Транспортировка расплавленного металла к кристаллизатору
Фирма Ajax Engineering Corporation в 1944 г. построила поворачивающуюся относительно сливного отверстия разливочную печь с индукционным нагревом, которая показана на рис. 990 и 991.
Чтобы при постоянной угловой скорости поворота во время наклона печи в каждую единицу времени вытекало одно и то же количество металла, форма печной камеры сделана отличной от цилиндрической; в ,нижней ее части имеются две наклонные плоские стенк 1 и 2; стенка 3 задерживает шлак.
 Денике в 1942 г. предложил устройство для регулирования отбора алюминия из подовых плавильных печей, применяющихся в установках для непрерывного литья. Приспособление состоит из конического стопора с длинным носиком (для перекрытия потока металла), соединенного с защищенной от коррозии регулировочной заслонкой. Это приспособление позволяет в зависимости от необходимости отбирать из печи в единицу времени большие количества металла или дросселировать струю при малом расходе металла. Кроме того, имеется возможность открывать больше или меньше (по потребности) выпускное отверстие и тем самым, регулировать поток металла в любых пределах.
Денике в 1942 г. предложил устройство для регулирования отбора алюминия из подовых плавильных печей, применяющихся в установках для непрерывного литья. Приспособление состоит из конического стопора с длинным носиком (для перекрытия потока металла), соединенного с защищенной от коррозии регулировочной заслонкой. Это приспособление позволяет в зависимости от необходимости отбирать из печи в единицу времени большие количества металла или дросселировать струю при малом расходе металла. Кроме того, имеется возможность открывать больше или меньше (по потребности) выпускное отверстие и тем самым, регулировать поток металла в любых пределах.Для транспортировки металла от плавильной печи к раздаточной фирма Ajax Engineering Corporation предложила повторный желоб, имеющий трубку, по которой расплав спокойной струей переливается в раздаточную печь, как показано на рис. 992.
 Фирма Allmanna Svenska Elektriska Aktiebolaget в 1952 г. указывала, что при наклоне разливочного ковша, имеющего форму, близкую к цилиндрической, расход металла может колебаться в отношении 1 : 3. Постоянной скорости истечения металла при постоянной угловой скорости поворота ковша можно добиться, применив разливочный ковш, имеющий полость в форме опрокинутого усеченного конуса с углом при вершине 25—40°. Еще лучшие результаты получаются, когда внутренние стенки разливочного ковша слегка выпуклые, причем угол наклона стенок изменяется от 35° вверху до 40° внизу ковша. В этом, однако, нет особой необходимости, так как скорость опрокидывания ковша все равно нужно регулировать.
Фирма Allmanna Svenska Elektriska Aktiebolaget в 1952 г. указывала, что при наклоне разливочного ковша, имеющего форму, близкую к цилиндрической, расход металла может колебаться в отношении 1 : 3. Постоянной скорости истечения металла при постоянной угловой скорости поворота ковша можно добиться, применив разливочный ковш, имеющий полость в форме опрокинутого усеченного конуса с углом при вершине 25—40°. Еще лучшие результаты получаются, когда внутренние стенки разливочного ковша слегка выпуклые, причем угол наклона стенок изменяется от 35° вверху до 40° внизу ковша. В этом, однако, нет особой необходимости, так как скорость опрокидывания ковша все равно нужно регулировать.Лейпцигский завод легких сплавов фирмы Bernhard Berghaus Co KG построил в 1944 г. печь барабанного типа к установке для непрерывного литья одновременно нескольких слитков и снабдил ее несколькими выпускными отверстиями, соединяющимися с кристаллизаторами.
Для непрерывного литья прутков и полос из меди, алюминия, магния и подобных им окисляющихся металлов фирма Birlec Limited в 1942 г. построила горизонтальную поворачивающуюся цилиндрическую печь с электроиндукционными установками, как показано на рис. 993, 994 и 995. Расплавленный металл подводится по закрытому каналу с торца. На противоположном торце его расположено закрывающееся отверстие для обслуживания печи. В печи можно поддерживать защитную атмосферу, когда, например, разливают медь. На одной из боковых сторон печи предусмотрено выпускное отверстие.
Чтобы избежать трудностей, возникающих при применении труб для транспортировки металла из плавильной или раздаточной печи в кристаллизатор, фирма Sсoviel Manufacturing Company в 1946 г. установила в разливочной печи питающие трубы. При этом уменьшается опасность застывания и окисления металла. На рис. 996 показана такая печь с двумя питающими трубами, которые можно поочередно ремонтировать, не останавливая производства. Через воронку 1 расплавленный металл вводится в разливочную печь. Сливное отверстие 2 не позволяет высоко подниматься уровню металла в печи.
 Фирма Vereinigte Leichtmetall-Werke GmbH в 1942 г. предложила для устранения свободного падения металла загибать сливной носок печи книзу, как показано на рис. 997. Наклон его к горизонту не должен превышать 60°.
