Gebr Bohler Co AG предложила автоматическое регулирование процесса разливки при помощи термопар 1 и 2, помещенных в зеркале кристаллизатора (рис. 1339). Если скорость вытягивания меньше скорости поступления металла, то зеркало металла поднимается до уровня термопары 1. Как только эта точка будет достигнута, происходит скачкообразное увеличение термоэлектродвижущей силы, вызывающее через реле повышение скорости вытягивания. При опускании зеркала металла ниже термопары 2 термоэлектрический ток в пей скачкообразно падает, вытягивание слитка замедляется или прекращается совсем; зеркало металла повышается снова.
Фирма Gebr Bohler Co AG предложила автоматическое регулирование процесса разливки при помощи термопар 1 и 2, помещенных в зеркале кристаллизатора (рис. 1339). Если скорость вытягивания меньше скорости поступления металла, то зеркало металла поднимается до уровня термопары 1. Как только эта точка будет достигнута, происходит скачкообразное увеличение термоэлектродвижущей силы, вызывающее через реле повышение скорости вытягивания. При опускании зеркала металла ниже термопары 2 термоэлектрический ток в пей скачкообразно падает, вытягивание слитка замедляется или прекращается совсем; зеркало металла повышается снова.При использовании этой конструкции имеются трудности, с одной стороны, из-за необходимости изолированного ввода проводов через водоохлаждаемую рубашку и обеспечения их водонепроницаемости при повышенном давлении, с другой стороны, из-за необходимости смены кристаллизатора при износе внутренних стенок и при переходе на другие сечения слитка.
Фирма Stenische Guss Stahlwerke AG предложила способ регулирования уровня металла в вертикальных кристаллизаторах при помощи индукционной катушки; эта катушка образует первичную обмотку трансформатора; кристаллизатор 1 представляет собой коротко-замкнутую вторичную обмотку из меди, а содержимое кристаллизатора 3 — сердечник (рис. 1340); 2— охлаждающий кожух. На уровне металла 4 в кристаллизаторе установлена катушка 6, по которой идет переменный ток; 5 — затвердевшая часть слитка, при повышении уровня металла сила тока в катушке уменьшается, а при понижении растет. Импульсы тока от катушки могут быть использованы для автоматического регулирования подачи жидкого металла в кристаллизатор или для регулирования скорости движения вытягивающего устройства.
При разливке стали Гербер предложил использовать для регулирования скорости вытягивания слитка в зависимости от уровня металла в кристаллизаторе радиоактивное излучение. На рис. 1341 контейнер 1 с радиоактивным веществом излучает альфа, бета- или гамма-лучи, которые улавливаются счетчиком Гейгера-Мюллера 2. Последний через усилитель 3 с реле 4 и контактами 5 управляет скоростью вращения мотора 6, а следовательно, и скоростью вытягивающих роликов 7 и 8. Этот же метод можно применить и для контроля зеркала металла в ковше 9.
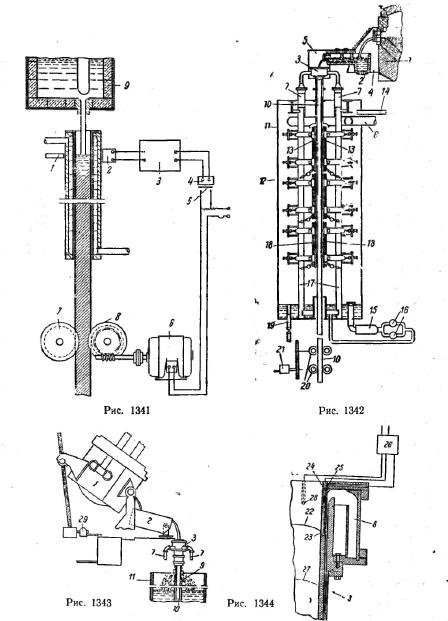 На рис. 1342—1344 представлено устройство фирмы Babcock Wilcox Company для автоматического управления вытягивающим устройством. На рис. 1342 показан общий вид разливочной установки, на рис. 1343 — верхняя часть кристаллизатора, а на рис. 1344 — разрез части кристаллизатора в увеличенном масштабе. Струя металла из качающейся электродуговой печи 1 поступает в промежуточное разливочное устройство 2 и в кристаллизатор 3. Защитные колпаки 4 и 5 с инертным газом защищают металл от окисления. Вода для охлаждения кристаллизатора подводится по трубопроводам 6 и 7 через распределительную камеру 8. После выхода из кристаллизатора вода отводится экраном 9 от слитка 10 и стекает в резервуар 11 с дополнительным воздушным охлаждением 12. В зоне вторичного охлаждения слиток охлаждается водой из сопел 18 и поддерживается опорными роликами 13. Образующийся пар удаляется по трубкам 14.
