Затравка (поддон)
До момента затвердевания переднего конца слитка дно кристаллизатора должно быть закрыто.
По предложению Деринкеля дно кристаллизатора 1 закрывается стаканом 2 с конической внутренней полостью (рис. 1225). На рис. 1226 показано литейное устройство конструкции Дюпеи. Подводящая металл труба 1, изготовленная из одной заготовки, снабжена коническим штырем 2. В приспособлении на рис. 1227 и 1228 затравка состоит из двух половин 3, между которыми образуется зазор после затвердевания нижней части слитка, и слиток захватывается приспособлением 4; с помощью кулачка 5 кристаллизатору сообщают возвратно-поступательное движение.
 В 1942 г. Kox с целью конструктивного упрощения предложил перемещать кристаллизатор вдоль стенок специального резервуара, заменяющего водоохлаждаемую коробку, причем дно этого резервуара одновременно должно являться и затравкой. На рис. 1229 кристаллизатор 1 перемещается вверх вдоль стенок резервуара 2 с охлаждающей жидкостью, а торец слитка прилегает к днищу 3; в устройство на рис. 1230 наружная стенка кристаллизатора 1 и внутренняя стенка 2 резервуара 4 с охлаждающей жидкостью имеют нарезку 3; взаимное перемещение кристаллизатора и резервуара с охлаждающей жидкостью производится путем вращения.
В 1942 г. Kox с целью конструктивного упрощения предложил перемещать кристаллизатор вдоль стенок специального резервуара, заменяющего водоохлаждаемую коробку, причем дно этого резервуара одновременно должно являться и затравкой. На рис. 1229 кристаллизатор 1 перемещается вверх вдоль стенок резервуара 2 с охлаждающей жидкостью, а торец слитка прилегает к днищу 3; в устройство на рис. 1230 наружная стенка кристаллизатора 1 и внутренняя стенка 2 резервуара 4 с охлаждающей жидкостью имеют нарезку 3; взаимное перемещение кристаллизатора и резервуара с охлаждающей жидкостью производится путем вращения.Вейс и Марки предложили в горизонтальный кристаллизатор, связанный с плавильной печью, перед разливкой вводить пробку, имеющую со стороны жидкого металла открытую полость с выступами и углублениями; по мере затвердевании металла ату пробку вытягивают из кристаллизатора вместе со слитком (рис. 1231).
По патенту фирмы August Thyssen Hutte AG и Hiittenwerke Horde AG часть затравки, которая соприкасается со стенкой кристаллизатора, изготавливается из материала с низким коэффициентом расширения при нагревании, например из фарфора, спеченного корунда, графита. Такая затравка обеспечивает плотное закрытие и не заклинивается. На рис. 1232—1234 показаны три типа таких затравок.
 Фирма Chase Brass Copper Co в 1937 г. предложила затравку из трафита или металла, смачиваемого и сплавляющегося с расплавом, но с более низкой теплопроводностью и более высокой точкой плавления, чем разливаемый металл; при разливке медных сплавов можно для этих целей применить нержавеющую сталь или сплав из 70% Cu и 30% Ni. Эта фирма применяла также затравки, обеспечивающие механическую связь со слитком (рис. 1235).
Фирма Chase Brass Copper Co в 1937 г. предложила затравку из трафита или металла, смачиваемого и сплавляющегося с расплавом, но с более низкой теплопроводностью и более высокой точкой плавления, чем разливаемый металл; при разливке медных сплавов можно для этих целей применить нержавеющую сталь или сплав из 70% Cu и 30% Ni. Эта фирма применяла также затравки, обеспечивающие механическую связь со слитком (рис. 1235).Юнганс в 1927 г. предложил закрывать кристаллизатор затравкой, которая не вводится внутрь его.
На рис. 1236 кристаллизатор закрыт пластиной 1 из огнеупорного, пластичного или хрупкого материала (например, асбеста). Пластина легко проходит через тянущие ролики вместе со слитком (рис. 1237).
Применяют главным образом затравки, вводимые в нижнюю часть кристаллизатора. В ряде случаев эти затравки не обеспечивают достаточной герметичности и расплав проникает вниз. Затравка с направляющей штангой 2, предложенная Юнгансом, устраняет этот недостаток (рис. 1238). Между деталью 3 затравки и накладкой 4 прокладывается слой огнеупорного материала 5, плотно прилегающий к стенке кристаллизатора 1. Канал между накладкой 4 и стенкой кристаллизатора плотно заполняется уплотняющим материалом 6, например асбестом. Выступающие детали 7 обеспечивают надежную связь затравки со слитком.
