Распределение расплавленного металла в кристаллизаторе
Юнганс в 1936 г. пришел к выводу, что объем жидкой ванны в целях уменьшения усадочной раковины должен быть как можно меньше. Скорость подачи металла должна соответствовать скорости затвердевание, чтобы объем лунки оставался постоянным.
Если затвердевание происходит быстро, можно ускорить и заливку расплавленного металла. Чтобы устранить завихрение металла, необходимо’ расплав в кристаллизаторе при выходе из сопла направлять сначала снизу вверх, а затем спокойной струей распределять по поперечному сечению кристаллизатора. Юнганс рекомендует этот метод подвода в тех случаях, когда на зеркале металла в кристаллизаторе имеется защитный слой; он указывает при этом на следующие два преимущества.
1. Вследствие того, что при таком подводе металла введенный в кристаллизатор расплав поднимается вверх, можно уменьшить объем лунки и тем самым уменьшить размеры усадочной раковины. Разливаемый металл можно подвергнуть обработке, например очистке, воздействию газов или других материалов.
2. Струя металла, направляемая снизу вверх, прежде чем достигнет поверхности, спокойным потоком распределяется по поперечному сечению кристаллизатора, благодаря чему, в случае применения защитного слоя, устраняется возможность попадания частичек последнего в слиток. Для направления и распределения в кристаллизаторе расплава, а также флюсов, газов или легирующих элементов (таких, как свинец) под выходным отверстием питающей трубы в лунке устанавливается стакан; попадающий в стакан материал направляется вверх. Целесообразно свободно подвешивать стакан к питающему трубопроводу, чем достигается постоянное положение его по отношению к кристаллизатору, независимо от того, прямо или под углом питающий трубопровод подходит к кристаллизатору.
 На рис. 1098 показан такой способ подвода металла при разливке с применением защитного слоя. В кристаллизатор 1 жидкий металл и другие материалы вводят через сопло 2. Под отверстием сопла находится стакан 6, подвешенный к соплу с помощью не показанных на чертеже деталей. Отверстие сопла в течение всего процесса литья находится в жидкой ванне 4; 3 — твердый слиток; 5 — защитный слой. Необходимые добавки можно ввести в жидкую ванну по отдельным каналам или же их смешивают с жидким металлом заранее и подают через общее сопло.
На рис. 1098 показан такой способ подвода металла при разливке с применением защитного слоя. В кристаллизатор 1 жидкий металл и другие материалы вводят через сопло 2. Под отверстием сопла находится стакан 6, подвешенный к соплу с помощью не показанных на чертеже деталей. Отверстие сопла в течение всего процесса литья находится в жидкой ванне 4; 3 — твердый слиток; 5 — защитный слой. Необходимые добавки можно ввести в жидкую ванну по отдельным каналам или же их смешивают с жидким металлом заранее и подают через общее сопло.Для обеспечения хорошего перемешивания металла в приемном стакане можно установить второй стакан с винтовыми направляющими поверхностями на внутренней стороне; в этом случае в металле возникают завихрения, которые однако не должны препятствовать спокойному переливанию металла через край стакана.
На рис. 1099 и 1100 показаны такие устройства. В приемном стакане 1 на рис. 1099 установлен стакан 2 с лопастями 3; последний приводится во вращение эксцентрично подаваемым металлическим расплавом (стрелки е). В приемном стакане 1 (рис. 1100) питающая труба идет по оси почти до самого дна; расплав, поднимаясь вверх, воздействует на лопасти 3 и приводит стакан 2 в движение. В конструкции, представленной на рис. 1101, поступающий по трубе расплав приводит во вращение приемный конус 1, снабженный изогнутыми лопастями 2. По одному из вариантов конус приводится во вращение мотором.
Юнганс предложил также вращать стакан с боковыми выпускными отверстиями. Он предложил также способ регулирования скорости кристаллизации металла с помощью водоохлаждаемых распределительных стаканов, помещенных в жидкой литейной лунке, аналогичных приведенным на рис. 1102. Таким образом, охлаждение жидкого металла производится не только снаружи, но и изнутри. Увеличения скорости затвердевания слитка в кристаллизаторе можно достигнуть также путем введения в разливаемый сплав твердых легирующих добавок; например при литье сплава с 99,5% Al, 0,5% Mg и 4% Cr медь вводится в жидкую литейную лунку в виде проволоки. При разливке плиты сечением 100х300 мм с расходом сплава, состоящего из 99,5% Al и 0,5% Mg, в количестве 18 кг/мин, медная проволока диаметром 3 мм вводится в лунку со скоростью 10 м/мин, а проволока диаметром 10 мм — со скоростью 0,9 м/мин. При этом достигается большой теплоотвод и быстрое затвердевание сплава, уменьшается ликвация в слитке; для измельчения зерна здесь же можно произвести модифицирование расплава.