Фирма Vereinigte Leichtmetall-Werke GmbH в 1942 г. предложила для устранения свободного падения металла загибать сливной носок печи книзу, как показано на рис. 997. Наклон его к горизонту не должен превышать 60°.Для поворачивания больших разливочных печей относительно сливных носков требуются мощные и дорогие гидравлические установки. Поэтому предпочитают такие печи поворачивать вокруг их центра тяжести. При неправильном литье легких металлов нужно обращать особое внимание на то, чтобы расплав не падал в кристаллизатор с большой высоты. При использовании разливочной печи, сливной носок которой во время разливки меняет свое положение по высоте, фирма Vereinigte Aluminium-Werke AG (1950 г.) достигла этой цели, изменив высоту установки кристаллизатора. Для связи между сливным носком и кристаллизатором служит желоб с постоянным наклоном, шарнирно связанный со сливным носком (рис. 998).
 В основном то же решение предложено Бааке, Паскером, Кохом и Матцем (1952 г.), как видно на рис. 999, 1000, 1001 и 1002.
В основном то же решение предложено Бааке, Паскером, Кохом и Матцем (1952 г.), как видно на рис. 999, 1000, 1001 и 1002.К этому же типу относится показанная на рис. 1003 установка Розаля, Хана, Паокера и Матца (1952 г.) для разливки стали.
Если при непрерывном литье из печи отключается электроэнергия, питающая мотор тянущих валков, то возникает опасность перелива металла через край кристаллизатора. Фирма Wieland-Werke AG в 1944 г. изготовила автоматическое подъемное устройство, возвращающее печь при выключении тока в исходное положение. На рис. 1004 и 1005 показано такое устройство сбоку и сверху.
 Печь расположена на цапфах, так что часть 1 с загрузочным отверстием 3 перевешивает часть 2 с выпускным желобом 4: Поворот печи производится с помощью поршня 5, движущегося в цилиндре 6; последний связан с выпускным клапаном 7, приводимым в действие электромагнитом 8. При выключении тока, питающего мотор тянущих валков, обесточиваются также провода 9 и 10, электромагнит открывает выпускной клапан, сторона 1 печи перевешивает и опускается, а приток расплава к сливному желобу 4 быстро прекращается.
Печь расположена на цапфах, так что часть 1 с загрузочным отверстием 3 перевешивает часть 2 с выпускным желобом 4: Поворот печи производится с помощью поршня 5, движущегося в цилиндре 6; последний связан с выпускным клапаном 7, приводимым в действие электромагнитом 8. При выключении тока, питающего мотор тянущих валков, обесточиваются также провода 9 и 10, электромагнит открывает выпускной клапан, сторона 1 печи перевешивает и опускается, а приток расплава к сливному желобу 4 быстро прекращается.На рис. 1006 и 1007 показана другая конструкция такой печи.
 Целесообразнее под печи делать понижающимся к загрузочной стороне, чтобы в печи всегда оставалось немного металла. Особенно необходимо это при литье свинецсодержащих алюминиевых сплавов, а также сплава Al-Zn-Mg, содержащего стабилизирующие присадки.
Целесообразнее под печи делать понижающимся к загрузочной стороне, чтобы в печи всегда оставалось немного металла. Особенно необходимо это при литье свинецсодержащих алюминиевых сплавов, а также сплава Al-Zn-Mg, содержащего стабилизирующие присадки.Распределительные устройства на несколько кристаллизаторов имеют тот недостаток, что металл в них окисляется и охлаждается. Фирма Vereinigte Leichtmetall-Werke GmbH применила качающиеся плавильные печи с двумя сливными желобами, каждый из которых подводит металл к своей установке для непрерывного литья.
Обычно устройства для наклона литейных ковшей громоздки. Фирма Gebr. Bohler Co AG для устранения этого недостатка смонтировала специальное подъемное устройство. Устройство позволяет поднять литейный ковш до опор оси поворота, а при дальнейшем подъеме его с регулируемой скоростью обеспечивает поворот ковша и разливку расплавленного металла. На рис. 1008 показана подобная установка. Ковш 1 поднимается на подвеске 4 грузоподъемным устройством 2, смонтированным на металлоконструкции 3, до разливочной площадки 5. Каретка 7 кристаллизатора сдвигается до опор 6 оси поворота ковша, а цапфы вводятся в опоры. Грузоподъемное устройство продолжает поднимать разливочный ковш, начинается разливка, причем приборы точно регулируют подъем и поворот ковша.
 На рис. 1009, 1010 показано устройство Матца, Бааке, Ризенекера и Мерца (1952 г.) для непрерывного литья стали и других горизонтально смещающимся и поворачивающимся относительно сливного носка промежуточным ковшом. Литейщик всегда имеет возможность направить струю металла в любой участок кристаллизатора и регулировать ее интенсивность.
