Устройства для вытягивания слитка
Для разливки длинных слитков рекомендуется использовать вращающиеся ролики. Скорость вращения роликов определяет скорость перемещения слитка. Ролики обычно занимают определенное положение в пространстве, причем один ролик устанавливается на неподвижной оси, тогда как другой прижимается к слитку. При разливке длинных слитков возможно коробление последних, что может привести к заклиниванию слитка в кристаллизаторе. Для устранения этого явления фирма Gebr. Bohler Co AG не закрепляет оси тянущих роликов (рис. 1298 и 1299). Карданные валы вращают тянущие ролики, которые прижимается к слитку под воздействием тяги 2 и рычагов 1. На рис. 1298 ось 3 жестко закреплена в пространстве, а на рис. 1299 оси роликов перемещаются в кулисах.

 На рис. 1300 и 1301 показаны устройства фирмы I. S. Fries Sohn (1941 г.) для вытягивания слитков; валки установлены на салазки, симметрично перемещающиеся относительно оси слитка посредством зубчатой передачи.
На рис. 1300 и 1301 показаны устройства фирмы I. S. Fries Sohn (1941 г.) для вытягивания слитков; валки установлены на салазки, симметрично перемещающиеся относительно оси слитка посредством зубчатой передачи.Эта же фирма спроектировала устройства, которые должны удовлетворять следующим требованиям:
1. Легкость установки без непосредственного участия оператора.
2. Обеспечение сильного постоянного давления валков на слиток во время разливки.
3. Обеспечение давления валков при небольших изменениях поперечного сечения слитка в процессе разливки.
4. Легкость переключения с режима на режим.
5. Надежное в эксплуатации обеспечение торможения слитка.
На рис. 1302 показано одно из предложенных устройств. Цилиндр 1 с сжатым воздухом вращает посредством зубчатой рейки 2 и шестерни 3 вал 4, который, в свою очередь, при помощи несамотормозящихся передач связан с механизмами перемещения тянущих валков 5. Поршень 1 прижимает в процессе разливки валки к слитку и служит для установки их перед разливкой. Для того чтобы при падении давления воздуха в цилиндре 1 или при повреждении трубопроводов не произошло проскальзывания слитка, установлен обратный клапан 13 и тормоз 6, действующий от пневматического цилиндра 7. Спиральная пружина, установленная в верхней части цилиндра 7, вызывает торможение вала 4 через тормоз 6 в том случае, если давление в цилиндре 1, связанном с цилиндром 7, значительно уменьшается; несмотря на понижение давления в цилиндре 1, давление валков 5 на слиток сохраняется и последний не падает вниз. Когда поршень цилиндра 1 должен двигаться вверх, действие тормоза 6 блокируется устройством 12, которое системой рычагов 9 или тросом Боудена 11 связано с рукояткой 10, регулирующей положение 4-ходового крана 8. При движении поршня 1 вниз тормоз 6 растормаживается сжатым воздухом цилиндра 7; в случае падения давления воздуха в цилиндре 1 при работающих валках тормоз 6, как указано выше, включается под действием пружины.
При разливке стальных слитков нагрузка на тянущие ролики может составлять 10 т и более; при таком давлении роликов слиток может деформироваться; опасность деформации особенно велика для полых слитков. Юнганс предложил при разливке ферромагнитных материалов удерживать слиток магнитами. Такой способ можно применять в том случае, если температура слитка, по крайней мере в затвердевшей корочке, опускается ниже температуры точки Кюри.
На рис. 1303 и 1304 тянущий ролик 1, закрепленный на валу 2, намагничивается катушкой 3. Устройство, представленное на рис. 1305 и 1306, имеет магнитные ролики 4, 5, 6 и 7, попарно образующие северный и южный полюса сердечника магнита 8 и являющиеся осями магнитных роликов; 9 — катушка магнита. На рис. 1307 и 1308 слиток является сердечником соленоидной катушки 10.
 Фирма Gebr. Bohler Co AG установила, что даже относительно небольшое давление тянущих роликов может вызвать нежелательную деформацию слитка и что давление роликов можно допустить только в зоне, где достигнуто температурное равновесие между периферией и центром слитка. В этом случае давление не оказывает влияния на структуру слитка.
Фирма Gebr. Bohler Co AG установила, что даже относительно небольшое давление тянущих роликов может вызвать нежелательную деформацию слитка и что давление роликов можно допустить только в зоне, где достигнуто температурное равновесие между периферией и центром слитка. В этом случае давление не оказывает влияния на структуру слитка.Тянущие устройства необходимо охлаждать, особенно при разливке стали, так как иначе перегреваются и валки и подшипники.
На рис. 1309 показано устройство, предложенное в 1952 г. фирмой Gebr. Bohler Co AG, где охлаждающая вода, подводимая в участке 1 через приводную зубчатую шестерню 2, проходит через валок камеры 3, отверстия 4 и через сопло 5 выходит в виде струй или пара. Распыленную через сопло воду можно применить для дополнительного охлаждения слитка.