 В конструкции, показанной на рис. 1103, стакан состоит из трех кольцевых стенок, образующих две камеры; по внутренней камере циркулирует охлаждающая жидкость, по внешней — подогревающая. В такой конструкции внутреннюю и внешнюю стенки стакана лучше всего изготовлять из материала с высокой теплопроводностью, среднюю стенку — из теплоизолирующего материала.
В конструкции, показанной на рис. 1103, стакан состоит из трех кольцевых стенок, образующих две камеры; по внутренней камере циркулирует охлаждающая жидкость, по внешней — подогревающая. В такой конструкции внутреннюю и внешнюю стенки стакана лучше всего изготовлять из материала с высокой теплопроводностью, среднюю стенку — из теплоизолирующего материала.На рис. 1104 приемное устройство состоит только из одной пластины, отклоняющей вытекающий из сопла расплав к стенке: пластина имеет охлаждающую рубашку и соответствующие трубопроводы. Вместо приемного стакана можно также использовать распределительный конус, как показано на рис. 1105. Здесь кристаллизатор закрыт колоколом, края которого погружены в масляную ванну, что позволяет производить разливку под воздухонепроницаемым затвором. На рис. 1106 стенки стакана окружены охлаждающей рубашкой не по всей его высоте. Над рубашкой расположены желобки, по которым расплав переливается из стакана.
При применении сопел с боковыми отверстиями или приемных стаканов (см. рис. 1098) иногда на слитке обнаруживаются поверхностные продольные трещины вследствие неравномерного распределения горизонтальной струи металла. Неравномерное распределение связано с короблением сопла, закупоркой выпускных отверстий или с неравномерным разъеданием их. Фирма Continious Metalcast Company устраняет это влияние путем установки цилиндрического воротника между боковыми отверстиями сопла и стенкой кристаллизатора, как показано на рис. 1107. Этот воротник образует смесительную камеру и равномерно распределяет металл.
 Фирмой Kaiser Aluminium Chemical Corporation установлено, что при литье слитков большого поперечного сечения из легких металлов, особенно из высокопрочных алюминиевых сплавов, режим охлаждения слитков должен быть согласован со способом подвода металла к кристаллизатору, чтобы обеспечить отсутствие внутренних трещин в слитке. Для этого фирма предложила распределительную тарелку, используемую в случае применения метода охлаждения, описанного на стр. 242, образец которой показан на рис. 1108 и 1109. Распределительная тарелка деталями 4 опирается на кристаллизатор; она имеет выпускные отверстия 1, которые определяют направление, скорость и расход металла, поступающего в кристаллизатор. Тарелка имеет форму, соответствующую форме слитка. Дно ее двойное, с теплоизолирующим слоем воздуха или глиноземистой набивкой. На рис. 1109 показаны пунктиром дополнительные отверстия 2 и 3; эти дополнительные отверстия расположены так, что струя металла направляется в углы кристаллизатора.
Фирмой Kaiser Aluminium Chemical Corporation установлено, что при литье слитков большого поперечного сечения из легких металлов, особенно из высокопрочных алюминиевых сплавов, режим охлаждения слитков должен быть согласован со способом подвода металла к кристаллизатору, чтобы обеспечить отсутствие внутренних трещин в слитке. Для этого фирма предложила распределительную тарелку, используемую в случае применения метода охлаждения, описанного на стр. 242, образец которой показан на рис. 1108 и 1109. Распределительная тарелка деталями 4 опирается на кристаллизатор; она имеет выпускные отверстия 1, которые определяют направление, скорость и расход металла, поступающего в кристаллизатор. Тарелка имеет форму, соответствующую форме слитка. Дно ее двойное, с теплоизолирующим слоем воздуха или глиноземистой набивкой. На рис. 1109 показаны пунктиром дополнительные отверстия 2 и 3; эти дополнительные отверстия расположены так, что струя металла направляется в углы кристаллизатора.Для слитков диаметром 800 мм и более рекомендуются выпускные отверстия диаметром от 6,5 до 16 мм; в основном диаметр отверстий колеблется в пределах от 9,5 до 13 мм. Чем больше отверстие, тем меньше должен быть промежуток между стенками тарелки и стенкой кристаллизатора, так как скорость истечения металла уменьшается с увеличением отверстия.
Распределительная тарелка на рис. 1110 и 1111 предназначена для литья слитков круглого сечения.
При литье из алюминиевого сплава 75S слитков квадратного сечения размером 460х460 мм расход металла, поступающего в кристаллизатор, должен быть в пределах 5—15 дм3/мин. При расходе 10 дм3/мин скорость вытягивания составит 50 мм/мин, а скорость истечения металла из распределительной тарелки 19,3 м/мин; в случае же разливки из этого сплава слитков круглого сечения диаметром 800 мм скорость вытягивания составила 19 мм/мин, а скорость истечения металла 8,4 м/мин. Желательно, чтобы уровень металла в распределительной тарелке был на 13—25 мм выше, чем в кристаллизаторе.