На рис. 1342—1344 представлено устройство фирмы Babcock Wilcox Company для автоматического управления вытягивающим устройством. На рис. 1342 показан общий вид разливочной установки, на рис. 1343 — верхняя часть кристаллизатора, а на рис. 1344 — разрез части кристаллизатора в увеличенном масштабе. Струя металла из качающейся электродуговой печи 1 поступает в промежуточное разливочное устройство 2 и в кристаллизатор 3. Защитные колпаки 4 и 5 с инертным газом защищают металл от окисления. Вода для охлаждения кристаллизатора подводится по трубопроводам 6 и 7 через распределительную камеру 8. После выхода из кристаллизатора вода отводится экраном 9 от слитка 10 и стекает в резервуар 11 с дополнительным воздушным охлаждением 12. В зоне вторичного охлаждения слиток охлаждается водой из сопел 18 и поддерживается опорными роликами 13. Образующийся пар удаляется по трубкам 14.Вода, собирающаяся на дне резервуара, удаляется насосом 15 и через фильтр 16 по трубкам 17 снова подводится к соплам 18; часть воды беспрерывно сливается через сливную трубу 19.
Ниже резервуара 11 слиток захватывается тянущими роликами 20. Ролики приводятся во вращение мотором 21 с периодически меняющейся скоростью, вследствие чего уровень металла в кристаллизаторе периодически изменяется. Цикл разливки состоит в том, что в начале слиток опускается со скоростью, превосходящей скорость поступления жидкого металла; при этом происходит понижение уровня металла в течение определенного отрезка времени, после чего мотор тянущих валков выключается и зеркало металла снова повышается. Выключение мотора производится температурным датчиком, установленным в стенке кристаллизатора. Как только зеркало металла поднимется до уровня 22, в термопаре 23 возникнет термоэлектродвижущая сила, которая повышается в усилителе 26; с помощью датчиков, помещенных в отверстиях 24 и 25, включаются тянущие ролики, продолжительность работы которых определяется специальным прибором. Нижнее положение зеркала металла показано на рис. 1344 линией 27. Имеются предохранительные устройства, вступающие в действие в случае неисправности термопар или чрезмерном поступлении металла в кристаллизатор. Кроме того, предусмотрена система световых или звуковых сигналов.
 Для устранения возможности переливания металла через верх кристаллизатора установлена термопара 28, расположенная на расстоянии 75—100 мм от верха. При подъеме уровня металла до спая термопары возникает сигнал для остановки или реверса мотора 29 (рис. 1343), наклоняющего промежуточный резервуар 2 и печь 1.
Для устранения возможности переливания металла через верх кристаллизатора установлена термопара 28, расположенная на расстоянии 75—100 мм от верха. При подъеме уровня металла до спая термопары возникает сигнал для остановки или реверса мотора 29 (рис. 1343), наклоняющего промежуточный резервуар 2 и печь 1.Устройство для пуска тянущих роликов только при достижении зеркалом металла заданногоуровня предложил Коатс (1919 г.). Оно представлено на рис. 1345. Шкив 1, жестко связанный с тянущим роликом 9, соединен ремнем 3 с приводным шкивом 2; вначале ремень не натянут. При замыкании электрической цепи 4, вследствие соприкосновения электрода 5 с зеркалом металла, соленоид 6 втягивает железный сердечник 7 и освобождает рычаг 8; пружина 10 натягивает ремень 3 и тем самым приводятся в действие тянущие ролики.
- Устройства для вытягивания слитка
- Устройства для опускания слитка при полунепрерывном литье
- Механизм опускания слитка
- Затравка (поддон)
- Детали конструкций установок непрерывного литья
- Регулирование температуры при подводе металла
- Регулирование подачи металла
- Распределение расплавленного металла в кристаллизаторе
- Питающие сопла
- Разливочные желоба и распределительные устройства