На рис. 1009, 1010 показано устройство Матца, Бааке, Ризенекера и Мерца (1952 г.) для непрерывного литья стали и других горизонтально смещающимся и поворачивающимся относительно сливного носка промежуточным ковшом. Литейщик всегда имеет возможность направить струю металла в любой участок кристаллизатора и регулировать ее интенсивность.Фирма Gebr. Bohler Co AG (1953 г.) указывала на преимущества разливочных ковшей со сливной трубой. В начале разливки сливная труба нагревается до температуры жидкого металла, а в конце процесса разливки отдает часть тепла уже остывшему металлу, когда он по ней протекает. При нагревании ковша необходимо подогреть и трубу с помощью специальной горелки, особенно если ковш имеет основную футеровку. После многократного применения часто передняя часть трубы растрескивается, что загрязняет струю расплавленного металла; для устранения этого часть трубы заключают в металлический лист или в проволочную сетку. На рис. 1011 показан разливочный ковш 1 с футеровкой; сливная труба 2 защищена металлическим кожухом 3.
 У таких разливочных ковшей приходится менять футеровку после нескольких разливок; при непрерывном литье, вследствие относительной длительности разливки, футеровка подвергается более сильному разъеданию, чем при обычном литье. Изнашивается та часть футеровки, которая больше всего соприкасается с расплавленным металлом. Поэтому фирма Gebr. Bohler Co AG предложила выкладывать наиболее напряженную часть ковша основной, а наименее напряженную— кислой футеровкой. Кроме более длительного времени эксплуатации, это дает еще то преимущество, что магнезитовый кирпич, используемый для основной футеровки, имеет большую теплоемкость и поддерживает температуру вытекающего металла достаточно высокой в течение всего процесса разливки. Выгодно использовать двухслойную футеровку: с нижним слоем из кислого, а верхним — из основного материала. В ковше на рис. 1012 показана 1 — кислая, а 2 — основная футеровка.
У таких разливочных ковшей приходится менять футеровку после нескольких разливок; при непрерывном литье, вследствие относительной длительности разливки, футеровка подвергается более сильному разъеданию, чем при обычном литье. Изнашивается та часть футеровки, которая больше всего соприкасается с расплавленным металлом. Поэтому фирма Gebr. Bohler Co AG предложила выкладывать наиболее напряженную часть ковша основной, а наименее напряженную— кислой футеровкой. Кроме более длительного времени эксплуатации, это дает еще то преимущество, что магнезитовый кирпич, используемый для основной футеровки, имеет большую теплоемкость и поддерживает температуру вытекающего металла достаточно высокой в течение всего процесса разливки. Выгодно использовать двухслойную футеровку: с нижним слоем из кислого, а верхним — из основного материала. В ковше на рис. 1012 показана 1 — кислая, а 2 — основная футеровка.Для подвода расплавленного металла из промежуточного резервуара фирмой Ajax Engineering Corporation в 1948 г. был спроектирован индукционный насос, показанный на рис. 1013 и 1014.
 На рис. 1015 показана модель индукционного насоса, предназначенного скорее для литья под давлением, чем для непрерывного литья.
На рис. 1015 показана модель индукционного насоса, предназначенного скорее для литья под давлением, чем для непрерывного литья.Фирмой The National Smelting Company сконструирован представленный на рис. 1016 и 1017 насос для перекачки алюминия. Крыльчатка 1, вращаемая двигателем 2, гонит расплавленный металл из печи 3 в трубопровод 4. Все детали, соприкасающиеся с жидким алюминием, изготовлены из устойчивого по отношению к алюминию материала, например из графита или карбида кремния. Они формуются из смеси тонкоизмельченной глины, графита и карбида кремния, а затем обжигаются. Другой способ изготовления заключается в том, что формуют смесь из песка с порошкообразным карбидом кремния, после чего нагревают до температуры, при которой карбид кремния рекристаллизуется, а связующий материал почти полностью выгорает.

 Для передачи магния и магниевых сплавов из плавильной или разливочной печи в кристаллизатор фирма The Don Chemical Company в1947 г. построила центробежный насос (рис. 1018), который вводится в металлический расплав 2 через слой флюса 3; при этом ротор с четырьмя лопастями 1 располагается еще достаточно высоко над осадками 4, образующимися на дне ванны.
Для передачи магния и магниевых сплавов из плавильной или разливочной печи в кристаллизатор фирма The Don Chemical Company в1947 г. построила центробежный насос (рис. 1018), который вводится в металлический расплав 2 через слой флюса 3; при этом ротор с четырьмя лопастями 1 располагается еще достаточно высоко над осадками 4, образующимися на дне ванны.Вал 5 закрыт защитным кожухом 6, в который вводится гелий или аргон через патрубок 7; кожух до уровня 10 заполняется через отверстия 8 и 9 металлическим расплавом. Газы, захваченные колпаком 11 при погружении насоса, через отверстие 9 отводятся по трубопроводу 12; 13 — двигатель, 14 — выпускной трубопровод. Двигатель не перегревается, если он работает по крайней мере на высоте 450 мм над уровнем металла. Подшипник 15 изготовлен из серого чугуна, тогда как остальные детали, соприкасающиеся с расплавленным металлом, изготовляются из мягкой стали.