 На рис. 1112 и 1113 показано распределительное устройство фирмы Wieland-Werke AG (1943 г.) со стенками против выпускных отверстий, отклоняющими выходящий из отверстий расплав; это резко замедляет скорость истечения металла из распределительной тарелки и оказывает благоприятное влияние на затвердевание слитка.
На рис. 1112 и 1113 показано распределительное устройство фирмы Wieland-Werke AG (1943 г.) со стенками против выпускных отверстий, отклоняющими выходящий из отверстий расплав; это резко замедляет скорость истечения металла из распределительной тарелки и оказывает благоприятное влияние на затвердевание слитка.В 1944 г. фирма Wieland-Werke AG в целях уменьшения глубины жидкой литейной лунки предложила распределительное устройство с выступом (рис. 1114—1117), который образует при установке тарелки в кристаллизатор полость, заполненную воздухом.
Фирма Karl Schmidt GmbH (1951 г.) при отливке слитков из алюминиевых сплавов, содержащих олово, свинец, кадмий и другие легкоплавкие компоненты, например подшипникового сплава с 2—12% Sn и 1—5% Pb, вводит эти легкоплавкие компоненты в твердом или жидком виде в разливочный желоб или кристаллизатор.
На рис. 1118 компонент сплава в виде проволоки 1 посредством тянущих роликов 2 вводится в разливочный желоб 3. Число оборотов роликов 2 меняется в зависимости от скорости заливки. Таким образом можно вводить магний в алюминиевые расплавы.
По предложению фирмы Vereinigte Deutsche Metallwerke AG (1940 г.), металл вводится в кристаллизатор через кольцеобразную щель, а жидкий металл в кристаллизаторе дополнительно охлаждается специальной конической головкой, плотно закрывающей полость кристаллизатора; благодаря этому тепло отводится от жидкого металла не только стенками кристаллизатора, но и охлаждающей головкой, что позволяет получить однородную структуру по всему сечению слитка.
 На рис. 1119 показано подобное охлаждающее устройство. На кристаллизаторе 1 установлена наставка 3 с кольцевой камерой 4, отделенной от него теплоизолирующей прокладкой 2. Жидкий металл по трубопроводу 5 поступает в кольцевую камеру и затем через кольцевую щель 6 по неохлаждаемой вертикальной стенке наставки 3 попадает в кристаллизатор. Последний закрыт крышкой 7 с охлаждающей головкой 8 из материала с высокой теплопроводностью. Поверхность головки увеличена кольцевыми выступами 9 и имеет для отвода газов и паров каналы, лучеобразно идущие от вершины конуса кверху. Пары и газы отсасываются через пористое кольцо 10 и кольцевую камеру 11; 12 и 13 — теплоизолирующие кольца; 14 и 15 — трубы, подводящие и отводящие воду.
На рис. 1119 показано подобное охлаждающее устройство. На кристаллизаторе 1 установлена наставка 3 с кольцевой камерой 4, отделенной от него теплоизолирующей прокладкой 2. Жидкий металл по трубопроводу 5 поступает в кольцевую камеру и затем через кольцевую щель 6 по неохлаждаемой вертикальной стенке наставки 3 попадает в кристаллизатор. Последний закрыт крышкой 7 с охлаждающей головкой 8 из материала с высокой теплопроводностью. Поверхность головки увеличена кольцевыми выступами 9 и имеет для отвода газов и паров каналы, лучеобразно идущие от вершины конуса кверху. Пары и газы отсасываются через пористое кольцо 10 и кольцевую камеру 11; 12 и 13 — теплоизолирующие кольца; 14 и 15 — трубы, подводящие и отводящие воду.По методу фирмы Weslfalische Leichtmetall-Werke GmbH (1944 г.) при непрерывном литье слитков большого диаметра подвод металла осуществляется через распределительную тарелку 3 (рис. 1120), расположенную в кольцеобразной вставке 1, обогреваемой кольцевой газовой горелкой 2; 4 — изолирующая прокладка; в кольцевом зазоре 6 поддерживается положительное давление газа, поступающего из резервуара 5; оно уравновешивает давление столба металла, расположенного внутри вставки 1. Таким образом исключается возможность попадания жидкого металла на затвердевающую корочку слитка у стенок кристаллизатора и устраняется ликвация.
 Для устранения складок и неслитин, образующихся особенно часто при разливке слитков больших сечений (например, в круглом слитке диаметром 300 мм из легкого сплава на рис. 1121 складки расположены на расстоянии 10—30 мм друг от друга), Юнганс (1949 г.) предложил все время менять место подвода струи. На рис. 1122 и 1123 показан вращающийся распределительный резервуар. На рис. 1124 вращающийся распределительный сосуд погружен в жидкий металл.