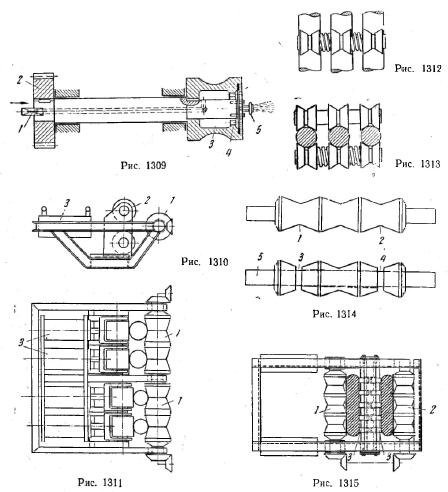 При одновременном вытягивании одной парой валков двух или более слитков, имеющих одинаковые размеры по сечению, может произойти проскальзывание слитка меньшего размера. Этот недостаток устраняется фирмой Wieland-Werke AG при помощи устройства с одним или несколькими приводными тянущими валками 1 и несколькими неприводными поддерживающими валками 2 с пневматическими цилиндрам 3 (рис. 1310 и 1311).
При одновременном вытягивании одной парой валков двух или более слитков, имеющих одинаковые размеры по сечению, может произойти проскальзывание слитка меньшего размера. Этот недостаток устраняется фирмой Wieland-Werke AG при помощи устройства с одним или несколькими приводными тянущими валками 1 и несколькими неприводными поддерживающими валками 2 с пневматическими цилиндрам 3 (рис. 1310 и 1311).На рис. 1312 и 1313 показано другое вытягивающее устройство фирмы Wieland-Werke AG (1943 г.) для одновременной разливки нескольких слитков. Ролики 1 жестко связаны с валом, тогда как ролики 2 подвижны в осевом направлении и проворачиваются на валу. Слиток меньшего диаметра надежно вытягивается своей парой роликов, независимо от соседнего слитка большего диаметра, поскольку последний имеет возможность раздвинуть подвижные ролики 2. Аналогичная идея заложена в конструкции устройства для вытягивания одновременно двух слитков, показанного на рис. 1314. Крайние ролики с выточками 1, 2, 3 и 4 на валу 5 могут смещаться в стороны, чем обеспечивается надежное вытягивание обоих слитков, несколько отличающихся по диаметру друг от друга.
Устройство фирмы Wieland-Werke AG, показанное на рис. 1315, предназначено для одновременного вытягивания двух слитков прямоугольного или аналогичного поперечного сечения.
Слитки захватываются приводным валком 1 или 2 и прижимаются к роликам 3, расположенным между валками. С помощью этого устройства можно одновременно и с различными скоростями вытягивать слитки разного поперечного сечения.
Фирма Gebr. Bohler Co AG предложила для одновременной разливки нескольких слитков тянущее устройство, в котором оси роликов, насаженных на вал, могут перемещаться относительно оси вала (рис. 1316 и 1317); пунктиром здесь показаны слитки с различной конфигурацией поперечного сечения.
 На рис. 1318 показана другая, также предложенная фирмой Gebr. Bohler Co AG в 1954 г., конструкция вытягивающего валка. На валу 1 с помощью шпонки 3 укреплено зубчатое колесо 2, которое находится в зацеплении с зубьями 5 на внутренней стороне цилиндра 4. Благодаря закругленной форме поверхности головки зубьев колеса поверхность цилиндра 4 в случае разливки слитков разного диаметра может установиться под некоторым углом к валу 1 и обеспечить надежное вытягивание обоих слитков. Если между такими валками вытягивается только один слиток, то по обе стороны цилиндра вставляют упругие кольца 6.
На рис. 1318 показана другая, также предложенная фирмой Gebr. Bohler Co AG в 1954 г., конструкция вытягивающего валка. На валу 1 с помощью шпонки 3 укреплено зубчатое колесо 2, которое находится в зацеплении с зубьями 5 на внутренней стороне цилиндра 4. Благодаря закругленной форме поверхности головки зубьев колеса поверхность цилиндра 4 в случае разливки слитков разного диаметра может установиться под некоторым углом к валу 1 и обеспечить надежное вытягивание обоих слитков. Если между такими валками вытягивается только один слиток, то по обе стороны цилиндра вставляют упругие кольца 6.На рис. 1319 и 1320 показано тянущее устройство Юнганса, в котором вспомогательные нажимные ролики 1 и 2 прижимают каждый слиток к одному из тянущих валков. Эти ролики вращаются на неподвижных осях в раме 3, которая сама свободно опирается на валки выступами 4 и 5. Против валков находятся опорные ролики 6, смонтированные на самоустанавливающихся опорах. Перед разливкой слитков рычаг 7 нагружают грузами 9, отпуская лебедку 8 до такого положения, когда опорные ролики 6 и вспомогательные нажимные ролики 1 и 2 прижимаются к слитку с усилием, которое удерживает слиток и в случае отхода от него тянущего валка 10.