 Оригинальное устройство для подвода расплавленного металла к кристаллизатору, изображенное на рис. 1019, предложено в 1931 г. Пемецридером. Резервуар I, загружаемый с помощью устройства, не показанного на рисунке, подогревается газовой горелкой и быстро вращается при помощи вала 2. Под действием центробежной силы металл поднимается по стенкам резервуара, освобождается от газов и включений, а затем по трубе 3 через соединительный патрубок 4 попадает в кристаллизатор 5. Целесообразно в месте соединения патрубка и кристаллизатора вводить смазку, содержащую, например, графит.
Оригинальное устройство для подвода расплавленного металла к кристаллизатору, изображенное на рис. 1019, предложено в 1931 г. Пемецридером. Резервуар I, загружаемый с помощью устройства, не показанного на рисунке, подогревается газовой горелкой и быстро вращается при помощи вала 2. Под действием центробежной силы металл поднимается по стенкам резервуара, освобождается от газов и включений, а затем по трубе 3 через соединительный патрубок 4 попадает в кристаллизатор 5. Целесообразно в месте соединения патрубка и кристаллизатора вводить смазку, содержащую, например, графит.Наиболее распространенный метод пневматической подачи металла от плавильной печи к кристаллизатору — метод Юнганса (1933 г.). На рис. 1020 показана соответствующая установка для этой цели.
Металл, поданный из плавильной печи в ковш 1, попадает сначала в раздаточную печь 2, а затем через резервуар 5 и сопло 3 в кристаллизатор 4. На всем пути поддерживается постоянная температура металла. Трубопроводы и кристаллизатор, соприкасающиеся с расплавом, изготовлены из коррозионноустойчивой хромистой стали. Для поддержания требуемой температуры подогрева расплава и обеспечения бесперебойного протекания процесса разливки трубопроводы покрываются внутри или внутри и снаружи керамическим материалом, например стеатитом, силлиманитом и т. п. Пространство над зеркалом металла в кристаллизаторе изолировано от воздействия атмосферы посредством слоя газа или жидкости, надежно предохраняющим зеркало металла, а также стенки кристаллизатора от окисления. Одновременно они служат смазочным средством между отливкой и стенками кристаллизатора.
 Для получения безукоризненной отливки, устранения газовых пузырей и усадочной раковины заливочное сопло подводится к зеркалу металла или вводится под него, что устраняет свободное падение струи металла. Устройство 6 равномерно распределяет материал покрытия (газ, масло, расплавленную соль) по зеркалу металла. Принцип действия установки следующий: раздаточная печь 2 наполняется расплавом и плотно закрывается; весь подводящий тракт от раздаточной печи до кончика сопла нагревается до требуемой температуры. От источника высокого давления 7 в раздаточную печь вводится сжатый газ, выжимающий расплав в резервуар 5. Давление подбирается таким, чтобы обеспечивалась желаемая скорость истечения металла в кристаллизатор. Кристаллизатор, закрытый затравкой, наполняется в неподвижном состоянии, пока зеркало металла достигнет необходимого уровня. В этот момент приводятся в движение валки 8.
Для получения безукоризненной отливки, устранения газовых пузырей и усадочной раковины заливочное сопло подводится к зеркалу металла или вводится под него, что устраняет свободное падение струи металла. Устройство 6 равномерно распределяет материал покрытия (газ, масло, расплавленную соль) по зеркалу металла. Принцип действия установки следующий: раздаточная печь 2 наполняется расплавом и плотно закрывается; весь подводящий тракт от раздаточной печи до кончика сопла нагревается до требуемой температуры. От источника высокого давления 7 в раздаточную печь вводится сжатый газ, выжимающий расплав в резервуар 5. Давление подбирается таким, чтобы обеспечивалась желаемая скорость истечения металла в кристаллизатор. Кристаллизатор, закрытый затравкой, наполняется в неподвижном состоянии, пока зеркало металла достигнет необходимого уровня. В этот момент приводятся в движение валки 8.Скорость истечения расплава регулируется уровнем металла в ванне 5. Установленный там поплавок передает сигнал на оптический или акустический указатель уровня, по показаниям которого производится регулирование. Поплавок в ванне 5 может передавать сигналы на автоматическое устройство, регулирующее давление в раздаточной печи соответственно с изменением уровня. Пополнение раздаточной печи происходит при продолжающемся процессе разливки. При повышении давления ванна 5 наполняется до определенного уровня, а затем запирается пробкой 9. После этого давление в раздаточной печи снижается, открывается заслонка запирающего механизма 10, ставится ковш 1, поднимается пробка 12 и расплавленный металл впускается в печь. После удаления ковша заслонка 11 закрывается и сжатый газ поступает в раздаточную печь. Одновременно поднимается пробка 9 и процесс истечения металла из раздаточной печи продолжается.
 На рис. 1021 (обозначения те же, что на рис. 1020) представлена установка с сифонной трубой (вместо промежуточного резервуара). Здесь наполнение происходит в такой последовательности: ставится ковш 1 и колокол 13, давление в котором доводится до того же уровня, что и в раздаточной печи. Трубопровод 14 служит для выравнивания возможной небольшой разности давлений. После открытия заслонки 10 поднимается пробка 12; металл наполняет раздаточную печь, после чего последняя снова запирается заслонкой 10.