Для устранения складок и неслитин, образующихся особенно часто при разливке слитков больших сечений (например, в круглом слитке диаметром 300 мм из легкого сплава на рис. 1121 складки расположены на расстоянии 10—30 мм друг от друга), Юнганс (1949 г.) предложил все время менять место подвода струи. На рис. 1122 и 1123 показан вращающийся распределительный резервуар. На рис. 1124 вращающийся распределительный сосуд погружен в жидкий металл.Фирма Eisenweree Gelsenikirchen AG также предусматривает такое перемещение распределительного сосуда, чтобы металл попадал на различные постоянно меняющиеся участки зеркала металла. В этом случае возможно с меньшим количеством, но с большими по величине выпускными отверстиями обеспечить равномерное распределение расплава по всему зеркалу расплавленного металла. Вместо вращательного, можно применить возвратно-поступательное движение.
 На рис. 1125 и 1126 показано устройство для отливки тонкостенных пустотелых слитков. Расплав подается с помощью раздвоенного желоба 1 и через отверстия 2 попадает в разливочное устройство 3, вращающееся при помощи зубчатой передачи 4.
На рис. 1125 и 1126 показано устройство для отливки тонкостенных пустотелых слитков. Расплав подается с помощью раздвоенного желоба 1 и через отверстия 2 попадает в разливочное устройство 3, вращающееся при помощи зубчатой передачи 4.На рис. 1127 показано разливочное устройство, выпускные каналы которого направлены так, что струи металла приводят это устройство во вращение.
Недостаток подвода металла несколькими струями при отливке слитков прямоугольного сечения состоит в том, что струи должны быть очень тонкими, поскольку нельзя превышать максимальную скорость вытягивания слитка; при этом возникает опасность застывания металла. По этой причине фирма Gebr. Bоhler Co AG рекомендует при непрерывном литье тугоплавких металлов постоянно или периодически менять место падения струи в кристаллизатор и подводить металл одной или немногими струями.
Например, при сечении слитка 50х1000 мм достаточно одной струи, движущейся в направлении продольной оси. При литье круглых слитков или труб требуется вращательное движение струи, возможно также вращательное движение слитка; последний можно, например, вытягивать из кристаллизатора винтообразным движением.
Юнганс установил, что непрерывное литье тонких полос или тонкостенных труб, особенно из тугоплавких металлов, удается лишь в том случае, если литейный мениск у стенок кристаллизатора не разрушается, а струя не расплавляет затвердевшую оболочку; зона, которая должна остаться нетронутой, обведена на рис. 1128 кружком. Поэтому он предложил подводить струю металла на плоскость, параллельную стенке кристаллизатора, которая затем направляет расплав в кристаллизатор равномерным тонким слоем и без брызг вне указанной опасной зоны. Устройство для литья тонкостенных труб изображено на рис. 1129; здесь 1 — стенка кристаллизатора, 2 — стержень, образующий внутреннюю полость трубы, 3 — вращающийся желоб с заливочным соплом 4. На кромке кристаллизатора укреплена кольцевая вставка 5, обращающая струю расплава в тонкую вертикальную «плоскую» струю. Направляющее кольцо можно установить и на кромке внутреннего стержня; заливочное сопло в этом случае должно быть направлено внутрь. Можно установить два кольца друг над другом, с тем чтобы струя металла, отражаясь от верхнего, попадала на нижнее кольцо и при этом превращалась бы в плоскую струю. При помощи таких устройств удалось отлить стальные трубы диаметром 800 мм с толщиной стенки 20 мм.
По данным фирмы EisenwerKe Gelsenkirchen AG, устройства, подобные представленному на рис. 1129, работают в том случае, если угол падения струи постоянный. Этот угол зависит не только от направления выпускного отверстия, но и от расстояния между выпускным отверстием и кольцевой вставкой 5 и от уровня расплава в распределителе. Влияние этих факторов можно в значительной степени устранить при соответствующей конструкции направляющей вставки. При этом угол наклона, поперечное сечение струи, расстояние распределителя от направляющей плоскости, уровень зеркала металла в распределителе могут изменяться в определенных пределах, не вызывая существенного изменения направления струи расплава, стекающей с направляющей плоскости вставки в полость кристаллизатора.
 На рис. 1130 представлено устройство с профилированной вставкой 4 из графита; здесь 1 — кристаллизатор, 2 — стержень; 3 — вращающийся желоб; 5 — кольцевая полость; 6 — зеркало металла. В устройстве на рис. 1131 вставка имеет кольцевой канал.
На рис. 1130 представлено устройство с профилированной вставкой 4 из графита; здесь 1 — кристаллизатор, 2 — стержень; 3 — вращающийся желоб; 5 — кольцевая полость; 6 — зеркало металла. В устройстве на рис. 1131 вставка имеет кольцевой канал.Фирма EisenwerKe GelsenKirchen AG в 1952 г. предложила другой способ подвода металла, при котором поперечное сечение струи должно быть по крайней мере в одном, предпочтительнее в двух направлениях больше ширины полости кристаллизатора; в верхней части кристаллизатора эта полость соответственно расширяется. Сечение струи по ширине полости кристаллизатора должно быть в 1,2—2 раза меньше, чем сечение в перпендикулярном направлении. Этим гарантируется заполнение полости кристаллизатора без разбрызгивания и без образования настылей на стенках. Точная центровка струй в этом случае не играет значительной роли.