 Для устранения зависаний слитка кристаллизатору сообщают возвратно-поступательное движение; в этом случае при разливке тугоплавких металлов для вытягивания слитка требуются значительные усилия. Фирма Gebr. Bohler Co AG рекомендует прерывный способ вытягивания слитка. Устройства для резки слитка также должны работать по прерывистому циклу. Такого цикла работы можно добиться путем включения между мотором и тянущими роликами дифференциальной передачи. На рис. 1321 показано применяемое для этого устройство. Число оборотов мотора 1 плавно регулируется передачей 2; через дифференциальную передачу крутящий момент передается шестерне 4 тянущих валков; 3 — выравнивающий редуктор. В затвердевшей корочке слитка могут образоваться трещины. Трещины могут привести к прорыву жидкого металла из слитка.
Для устранения зависаний слитка кристаллизатору сообщают возвратно-поступательное движение; в этом случае при разливке тугоплавких металлов для вытягивания слитка требуются значительные усилия. Фирма Gebr. Bohler Co AG рекомендует прерывный способ вытягивания слитка. Устройства для резки слитка также должны работать по прерывистому циклу. Такого цикла работы можно добиться путем включения между мотором и тянущими роликами дифференциальной передачи. На рис. 1321 показано применяемое для этого устройство. Число оборотов мотора 1 плавно регулируется передачей 2; через дифференциальную передачу крутящий момент передается шестерне 4 тянущих валков; 3 — выравнивающий редуктор. В затвердевшей корочке слитка могут образоваться трещины. Трещины могут привести к прорыву жидкого металла из слитка.Для устранения этой опасности, фирма British Iron and Steel Research Association устанавливает кристаллизатор на пружинах (рис. 1322). При увеличении трения кристаллизатор опускается вместе со слитком до тех пор, пока последний вследствие усадки не отстанет от стенок кристаллизатора; в этот момент кристаллизатор пружинами возвращается в верхнее, исходное положение. При разливке 76 мм круглых стальных слитков в водоохлаждаемый медный кристаллизатор со скоростью 0,9 м/мин амплитуда колебаний кристаллизатора ограничивается величиной до 5 мм; пружины развивают при сжатии противодавление около 90 кг. Фактически амплитуда движения кристаллизатора достигает только 25 мм. Кристаллизатор можно также подвесить на противовесах. В одной из последующих конструкций кристаллизатор был смонтирован неподвижно, а когда сопротивление вытягивания, обусловленное трением, слишком сильно увеличивалось, временно отключались тянущие ролики.
Фирма Low Moor Alloy Steelworks Limited считает, что хотя установка кристаллизатора на пружинах и обладает некоторыми преимуществами, однако применение пружин влечет за собой ряд недостатков и суживает возможности регулирования. Она предложила заменить пружины гидравлическими устройствами (рис. 1323). Здесь кристаллизатор 1 связан через крестовину 2 с поршнями 3 гидравлических цилиндров 4. Последние посредством трубопроводов 5 с вентилем 6 и 7 соединены с резервуаром сжатого воздуха 8. В нем давление контролируется предохранительным клапаном 9 и регулирующим вентилем 10; трубопровод 11 соединен с источником сжатого воздуха.
 По предложению Лушеновского на внутренней стенке кристаллизатора 1 (рис. 1324 и 1325) делаются мелкие продольные бороздки 2. Эти бороздки образуют на слитке 3 ребра 4. Затравка имеет также мелкие ребра, входящие в бороздки кристаллизатора. Под кристаллизатором расположен тянущий червяк 5, входящий в зацепление с ребрами на слитке.
По предложению Лушеновского на внутренней стенке кристаллизатора 1 (рис. 1324 и 1325) делаются мелкие продольные бороздки 2. Эти бороздки образуют на слитке 3 ребра 4. Затравка имеет также мелкие ребра, входящие в бороздки кристаллизатора. Под кристаллизатором расположен тянущий червяк 5, входящий в зацепление с ребрами на слитке.Иллингворт в 1887 г. предложил для вытягивания слитков устройство, показанное на рис. 1326.
В устройстве, предложенном Маццоло, и изображенном на рис. 1327 и 1328, слиток вытягивается из кристаллизатора при помощи одной или нескольких металлических лент 1.
Фирма Die Deutsche Goldund Silber-Scheide-Anstalt vormals Roessler предложила вращать слиток при его вытягивании (рис. 1329 и 1330). Винтовая направляющая 1 укрепляется посредством брусков 2 на каркасе разливочной машины. Слиток вращается цепью, расположенной между витками направляющей 1, с помощью мотора 3.
На рис. 1331 показан способ вращения слитка при помощи трех валков, установленных под углом. При этом способе устраняется приваривание отливки к кристаллизатору и не требуется точной центровки слитка.

- Устройства для опускания слитка при полунепрерывном литье
- Механизм опускания слитка
- Затравка (поддон)
- Детали конструкций установок непрерывного литья
- Регулирование температуры при подводе металла
- Регулирование подачи металла
- Распределение расплавленного металла в кристаллизаторе
- Питающие сопла
- Разливочные желоба и распределительные устройства
- Транспортировка расплавленного металла к кристаллизатору
