Другие способы изготовления плакированных слитков
Специальные способы
Подобно методу полунепрерывного литья, имеются различные способы нанесения свинца, олова и других металлов на прутки, трубы, проволоку и сердечник для кабеля. Сюда же относятся способы освинцевания электрических кабелей, которые необходимо рассмотреть на отдельных примерах. То же самое относится и к изготовлению биметаллических пластин, применяемых в подшипниках скольжения.
В 1892 г. Хессе, предложив метод бесслитковой прокатки металлических труб, указал также на возможность проведения одновременного плакирования. Он предложил заливать в полую оправку расплав никеля, алюминия или бронзы, а затем через щель или отверстие направлять этот расплав на стенку отливаемой стальной трубы, чтобы получалась прочно приваренная внутренняя плакировка. Другое предложение состояло в том, чтобы отливаемую трубу покрывать снаружи защитным слоем олова, цинка или меди. Хессе пришел также к мысли, что отливаемой трубе можно придавать увеличенную наружную или внутреннюю поверхностную твердость посредством воздействия соответствующего запатентованного вещества, что особенно важно при изготовлении маховиков, трансмиссионных валов, осей железнодорожных вагонов, стаканов артиллерийских снарядов, кислотных баллонов и других изделий.
 Особое положение занимает способ Эткинсона для изготовления армированных свинцовых листов, труб и других подобных деталей путем пропускания сетки из стальной проволоки через ванну с расплавленным свинцом (рис. 941).
Особое положение занимает способ Эткинсона для изготовления армированных свинцовых листов, труб и других подобных деталей путем пропускания сетки из стальной проволоки через ванну с расплавленным свинцом (рис. 941).На рис. 942 показана установка фирмы Compgnie des Forges de Chatillon, Commentry et Neuves-Maisons для заливки расплава между двумя металлическими лентами. Лента 1 ложится на бесконечную цепь 2, движущуюся в одном направлении с постоянной скоростью. На рис. 943 показан разрез кристаллизатора.
На рис. 944 изображена установка компании Chemical Equipment Manufacturing Company (1928 г.) для плакирования тонких стальных лент мягкими металлами. Трубы 1 служат для обогрева ленты и расплава, а трубы 2 — для подачи охлаждающей жидкости. Приспособление 3 регулирует толщину наносимого слоя, а режущий инструмент 4 выравнивает поврехность изготовляемого полуфабриката. Плакированные листы, полученные таким способом, предназначались для изготовления баллонов в химической промышленности.
По методу компании Linde Air Products Company стальную ленту, на которую должно наноситься покрытие из цветного металла (меди, латуни, бронзы или сплава меди с никелем и железом), пропускают через нагревательную печь и обрабатывают в оксидирующем потоке газа, чтобы освободить от поверхностной пленки. При этом получается чистая металлическая поверхность. Затем на движущуюся ленту наносят слой флюса, после чего заливают плакирующий металл.
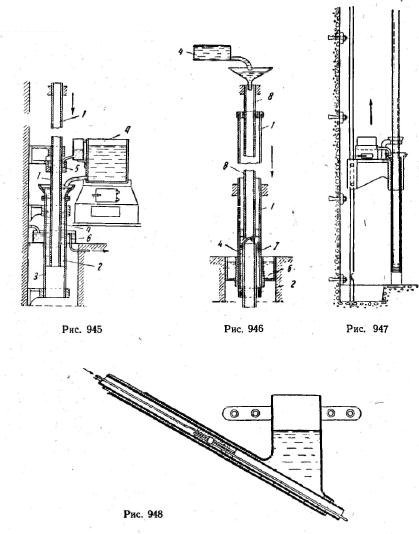 На рис. 945 приведена установка Теуеркорна (1910 г.) для покрытия наружной поверхности трубы 1 длиной от 3 до 6 м слоем свинца, олова и др. Труба, имеющая на нижнем конце уплотнение 2, медленно опускается в трубу 3 при постепенном наполнении расплавленным металлом 4. Кислота для припайки слоя покрытия к стенкам трубы подается на участке 5, а охлаждающая вода циркулирует в баке 6. При выходе из трубы 3 плакирующий слой затвердевает.
На рис. 945 приведена установка Теуеркорна (1910 г.) для покрытия наружной поверхности трубы 1 длиной от 3 до 6 м слоем свинца, олова и др. Труба, имеющая на нижнем конце уплотнение 2, медленно опускается в трубу 3 при постепенном наполнении расплавленным металлом 4. Кислота для припайки слоя покрытия к стенкам трубы подается на участке 5, а охлаждающая вода циркулирует в баке 6. При выходе из трубы 3 плакирующий слой затвердевает.На рис. 946 показано приспособление для нанесения свинцового слоя на внутреннюю поверхность трубы. Оправка 7, установленная неподвижно, соединена с трубой S, по которой подводится расплав. Труба 1, подлежащая покрытию, по мере подачи расплавленного металла медленно опускается вниз.
В 1943 г. Целлер использовал установку примерно такой же конструкции для нанесения плакирующего слоя на наружную поверхность металлических труб, рычагов и кабеля. Плакирование внутренней поверхности трубы Целлер осуществил примерно по такому же принципу, как это выполнил Теуеркорн (рис. 946).