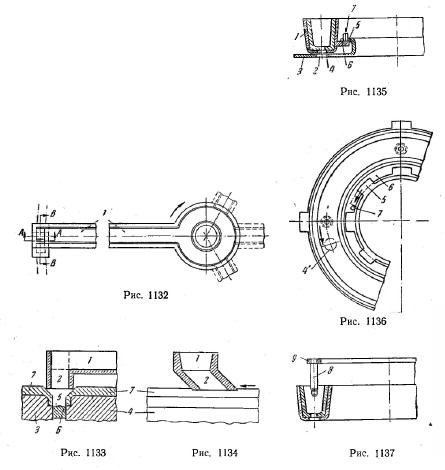 На рис. 1132 показан вид сверху на такое устройство, на рис. 1133 — разрез по A-A, а на рис. 1134 — разрез по B-B в увеличенном масштабе. Выпускное отверстие 2 желоба 1, вращающегося по направлению стрелки, находится над кольцевой полостью 5 кристаллизатора, образованной кристаллизатором 3 и стержнем 4; 6 — зеркало металла. Расширение полости создается огнеупорной надставкой 7, через которую к станкам кристаллизатора могут подаваться смазочные материалы.
На рис. 1132 показан вид сверху на такое устройство, на рис. 1133 — разрез по A-A, а на рис. 1134 — разрез по B-B в увеличенном масштабе. Выпускное отверстие 2 желоба 1, вращающегося по направлению стрелки, находится над кольцевой полостью 5 кристаллизатора, образованной кристаллизатором 3 и стержнем 4; 6 — зеркало металла. Расширение полости создается огнеупорной надставкой 7, через которую к станкам кристаллизатора могут подаваться смазочные материалы.Для быстрого перекрытия струй металла, поступающих в кристаллизатор, фирма Eisenwerke Gelsenkirchen AG предложила снабдить выпускные отверстия подвижного распределительного сосуда общим запирающим механизмом. На рис. 1135 и 1136 показан распределительный кольцевой желоб 1, выпускные отверстия 2 которого перекрываются кольцевой задвижкой. Последняя имеет форму шайбы 3 с отверстиями 4 и крепится выступами 5 к выступам 6 распределителя. На рис. 1135 и 1136 выпускные отверстия 2 приходятся против отверстий 4. При вращении шайбы 3 по направлению стрелки до упора 7 отверстия 4 займут положение 4, вследствие чего все выпускные отверстия желоба будут одновременно перекрыты.
На рис. 1137 общим запорным механизмом является кольцевая шайба 9 со стопорами 8.
По предложению Eisenwerne Gelsenkirchen AG выпускные отверстия выполняются в виде открытых каналов, расширяющихся вверх, что обеспечивает возможность быстрого изменения расхода вытекающего металла. На рис. 1138 показан разрез распределительного устройства 4, выполненного в виде вращающегося желоба, а на рис. 1139 — вид сверху. Металл течет по каналам 5 в полость 3 между кристаллизатором 1 и стержнем 2. На рис. 1140 показан вид сверху, а на рис. 1141 — разрез по A-A распределительного устройства со встроенным шлакоуловителем 6. Расширение подводящих каналов необходимо, например, при литье труб с раструбами, когда в начале разливки требуется сравнительно большое количество металла для образования раструба. Каналы обеспечивают быструю регулировку количества подводимого металла, упрощают изготовление распределительного устройства, облегчают очистку, повышают надежность.
 В некоторых случаях, например при резких изменениях поперечного сечения пустотелых отливок, необходимо быстро изменять количество поступающего в кристаллизатор металла. Так, при литье труб в начале при заполнении раструба требуется относительно большое количество металла в единицу времени, тогда как для узкой части трубы значительно меньше. Фирма Eisenwerke Gelsenkirchen, учитывая это (1953 г.), применяет разливочные устройства 1 c кайалами, сечение которых увеличивается ступенями, как показано на рис. 1142 и 1143. Нижняя зона 2 выпускного канала имеет сечение, необходимое для разливки цилиндрической части трубы. Верхняя зона 3 узнала резко расширяется. При отливке раструба трубы поддерживают высокий уровень металла в распределительном устройстве, причем металл вытекает не только из зоны 2 канала, но и из зоны 3. Перед окончанием разливки раструба или переходной части его уровень металла в распределительном устройстве опускают до уровня, соответствующего зоне 2.