На рис. 1021 (обозначения те же, что на рис. 1020) представлена установка с сифонной трубой (вместо промежуточного резервуара). Здесь наполнение происходит в такой последовательности: ставится ковш 1 и колокол 13, давление в котором доводится до того же уровня, что и в раздаточной печи. Трубопровод 14 служит для выравнивания возможной небольшой разности давлений. После открытия заслонки 10 поднимается пробка 12; металл наполняет раздаточную печь, после чего последняя снова запирается заслонкой 10.Чтобы обеспечить загрузку раздаточной печи под давлением, Юнганс в 1937 г. предложил подвижной газонепроницаемый стопорный механизм в герметизированном ковше (рис. 1022). Отверстие 1 в крышке 2 снабжено мембраной из металлической трубки, плотно связанной с крышкой посредством фланца и со стопорным стержнем 3. Ход мембраны выбран так, что возможно полностью опорожнить ковш, подняв стопорный стержень. Заливочное отверстие 4 закрывается газонепроницаемой крышкой. Под ковшом поставлено уплотняющее кольцо 5, входящее в канавку 6; 7 — направляющие, служащие одновременно опорами для ковша.
В 1941 г. Юнганс заменил металлическую мембрану более дешевым и стойким сальником. Его можно использовать, когда заливаемый металл не испаряется, например при разливке алюминия, но не латуни.
 Для автоматического регулирования давления газа в раздаточной печи можно использовать устройство, показанное на рис. 1023. Давление газа в печи поддерживается с помощью газового резервуара 1. Под его действием расплав подается в кристаллизатор 3 и поднимается по трубе 4 к воронке 5. Разность уровней металла в трубе 2 и в воронке 5 соответствует избыточному давлению, используемому для подачи расплава в кристаллизатор 8. Скорость подачи металла к кристаллизатору будет постоянной при поддержании постоянного уровня металла в воронке 5. Для этого поплавок 6, укрепленный на конце коромысла, с помощью соленоидов управляет краном 7 для подачи и краном 8 для выпуска газа.
Для автоматического регулирования давления газа в раздаточной печи можно использовать устройство, показанное на рис. 1023. Давление газа в печи поддерживается с помощью газового резервуара 1. Под его действием расплав подается в кристаллизатор 3 и поднимается по трубе 4 к воронке 5. Разность уровней металла в трубе 2 и в воронке 5 соответствует избыточному давлению, используемому для подачи расплава в кристаллизатор 8. Скорость подачи металла к кристаллизатору будет постоянной при поддержании постоянного уровня металла в воронке 5. Для этого поплавок 6, укрепленный на конце коромысла, с помощью соленоидов управляет краном 7 для подачи и краном 8 для выпуска газа.Чтобы избежать переливания расплава из плавильной печи для рафинирования в раздаточную печь через все трубопроводы в установке для непрерывного литья с несколькими раздаточными печами и лишь одним кристаллизатором, Юнганс предложил применить установку, изображенную на рис. 1024 и 1025.
Подача расплава в кристаллизатор осуществляется под действием сжатого воздуха.
 Для устранения недостатков, связанных с подачей расплава от плавильных печей в кристаллизаторы, Юнганс в 1941 г. предложил установку, имеющую подогреваемый сборный желоб, вокруг которого сгруппированы плавильные печи; он вмещает, по крайней мере, металл, выплавленный в одной печи. В желобе металл выдерживается для отстаивания загрязнений, что особенно необходимо при литье легких металлов.
Для устранения недостатков, связанных с подачей расплава от плавильных печей в кристаллизаторы, Юнганс в 1941 г. предложил установку, имеющую подогреваемый сборный желоб, вокруг которого сгруппированы плавильные печи; он вмещает, по крайней мере, металл, выплавленный в одной печи. В желобе металл выдерживается для отстаивания загрязнений, что особенно необходимо при литье легких металлов.На рис. 1026 показан общий вид установки, а на рис. 1027 показаны некоторые отдельные ее узлы. Около сборного желоба 1 установлены четыре плавильные печи 2, 3, 4, 5, из которых металл можно выпускать непосредственно в желоб; 6 — электронагревательные устройства. В сборном желобе поддерживается защитная атмосфера. Металл поступает по трубе 7, снабженной регулирующим клапаном, в герметически закрытый и подогреваемый промежуточный желоб 8, а отсюда через трубу 9 в кристаллизатор 10. Поплавок 11 служит для контроля уровня расплавленного металла. Промежуточный желоб 8 установлен на площадке, перемещающейся с помощью гидравлики в вертикальном и горизонтальном направлениях. Если промежуточный желоб отсутствует, то перемещается сам сборный желоб.
Юнганс в 1943 г. указывал, что подобные дросселирующие устройства целесообразно устанавливать не только в месте, где металл из питающего трубопровода поступает в кристаллизатор, но и везде на пути между плавильной печью и кристаллизатором. Так, дросселирующее устройство 12 в установке на рис. 1026 и 1027 расположено на сопле 7. Подвижная часть его находится в промежуточном желобе 8 под зеркалом металла. Дросселирующее устройство регулирует поступление металла (от руки или автоматически) в зависимости от положения поплавка 11.