Однако имеются трудности в изготовлении надежного уплотнения, представленного на рис. 1238, так как затравка обычно вводится в нижнюю часть кристаллизатора. Кроме того, это уплотнение при каждой разливке нужно возобновлять. Выгоднее уплотнять зазор дробью, волокнами или стружкой, свободно лежащими в зоне соприкосновения затравки с кристаллизатором. Уплотняющий слой предпочтительнее изготовлять из того же материала, что и разливаемый слиток. На рис. 1239 показано это уплотнение при литье труб. Верхние кромки затравки скошены, что улучшает уплотнение. Штыри для сцепления затравки со слитком поставлены наклонно к оси и друг к другу.
 При непрерывной разливке тугоплавких металлов по опыту фирмы Gebr. Bohler Co AG асбестовое уплотнение не оправдало себя; асбест разъедается шлаком. Эта фирма хочет достичь безупречного уплотнения, применяя не слишком грубую стружку из того же металла. Вместо стружки можно применять дробь или металлический порошок; путем укрупнения дроби опасность растворения ее в расплавленном металле уменьшается. Состав материала для уплотнения можно изменять в широких пределах; при разливке железа или стали можно применить порошок или дробь с 50% железа. Для кристаллизаторов диаметром 100 мм с успехом была использована стальная проволока диаметром не менее 1,5 мм. Можно также применять смесь порошка и стружки.
При непрерывной разливке тугоплавких металлов по опыту фирмы Gebr. Bohler Co AG асбестовое уплотнение не оправдало себя; асбест разъедается шлаком. Эта фирма хочет достичь безупречного уплотнения, применяя не слишком грубую стружку из того же металла. Вместо стружки можно применять дробь или металлический порошок; путем укрупнения дроби опасность растворения ее в расплавленном металле уменьшается. Состав материала для уплотнения можно изменять в широких пределах; при разливке железа или стали можно применить порошок или дробь с 50% железа. Для кристаллизаторов диаметром 100 мм с успехом была использована стальная проволока диаметром не менее 1,5 мм. Можно также применять смесь порошка и стружки.На рис. 1240 показано устройство фирмы Eisenwerke Gelsenkirchen AG для разливши полых слитков. Затравка 3 соприкасается со стенкой кристаллизатора 1 и стержнем 2; расширенной частью 4 она установлена на плите 5 вытягивающего устройства; стержни 6 служат для сцепления трубы с затравкой.
На рис. 1241 показана типовая затравка для литья труб с раструбом.
 Для того чтобы при литье металлов с высокой температурой плавления, например стали, исключить приваривание металла к затравке к устранить возможность отрыва слитка фирма Die Aktiengesellschaft fur Unternehmungen der Eisen und Stahlindustrie устанавливает на затравке 1 чашеобразный наконечник 2, как показано на рис. 1242; сферическое углубление устраняет разбрызгивание жидкого металла на стенку кристаллизатора. Струя металла частично оплавляет наконечник, и жидкий металл, свариваясь с наконечником, быстро затвердевает.
Для того чтобы при литье металлов с высокой температурой плавления, например стали, исключить приваривание металла к затравке к устранить возможность отрыва слитка фирма Die Aktiengesellschaft fur Unternehmungen der Eisen und Stahlindustrie устанавливает на затравке 1 чашеобразный наконечник 2, как показано на рис. 1242; сферическое углубление устраняет разбрызгивание жидкого металла на стенку кристаллизатора. Струя металла частично оплавляет наконечник, и жидкий металл, свариваясь с наконечником, быстро затвердевает.Вогнутая поверхность 1 выступающей части затравки, на которую падает струя, должна быть равной примерно половине площади сечения кристаллизатора (рис. 1243 и 1244), толщина диска наконечника 2 — не менее одной шестой диаметра кристаллизатора, диаметр шейки 3 — не менее половины диаметра кристаллизатора, а высота шейки — толщине диска.
 В отражающем диске можно прорезать в двух диаметрально противоположных точках пазы, куда вставляют пластинки 4 из огнеупорного материала. Как только слиток появляется на уровне отражающего диска, части слитка, охватывающие затравку наподобие шпунтового соединения, легко с нее снимаются.
В отражающем диске можно прорезать в двух диаметрально противоположных точках пазы, куда вставляют пластинки 4 из огнеупорного материала. Как только слиток появляется на уровне отражающего диска, части слитка, охватывающие затравку наподобие шпунтового соединения, легко с нее снимаются.По предложению фирмы Gebr. Bohler Co AG для устранения разбрызгивания расплава по стенке кристаллизатора при непрерывной разливке стали и железа, а также других металлов с высокой температурой плавления на затравку перед разливкой устанавливают подогретую «подушку» из металлической стружки (рис. 1245).