В некоторых случаях, например при резких изменениях поперечного сечения пустотелых отливок, необходимо быстро изменять количество поступающего в кристаллизатор металла. Так, при литье труб в начале при заполнении раструба требуется относительно большое количество металла в единицу времени, тогда как для узкой части трубы значительно меньше. Фирма Eisenwerke Gelsenkirchen, учитывая это (1953 г.), применяет разливочные устройства 1 c кайалами, сечение которых увеличивается ступенями, как показано на рис. 1142 и 1143. Нижняя зона 2 выпускного канала имеет сечение, необходимое для разливки цилиндрической части трубы. Верхняя зона 3 узнала резко расширяется. При отливке раструба трубы поддерживают высокий уровень металла в распределительном устройстве, причем металл вытекает не только из зоны 2 канала, но и из зоны 3. Перед окончанием разливки раструба или переходной части его уровень металла в распределительном устройстве опускают до уровня, соответствующего зоне 2. Для равномерного подвода металла при непрерывном литье толстостенных труб фирма Eisenwerke Gelsenkirchen AG в 1955 г. разработала распределительное устройство, показанное на рис. 1144 и 1145. Здесь 1 — кристаллизатор, 2 — стержень, 3 — кольцевая полость формы. В процессе литья зеркало металла держат на уровне 4; 5 и 6 — распределительные желоба, связанные между собой поперечными ребрами 7 и приводимые во вращение валом 8. Они заполняются металлом из разветвляющегося желоба 9. Внутренний желоб 5 имеет три выпускных отверстия (10, 11 и 12); струя из отверстия 10 попадает на зеркало металла вблизи стержня 2, струя из отверстия 11 попадает в середину кольцевого канала, а струя из отверстия 12 — вблизи стенки кристаллизатора. Из выпускных отверстий 13, 14, 15 желоба 6 три струи жидкого металла подводятся к зеркалу металла в радиальном направлении. Чтобы струи не попадали непосредственно на стенку кристаллизатора или стержень, желоба 5 и 6 имеют фланцы 16 и 17.
Для равномерного подвода металла при непрерывном литье толстостенных труб фирма Eisenwerke Gelsenkirchen AG в 1955 г. разработала распределительное устройство, показанное на рис. 1144 и 1145. Здесь 1 — кристаллизатор, 2 — стержень, 3 — кольцевая полость формы. В процессе литья зеркало металла держат на уровне 4; 5 и 6 — распределительные желоба, связанные между собой поперечными ребрами 7 и приводимые во вращение валом 8. Они заполняются металлом из разветвляющегося желоба 9. Внутренний желоб 5 имеет три выпускных отверстия (10, 11 и 12); струя из отверстия 10 попадает на зеркало металла вблизи стержня 2, струя из отверстия 11 попадает в середину кольцевого канала, а струя из отверстия 12 — вблизи стенки кристаллизатора. Из выпускных отверстий 13, 14, 15 желоба 6 три струи жидкого металла подводятся к зеркалу металла в радиальном направлении. Чтобы струи не попадали непосредственно на стенку кристаллизатора или стержень, желоба 5 и 6 имеют фланцы 16 и 17.В другой конструкции распределительного устройства желоба 5 и 6 сделаны независимыми друг от друга и вращаются в противоположные стороны.
При относительно малой ширине кольцевого пространства в кристаллизаторе иногда трудно точно направить струю в определенное место при помощи кольцевого вращающегося распределительного желоба. Затруднено в этом случае и наблюдение за зеркалом металла в кристаллизаторе. Кольцевое распределительное устройство фирмы Eisenwerke Gelsenkirchen AG (1955 г.) с карманами, в вертикальных стенках которых имеются выпускные отверстия, устраняет эти недостатки.
На рис. 1146—1148 показаны три разные конструкции карманов разливочного желоба этого типа.
На рис. 1146 каждый карман 5 распределительных желобов 1 и 2 имеет один выпускной канал 6 по высоте кармана между стенками 3 и 4. В кармане с выступом (рис. 1147) имеется два выпускных канала 7 и 5; в кармане распределительного желоба на рис. 1148 имеется также два выпускных канала 9 и 10, против которых установлены отражающие пластины 11 и 12. Между желобами 1 и карманами 5 установлены разграничительные стенки 13.
В дальнейшем фирма Eisenwerne Gelsenkirchen AG установила на распределителе устройство для подачи смазочных материалов.
Для устранения влияния коробления, возникающего в кольцевых разливочных желобах при воздействии на них жидкого металла, фирма Eisenwerke Gelsenkirchen AG предложила желоба, скользящие на опорных поверхностях в радиальном направлении; в этом случае возникающие в желобе напряжения не вызывают недопустимого коробления.
 На рис. 1149 и 1150 показана конструкция такого желоба, причем на рис. 1150 показан разрез по A-A (см. рис. 1149). Кольцевой разливочный желоб 1 имеет четыре выступа 2 с радиальными выемками 3; основание 4 разливочного желоба имеет выступающую внутрь скользящую опору 5, на которую опираются выступы 2 плоскостями 3.