Трубопроводы, снабженные дросселирующими устройствами, должны иметь сечения в свету таких размеров, чтобы при их зарастании оставалось сечение, достаточное для пропуска потребного количества металла.
Используемые при непрерывном литье трубопроводы легко зарастают окислами, особенно когда производится смена печей. При перерыве между плавками в трубопроводах, стояках и соплах нужно поддерживать требуемую температуру, что способствует их закупорке. Для избежания этого каждый трубопровод, идущий от печи, по предложению Юнганса (1941 г.) закрывается. Целесообразно оборудовать трубопроводы по всей длине подогревающими устройствами. Затворы лучше всего выполнять в виде обратных клапанов, изолирующих трубопроводы от внешней среды, как только в них повышается давление.
 На рис. 1028 показана установка, в которой две раздаточные печи работают на одно сопло 7; 2 и 3 — запорные механизмы, выполненные, например, так, как показано на рис. 1029—1031. Расплав может перетекать от печи до сопла, в обратном же направлении — только до клапана. Опорожненные тигли 4 и 5 после опускания поддонов 6 и 7 можно вынуть из герметических кожухов 8 и 9 и заменить полными тиглями. Для поддержания температуры и для очистки входов трубопроводов используют устройство, показанное на рис. 1032. Температура стакана 10 поддерживается с помощью электрического или газового нагрева на требуемом уровне. В нем в качестве теплопроводящей жидкости находится металл, используемый в дальнейшем для литья, или другой расплав или жидкость, например расплавленная соль, масло и т. п., которые смывают загрязнения с клапана.
На рис. 1028 показана установка, в которой две раздаточные печи работают на одно сопло 7; 2 и 3 — запорные механизмы, выполненные, например, так, как показано на рис. 1029—1031. Расплав может перетекать от печи до сопла, в обратном же направлении — только до клапана. Опорожненные тигли 4 и 5 после опускания поддонов 6 и 7 можно вынуть из герметических кожухов 8 и 9 и заменить полными тиглями. Для поддержания температуры и для очистки входов трубопроводов используют устройство, показанное на рис. 1032. Температура стакана 10 поддерживается с помощью электрического или газового нагрева на требуемом уровне. В нем в качестве теплопроводящей жидкости находится металл, используемый в дальнейшем для литья, или другой расплав или жидкость, например расплавленная соль, масло и т. п., которые смывают загрязнения с клапана.При эксплуатации установок непрерывного литья иногда необходимо перейти от разливки одного металла к другому, не прерывая процесса литья. Юнганс в 1938 г. предложил простое решение этой проблемы (рис. 1033 и 1034). Непрерывно действующий кристаллизатор 1 при смене печей при помощи устройства 3 опускается вниз и отделяется от основания 2, с которым он жестко связан (в рабочем положении). Сопло выходит из кристаллизатора, печь отодвигается в сторону и заменяется другой.
Юнганс указывает, что при непрерывном методе литья, особенно на больших предприятиях, часто необходимо менять сечение слитков в соответствии с имеющимися заказами. Для смены кристаллизаторов приходится останавливать производство, при этом останавливается не только литейное, но и плавильное отделение. Так как одна только замена кристаллизатора длится, как правило, 1,5—2,5 часа, то причиненным ущербом нельзя пренебрегать. Если, например, мастерская литья латуни производит 3 т литья в час, то производственные потери вследствие остановки составят 6 т. При переходе же на литье другого металла нужно пустить другую печь, подключение которой при прежних способах выполнения этой работы также вызывает потери, которыми нельзя пренебречь.
С целью устранения подобных затруднений Юнганс предложил установку, представленную на рис. 1035 и 1036.
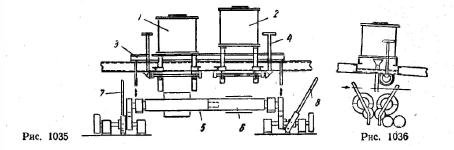 На плите 3 установлены рядом два кристаллизатора 1 и 2. На рис. 1035 кристаллизатор 1 соединен с плитой 3, тогда как кристаллизатор 2 при помощи механизма 4 поднят выше самого верхнего положения плиты, и ее движение не передается кристаллизатору 2. Под кристаллизаторами 1 и 2 расположены тянущие валки, которые по мере необходимости можно соединять и разъединять с помощью рычагов управления 7 и 5.
На плите 3 установлены рядом два кристаллизатора 1 и 2. На рис. 1035 кристаллизатор 1 соединен с плитой 3, тогда как кристаллизатор 2 при помощи механизма 4 поднят выше самого верхнего положения плиты, и ее движение не передается кристаллизатору 2. Под кристаллизаторами 1 и 2 расположены тянущие валки, которые по мере необходимости можно соединять и разъединять с помощью рычагов управления 7 и 5.Пока в работе находится кристаллизатор 1, можно готовить к заливке кристаллизатор 2. Когда в работу включается кристаллизатор 2, он опускается на плиту и включаются валки б; тогда кристаллизатор 1 поднимают над плитой, а валки 5 останавливают. Можно при этом сблокировать механизмы подъема и опускания кристаллизаторов 1 и 2 с механизмами, включающими валки.