 В некоторых случаях в затравке целесообразно сделать выемку, что уменьшает разбрызгивание струи (рис. 1246).
В некоторых случаях в затравке целесообразно сделать выемку, что уменьшает разбрызгивание струи (рис. 1246).Для устранения разбрызгивания металла Гос также предложил затравку 1 с конической выемкой, в которую устанавливается пластина 2, связанная со стержнем 3; по окончании разливки стержень удаляется, а пластина 2 остается в слитке (рис. 1247).
В случае применения дискового наконечника и уплотнения в виде железной стружки жидкий металл в начале разливки расплавляет стружку, обеспечивая тем самым сцепление слитка с наконечником и затравкой. Нижнюю часть слитка с наконечником впоследствии отрезают. Для уменьшения отходов фирма Gebr. Bohler Co AG спроектировала в 1952 г. устройство, показанное на рис. 1248. В выемке 1 затравки 2 установлен стержень 3 с диском 4. Вокруг стержня 3 железную стружку 5 укладывают плотно, чтобы жидкий металл не проникал к стержню. Так как стержень только слегка приваривается к диску, то он легко от него отделяется. В отходы идет только небольшой кусок слитка, равный толщине диска.
Для устранения опасности взрыва от попадания влаги в углубление наконечника фирма Vereinigte Aluminium-Werke AG предложила (1942 г.) затравку с очень малыми отверстиями для стока воды, в которые металл не проникает. При литье алюминия диаметр этих отверстий должен составлять 0,5—2 мм. Диаметр отверстий может быть и больше, если желательно частичное проникновение металла для лучшего соединения затравки со слитком. На рис. 1249 и 1250 показана конструкция затравки для круглых слитков, на рис. 1251 — для плоских слитков.
Для устранения заклинивания затравки в кристаллизаторе фирма Gebr Bohler Co AG применяет устройство, показанное на рис. 1252. Здесь участок 2 выхода слитка из кристаллизатора 1 резко расширяется. Расширяющуюся часть закрывает затравка 3, причем уплотнение создается слоем пластичного материала 4.
При резком охлаждении затравки возможно коробление донной части слитка, как показано на рис. 1253, что приводит к заклиниванию слитка в кристаллизаторе. Для устранения этого явления фирма Julius August Erbsloh KG рекомендует подогрев затравки перед началом разливки или укладку на затравку нагретой плиты 2 (рис. 1254). Коробление донной части слитка 1 можно также устранить путем применения затравки с закраинами 3 (рис. 1255).
Фирма Vereinigte Aluminium-Werke AG предложила затравку, изображенную на рис. 1256. В этом случае две грани слитка выходят из кристаллизатора в зону вторичного охлаждения раньше, чем две другие грани, причем создаются такие условия кристаллизации слитка (рис. 1257—1259), которые уменьшают опасность образования трещин.
При разливке слитков из сплавов с малой усадкой и плохой теплопроводностью, например из сплава AlSi, или слитков малого диаметра, следует применять затравки в виде «короны», как показано на рис. 1260. На рис. 1261 показан процесс затвердевания металла у такой затравки.
 При разливке слитков прямоугольного сечения из легких металлов на узких гранях их вблизи затравки часто появляются ужимины (рис. 1262), а у основания — трещины (рис. 1263). Эти дефекты повышают отходы при дальнейшей обработке. При плоской форме поверхности затравки вследствие интенсивного охлаждения возникают значительные напряжения, вызывающие деформацию донной поверхности слитка в виде дуги, выпуклая часть которой обращена к затравке; при этом возникают ужимины и трещины. Для устранения их фирма Aluminium» Company of America предложила в 1947 г. затравки, форма торцовой-поверхности которых представлена на рис. 1264—1266.
При разливке слитков прямоугольного сечения из легких металлов на узких гранях их вблизи затравки часто появляются ужимины (рис. 1262), а у основания — трещины (рис. 1263). Эти дефекты повышают отходы при дальнейшей обработке. При плоской форме поверхности затравки вследствие интенсивного охлаждения возникают значительные напряжения, вызывающие деформацию донной поверхности слитка в виде дуги, выпуклая часть которой обращена к затравке; при этом возникают ужимины и трещины. Для устранения их фирма Aluminium» Company of America предложила в 1947 г. затравки, форма торцовой-поверхности которых представлена на рис. 1264—1266.На рис. 1267 показана предложенная в 1942 г. фирмой Wieland-Werke AG затравка, имеющая в верхней части внутреннюю нарезку. Благодаря сжатию при усадке слиток легко отделяется от затравки при повороте его. В случае отливки труб вставку 1 удаляют и устанавливают стержень.