На рис. 1149 и 1150 показана конструкция такого желоба, причем на рис. 1150 показан разрез по A-A (см. рис. 1149). Кольцевой разливочный желоб 1 имеет четыре выступа 2 с радиальными выемками 3; основание 4 разливочного желоба имеет выступающую внутрь скользящую опору 5, на которую опираются выступы 2 плоскостями 3.Для обеспечения равномерного распределения жидкого металла и, следовательно, равномерной теплоотдачи к стенке кристаллизатора при литье плоских слитков, ширина которых в несколько раз больше толщины, Паскер и Бааке предусматривают колебательное движение Кристаллизатора в направлении поступления струи, как показано на рис. 1151.
С целью максимального приближения к горизонтальному фронту затвердевания фирма Vereinigte Leichtmetall-Werke GmbH в 1939 г. предложила заливать жидкий металл не посередине, а равномерно вдоль стенок кристаллизатора. В этом случае, к наружной зоне слитка всегда подводится самый горячий металл, благодаря чему теплоотдача из этой зоны к стенке кристаллизатора частично компенсируется.
 На рис. 1152 и 1153 показано устройство для отливки круглого слитка. Из разливочного желоба металл через выпускные отверстия попадает к стенкам кристаллизатора. На рис. 1154—1156 показано распределительное устройство для литья слябов, выполненное в виде раздвоенного желоба, выпускные отверстия которого направлены к длинным сторонам кристаллизатора.
На рис. 1152 и 1153 показано устройство для отливки круглого слитка. Из разливочного желоба металл через выпускные отверстия попадает к стенкам кристаллизатора. На рис. 1154—1156 показано распределительное устройство для литья слябов, выполненное в виде раздвоенного желоба, выпускные отверстия которого направлены к длинным сторонам кристаллизатора.При разливке в короткие кристаллизаторы периферийная корка слитка может оказаться слишком тонкой и под давлением жидкого металла разрушится с вытеснением последнего. Понижением скорости литья можно устранить возможность прорыва металла, но это нежелательно из-за ухудшения качества слитка. Для устранения возможности прорыва металла Цункель предложил способ разливки, представленный на рис. 1157. Устройство для подачи металла состоит из разливочного резервуара 1 с футеровкой 2 и из керамической вставки 3. Манжета 4 разливочного резервуара 1 входит в охлаждающую жидкость 5. Уплотнение 6 препятствует проникновению жидкости между манжетой 4 и слитком. Жидкий металл 7 подводится по кольцевому каналу 8 между разливочным резервуаром 1 и вставкой 3. На внутренней стороне манжеты 4 образуется корка слитка 9, внутри которой находится жидкий металл 10.
На рис. 1158 разливочный резервуар 1 не входит в охлаждающую среду. В чаше 2 отверстие 4 закрывается стопором 3 и металл подводится к формирующемуся слитку не только по кольцевому каналу между резервуаром 1 и чашей 2, но и через отверстие 4.
В приспособлении на рис. 1159 манжета разливочного резервуара 1 также не входит в охлаждающую среду, а охлаждается струями из кольца 2.
 На рис. 1160 показан этот способ охлаждения при разливке в го ризонтальный кристаллизатор, а на рис. 1161 — при литье с вытягиванием слитка вверх.
На рис. 1160 показан этот способ охлаждения при разливке в го ризонтальный кристаллизатор, а на рис. 1161 — при литье с вытягиванием слитка вверх.Цункель предложил подводить жидкий металл в кристаллизатор 1 (рис. 1162) из разливочного резервуара 2 по узкому кольцевому каналу 4, ограниченному стенкой кристаллизатора и пластиной 3, с такой скоростью, чтобы стекающий расплав затвердевал в виде слоя имеющего форму изотермы. Скорость разливки должна при Этом соответствовать скорости затвердевания слоя 5.
В приспособлении, показанном на рис. 1163, применяется охлаждаемый керамический плунжер 6, профиль которого соответствует форме изотерм затвердевания. Поступающий расплав охлаждается стенкой плунжера 6 и непрерывно образует затвердевшие слои 5.
На рис. 1164 представлено разливочное устройство с плоской вставкой, имеющей хромированное полированное дно. Для быстрого затвердевания применяют короткий кристаллизатор, а выходящий из него слиток подвергают непосредственному охлаждению. Металлическая корка, образовавшаяся на стенках вставки, обогащает расплав центрами кристаллизации, причем затвердевание слитка можно ускорить, заставляя вставку вибрировать.
В целях приближения к горизонтальному (плоскому) фронту затвердевания при литье цветных металлов фирма Compagnie Generali du Duralumin et du Cuivre применила охлаждение зеркала жидкого металла в кристаллизаторе с помощью устройства, показанного на рис. 1165. По трубе 1, торец которой погружен в жидкий металл, циркулирует охлаждающая среда. Температура трубы 2 контролируется с помощью термопары 3, позволяющей измерять температуру более глубоких слоев металла в кристаллизаторе. Посредством применения термопары можно также автоматизировать охлаждение.