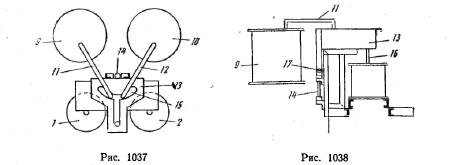 На рис. 1037 и 1038 показано другое конструктивное решение этого вопроса. Здесь также предусмотрены два кристаллизатора 1 и 2. Кроме того, имеются две печи 9 и 10; это могут быть плавильные пути раздаточные печи. От печей трубопроводы 11 и 12 подают расплавленный металл к желобу 13, этот желоб поворачивается около вертикальной оси 14; трубопроводы 11 и 12 вводятся в желоб через дугообразную прорезь 15. Благодаря этому можно поворачивать желоб 13 так, чтобы его выпускное сопло 16 приходилось над одним или другим кристаллизатором.
На рис. 1037 и 1038 показано другое конструктивное решение этого вопроса. Здесь также предусмотрены два кристаллизатора 1 и 2. Кроме того, имеются две печи 9 и 10; это могут быть плавильные пути раздаточные печи. От печей трубопроводы 11 и 12 подают расплавленный металл к желобу 13, этот желоб поворачивается около вертикальной оси 14; трубопроводы 11 и 12 вводятся в желоб через дугообразную прорезь 15. Благодаря этому можно поворачивать желоб 13 так, чтобы его выпускное сопло 16 приходилось над одним или другим кристаллизатором.Для вывода выпускного сопла 16 из кристаллизаторов желоб 13 поворачивается относительно горизонтальной оси 17, благодаря чему смена кристаллизаторов производится быстро и легко.
В 1938 г. Юнганс предложил соединительные трубопроводы и сопла изготовлять из корунда; этот материал хорошо подходит для литья таких тугоплавких металлов, как медь, железо, бериллий, никель и их сплавы, и выдерживает температуру до 2000°.
Трубопроводы и сопла из корунда перед началом разливки подогреваются до температуры расплава. Для этой цели Юнганс рекомендует нагревательные спирали из молибдена или его сплавов.
Пемецридер в 1931 г. применил для устройства, описанного ранее, трубы и другие детали арматуры из корунда, карбида кремния и т. п.
Росси предложил (1953 г.) трубопроводы и другие детали, соприкасающиеся с жидким металлом, изготавливать из огнеупорных материалов, например из силлиманита, муллита, окиси циркония, силиката циркония или из смеси асбестового порошка или волокон с парижским гипсом. Последняя смесь особенно пригодна для литья алюминия, так как не смачивается им и, следовательно, не разъедается; полезна также низкая теплопроводность ее. В некоторых случаях рекомендуется крепить стенки упрочняющей арматурой из металлической (вольфрамовой) проволоки или стекловолокна.
Фирма Kaiser Aluminium Chemical Corporation рекомендует (1954 г.) покрывать огнеупорные детали аппаратуры для непрерывного литья, например разливочных ковшей, печей, желобов и тиглей, соприкасающихся с расплавленным алюминием или алюминиевыми сплавами, обожженной окисью бора. Последняя препятствует проникновению металла в поры футеровки и предохраняет ее от химического и физического разрушения. Этот защитный материал дешев и очень хорошо держится. Приготовляют его в виде 40—70%-ного водного раствора борной кислоты; затем следует сушка сначала при комнатной температуре, затем при повышенной (60—140°) и, наконец, обжиг при температуре между 800 и 1000°. Количество наносимого материала колеблется от 5 до 20 г на 1 дм2.
Можно назвать и другие материалы, устойчивые против расплавленного алюминия.
Ичнер установил, что алюминаты щелочноземельных металлов не реагируют с жидким алюминием и при подходящем гранулометрическом составе хорошо формуются; они обладают необходимой огнеупорностью и хорошей стойкостью к смене температур.
Примеры:
1. Моноалюминат кальция размельчают до величины зерна 0—6 мм. Другую его порцию размалывают на зерно величиной 0—0,1 мм. Эти две фракции смешивают в пропорции от 1 : 1 до 9 : 1 с 8—15% воды, формуют, высушивают и обжигают до прочного состояния. Температура обжига зависит от степени загрязненности алюмината; нормально она лежит в пределах 1300—1400°.
2. Смесь алюминатов, состоящую из 20—60% CaO и 80—40% Al2Os, частично измельчают до зерен размером 0—6 мм, частично размалывают на зерно 0—0,1 мм. Смесь составляют в пропорции от 1:1 до 9:1, как и в примере 1. Температура обжига лежит между 1300 и 1600°.
3. К 50—90% алюмината кальция, измельченного до зерна 0—6 мм, добавляют 50—10% смеси гидроокиси кальция и кальцинированной окиси алюминия или гидроокиси алюминия в соотношении CaO: Al2O3 = 1,1 до 1,4; всю смесь замешивают в воде, формуют, сушат и обжигают при 1300—1600°.