 Фирма Leichtmetallwerke Rackwitz предложила затравку с винтовым соединением и с раздвижными колодками. Конструкция затравки с винтовым соединением представлена на рис. 1268. На затравке 1 с четырехгранным выступом 3 укреплена при помощи кольца 4 насадка 2 с резьбой в отверстии 5. В отверстия 6 после разливки вставляют пробки, чтобы отвинтить насадку 2 от конца слитка; при этом четырехгранник 3 не дает ему проворачиваться. На рис. 1269 затравка имеет колодки 3 и 4, которые перемещаются кулисным механизмом 2 с помощью .винта 5 с левой 6 и правой 7 нарезкой. После опускания затравки колодки 3 и 4 раздвигаются вращением винта 5 и тем самым освобождают слиток.
Фирма Leichtmetallwerke Rackwitz предложила затравку с винтовым соединением и с раздвижными колодками. Конструкция затравки с винтовым соединением представлена на рис. 1268. На затравке 1 с четырехгранным выступом 3 укреплена при помощи кольца 4 насадка 2 с резьбой в отверстии 5. В отверстия 6 после разливки вставляют пробки, чтобы отвинтить насадку 2 от конца слитка; при этом четырехгранник 3 не дает ему проворачиваться. На рис. 1269 затравка имеет колодки 3 и 4, которые перемещаются кулисным механизмом 2 с помощью .винта 5 с левой 6 и правой 7 нарезкой. После опускания затравки колодки 3 и 4 раздвигаются вращением винта 5 и тем самым освобождают слиток.Фирма Wieland-Werke AG предложила конструкцию затравок, представленных на рис. 1270 и 1271, для отливки прямоугольных плит и на рис. 1272 — для отливки пустотелых отливок круглого сечения. На рис. 1272 затравка 1 имеет вставку 2, в полости 3 которой размещается не показанный на рисунке стержень.
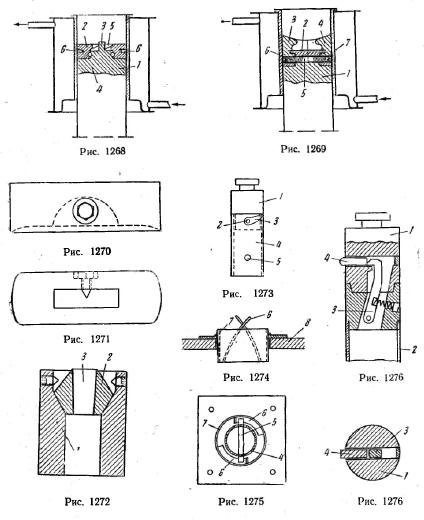 На рис. 1273—1275 показано замковое соединение затравки с автоматическим освобождающим устройством конструкции фирмы Gebr. Bohler Co AG. Для освобождения трубы 4 от затравки 1 последнюю нужно с помощью цапф 2 повернуть на 90°; это происходит автоматически благодаря тому, что штыри 5 перемещаются по шлицевым направляющим 3 и планкам 6, укрепленным в трубе 7 литейного устройства 8.
На рис. 1273—1275 показано замковое соединение затравки с автоматическим освобождающим устройством конструкции фирмы Gebr. Bohler Co AG. Для освобождения трубы 4 от затравки 1 последнюю нужно с помощью цапф 2 повернуть на 90°; это происходит автоматически благодаря тому, что штыри 5 перемещаются по шлицевым направляющим 3 и планкам 6, укрепленным в трубе 7 литейного устройства 8.Однако винтовые и замковые соединения работают неудовлетворительно. Фирма Gebr. Bohler Co AG предложила конструкцию, показанную на рис. 1276 и 1277. Затравка 1 прикрепляется к штанге 2 посредством собачки 3. Тянущие ролики нажимают на выступающие пальцы 4 и затравка в нужный момент автоматически освобождается.
- Детали конструкций установок непрерывного литья
- Регулирование температуры при подводе металла
- Регулирование подачи металла
- Распределение расплавленного металла в кристаллизаторе
- Питающие сопла
- Разливочные желоба и распределительные устройства
- Транспортировка расплавленного металла к кристаллизатору
- Изменение поперечного сечения в процессе литья
- Изменение состава сплава в процессе литья
- Другие способы изготовления плакированных слитков