 При использовании газа для охлаждения трубы, представленной на рис. 1165, интенсивность охлаждения может оказаться недостаточной. В этом случае фирма предлагает делать трубу без днища, для того чтобы газ непосредственно соприкасался с металлом. При таком способе можно производить обработку расплавленного металла в кристаллизаторе (применяются такие газы, как воздух, азот, водород, сернистый ангидрид, углекислый газ).
При использовании газа для охлаждения трубы, представленной на рис. 1165, интенсивность охлаждения может оказаться недостаточной. В этом случае фирма предлагает делать трубу без днища, для того чтобы газ непосредственно соприкасался с металлом. При таком способе можно производить обработку расплавленного металла в кристаллизаторе (применяются такие газы, как воздух, азот, водород, сернистый ангидрид, углекислый газ).Баггелер в 1949 г. указывал на то, что при обычных методах литья прямоугольных слитков большого сечения, но малой толщины невозможно распределить расплав по сечению кристаллизатора так, чтобы избежать появления трещин при быстром затвердевании. Для устранения трещин он предложил обогреваемую литниковую воронку, показанную на рис. 1166. На рис. 1167 показана такая же конструкция воронки для литья в горизонтальный кристаллизатор.
При непрерывном литье расплав в разливочном резервуаре постепенно обогащается окислами. При литье алюминиевых сплавов, у которых удельные веса окислов и расплава примерно одинаковы, имеется опасность попадания окислов в слиток. Для устранения этого фирма Durener Metallwerke AG в 1938 г. предложила способ литья, представленный на рис. 1168. На охлаждаемом кристаллизаторе 1 установлен разливочный резервуар 2, заключенный в кожух 3, обогреваемый горелками 4. В верхней части кожух сужается и имеет отверстие для заливки расплава; при этом над разливочным резервуаром создается защитная газовая зона. В нижней части разливочного резервуара имеются отверстия 5, через которые периодически выпускают обогащенный окислами расплав.
С целью получения слитков без осевой пористости Лушеновский в 1938 г. предложил устройство, представленное на рис. 1169 и 1170. Расплавленный металл из ковша 1 по трубе 2 с крышкой 4 и с электрическими обогревателями 5 и 11 и штуцером 3 поступает в кольцевой канал 6, расположенный между колоколом 7 и клапаном 10, регулирующим расход металла; колокол установлен на кристаллизаторе 8. Из канала металл стекает тонким слоем вдоль стенок кристаллизатора, что способствует быстрому и равномерному охлаждению и полной его дегазации. Колокол может быть присоединен к вакуумному насосу при помощи трубопровода 9. В этом случае на внутренней стенке кристаллизатора вытачиваются кольцевые канавки 12 и присоединяются к трубопроводу 9 для создания в них того же разрежения, что и под колоколом. Это позволяет избежать проникновения паров и воздуха в металлический расплав, находящийся в верхней части кристаллизатора.
 На рис. 1171 показано приспособление для наполнения разливочного резервуара, показанного на рис. 573. Наполнение производится по способу, предложенному в 1948 г. Штрекером, позволяющему почти совершенно избежать соприкосновения расплава с наружной атмосферой. Металл поступает из плавильной или раздаточной печи 1 сначала в корытообразный промежуточный резервуар 2, а затем через трубу 3 с шаровым шарниром в разливочный резервуар 4, изолированный от наружной атмосферы крышкой 5; 6 и 7 — отверстия для наблюдения за процессом литья. Мешалка 9, введенная в обогреваемую камеру 8 через сальник, позволяет освободиться от загрязнений. В камере 8 можно произвести дегазацию или другую обработку расплава.
На рис. 1171 показано приспособление для наполнения разливочного резервуара, показанного на рис. 573. Наполнение производится по способу, предложенному в 1948 г. Штрекером, позволяющему почти совершенно избежать соприкосновения расплава с наружной атмосферой. Металл поступает из плавильной или раздаточной печи 1 сначала в корытообразный промежуточный резервуар 2, а затем через трубу 3 с шаровым шарниром в разливочный резервуар 4, изолированный от наружной атмосферы крышкой 5; 6 и 7 — отверстия для наблюдения за процессом литья. Мешалка 9, введенная в обогреваемую камеру 8 через сальник, позволяет освободиться от загрязнений. В камере 8 можно произвести дегазацию или другую обработку расплава.
- Питающие сопла
- Разливочные желоба и распределительные устройства
- Транспортировка расплавленного металла к кристаллизатору
- Изменение поперечного сечения в процессе литья
- Изменение состава сплава в процессе литья
- Другие способы изготовления плакированных слитков
- Литье слитков между плакирующими листами
- Одновременное литье плакирующего слоя и металла сердцевины
- Непрерывное центробежное литье труб
- Литье полых слитков в кристаллизаторы, зависимые от плавильной печи