Металлургический завод Plansee CmbH предохраняет железо от воздействия расплавленного алюминия покрытием из хромоникельбористого соединения, полученного методом пульверизации и не содержащего свободного никеля, Ni2B или NiB. Пульверизация производится при температуре до 3000°. Хорошие результаты достигаются со смесями, состоящими из Cr2B с 7—50% CrNiB4.
Особенно рационально покрытие, состоящее из Cr2B с 35—50% Cr2NiB4, так как коэффициенты линейного расширения этого материала и железа очень близки. При пульверизации деталь вводится в пульверизационный пистолет со скоростью подачи смеси 5—18 см/мин. Температура пламени в пистолете достигает более 3000°. Поверхность покрываемой детали должна быть шероховатой и хорошо очищенной. Очень хорошие результаты дает ацетилено-кислородное пламя. Покрытие должно иметь толщину 0,5—0,8 мм. При пульверизации нужно следить, чтобы температура железа не превышала 200°.
Долговечность слоя покрытия толщиной 0,5 мм при работе в расплавленном алюминии при 800° колеблется между 600 и 1100 час.
Следует добавить, что могут возникнуть трудности из-за отставания слоя покрытия; при соприкосновении с флюсами, содержащими криолит, покрытие теряет свою стойкость.
Нитрид бора стоек как по отношению к расплавленному алюминию, так и к расплавленному криолиту. В контакте с жидким или газообразным алюминием при высоких температурах и в вакууме нитрид алюминия совершенно не изменяется.
 Опыты со стойкой к смене температур керамической массой из смеси Li2O, Al2O3 и SiO2, имеющей небольшой коэффициент линейного расширения, показали, что изготовленные из нее детали не нужно подогревать. Другим преимуществом ее является низкая теплопроводность. Эта масса разъедается жидким алюминием, и поэтому необходимо защитное покрытие, например из каолина или жидкого стекла; время от времени покрытие необходимо возобновлять. Значительным недостатком этой смеси является низкая механическая прочность; разливочный ковш из этой массы после окончания разливки немедленно опорожнить, так как при последующем расплавлении застывший в ковше металл расширяется и разрушает футеровку.
Опыты со стойкой к смене температур керамической массой из смеси Li2O, Al2O3 и SiO2, имеющей небольшой коэффициент линейного расширения, показали, что изготовленные из нее детали не нужно подогревать. Другим преимуществом ее является низкая теплопроводность. Эта масса разъедается жидким алюминием, и поэтому необходимо защитное покрытие, например из каолина или жидкого стекла; время от времени покрытие необходимо возобновлять. Значительным недостатком этой смеси является низкая механическая прочность; разливочный ковш из этой массы после окончания разливки немедленно опорожнить, так как при последующем расплавлении застывший в ковше металл расширяется и разрушает футеровку.Американская фирма Kaiser Aluminium Chemical Corporation указывает на трудности, возникающие из-за различных коэффициентов теплового расширения стального кожуха и футеровки промежуточных резервуаров, применяемых при непрерывном литье; в футеровке возникают трещины. Склонность к разрушению особенно велика, если выпускное сопло расположено в днище резервуара. В 1954 г. фирма предложила промежуточное разливочное устройство с выпускным соплом, не связанным со стальным кожухом, благодаря чему он не связан также и с футеровкой.
 На рис. 1039—1041 показано одно из конструктивных решений этого вопроса. Металлический кожух 1 облицован литым огнеупорным материалом 2; 3— теплоизолирующий промежуточный слой из окиси магния, покрывающий дно и стенки кожуха и кончающийся только вблизи выпускного отверстия. Между слоем 3 и футеровкой 2 можно проложить алюминиевую фольгу, чтобы теплоизолирующий промежуточный слой не поглощал влагу из футеровки.
На рис. 1039—1041 показано одно из конструктивных решений этого вопроса. Металлический кожух 1 облицован литым огнеупорным материалом 2; 3— теплоизолирующий промежуточный слой из окиси магния, покрывающий дно и стенки кожуха и кончающийся только вблизи выпускного отверстия. Между слоем 3 и футеровкой 2 можно проложить алюминиевую фольгу, чтобы теплоизолирующий промежуточный слой не поглощал влагу из футеровки.Для устранения растрескивания футеровка нагружается сжимающей нагрузкой, большей, чем сила трения между футеровкой и металлическим кожухом. Это достигается посредством нажимной плиты 4 и резиновой подушки 5. Выпускное сопло 6 проходит через овальное отверстие 7 и закрепляется свободно относительно металлического кожуха 1.
Резиновую подушку можно заменить пружиной.
- Изменение поперечного сечения в процессе литья
- Изменение состава сплава в процессе литья
- Другие способы изготовления плакированных слитков
- Литье слитков между плакирующими листами
- Одновременное литье плакирующего слоя и металла сердцевины
- Непрерывное центробежное литье труб
- Литье полых слитков в кристаллизаторы, зависимые от плавильной печи
- Применение кристаллизаторов, независимых от плавильной печи
- Исследования процесса охлаждения и кристаллизации
- Охлаждение кристаллизаторов скольжения, не зависимых от литейной печи