Установка Теуеркорна занимает слишком много площади. Поэтому фирма Mann-Willkomm в 1910 г. сконструировала машину (рис. 947), в которой приспособление для нанесения покрытия надвигается снизу вверх на неподвижно стоящую трубу. Предусматривалось также применение рассмотренного метода для нанесения плакирующего слоя на внутреннюю поверхность длинных труб.
В 1912 г. Теуеркорн сконструировал новую установку, которая изображена на рис. 948.
При работе на установке, показанной на рис. 945, свинцовая оболочка не имеет трещин только при применении незначительных рабочих скоростей, порядка 2 мм/мин. В 1914 г. Теуеркорн предложил подавать свинец под высоким давлением, достаточным для того, чтобы свинец, увлекал за собой трубу.
Слитки из мягкой стали, плакированные медью, которые применяются при изготовлении проволоки для электропроводов, изготовляются следующим образом. Слиток нагревается в муфельной печи в атмосфере восстановительного газа, затем опускается в кристаллизатор, присоединенный к муфельной печи и заполненный восстановительным газом. После этого расплав электролитической меди заливают сифонным способом. Такая технология обеспечивает отличную сварку железа и меди. Недостатком является то, что медь, омывающая стальной слиток снизу вверх, растворяет сталь. При этом растворенная сталь концентрируется в верхней части слитка. Проволока, полученная из такого слитка, обладает различной электропроводностью по длине.
 В 1942 г. фирма Vereinigte Deutshe Metallwerke в конструкции своего устройства предусмотрела, чтобы из печи слиток подавался на опускающийся поддон, где он по способу полунепрерывного литья заливался плакирующим металлом при усиленном охлаждении. При таком способе литья плакирующий металл, например медь, заливается сверху на непрерывно опускающийся слиток; расплав кристаллизуется очень быстро, а потому литая сталь, которая все же растворяется под воздействием жидкой меди, не может концентрироваться в одном месте.
В 1942 г. фирма Vereinigte Deutshe Metallwerke в конструкции своего устройства предусмотрела, чтобы из печи слиток подавался на опускающийся поддон, где он по способу полунепрерывного литья заливался плакирующим металлом при усиленном охлаждении. При таком способе литья плакирующий металл, например медь, заливается сверху на непрерывно опускающийся слиток; расплав кристаллизуется очень быстро, а потому литая сталь, которая все же растворяется под воздействием жидкой меди, не может концентрироваться в одном месте.На рис. 949 приведена установка фирмы Chemical Equipment Manufacturing Company для нанесения на внутреннюю поверхность трубы плакирующего покрытия из свинца и других металлов. Здесь 1 — труба, подлежащая плакированию, 2 — плакирующий расплав, 3 — оправка, имеющая вверху направляющие приливы 4 и подвешенная на штанге 5. В начальный момент литья нижняя часть трубы вводится через кольцевой шаблон, устанавливающий положение трубы. Обогрев производится горелками 6, а охлаждение — с помощью дисков 7 и кольцевых разбрызгивающих труб 8. При работе установки или оправка медленно поднимается вместе с горелкайи и охлаждающими трубами или, наоборот, опускается труба.
В 1883 г. Гиде сконструировал установку для изготовления освинцованного кабеля, в которой имеются валки с выфрезерованными пазами.
Машина для покрытия свинцом железной проволоки или тросов, сконструированная в 1908 г. Хэнкоком, показана на рис. 950. Сосуд 1 с расплавленным свинцом обогревается с помощью кольцевой горелки 2. Нижняя часть кристаллизатора 3 охлаждается водей. Свинец не только образует защитное покрытие вокруг троса, но и затекает во все промежуточные объемы.
 Фирма Western Electric Company в 1939 г. предложила приспособление для покрытия электрического кабеля свинцовой оболочкой, представленное на рис. 951. Свинец заливается между двумя формующими деталями 1 и 2, причем деталь 1 остается неподвижной, а деталь 2 в осевом направлении совершает возвратно-колебательные движения, вследствие чего зазор между обеими формующими деталями, определяющий толщину возникающей трубчатой оболочки, изменяется. Оболочка подвергается непрерывной пластической деформации. Требующаяся смазка подается через отверстие 3. У входного конца установки имеется нагревательный элемент 4. По каналам 5 и б циркулирует нагревательная среда, поддерживая температуру формующих деталей 4 на таком режиме, чтобы свинец по пути к выходному концу 7 медленно затвердевал. Этим способом можно изготовлять бесшовные свинцовые трубы.
Фирма Western Electric Company в 1939 г. предложила приспособление для покрытия электрического кабеля свинцовой оболочкой, представленное на рис. 951. Свинец заливается между двумя формующими деталями 1 и 2, причем деталь 1 остается неподвижной, а деталь 2 в осевом направлении совершает возвратно-колебательные движения, вследствие чего зазор между обеими формующими деталями, определяющий толщину возникающей трубчатой оболочки, изменяется. Оболочка подвергается непрерывной пластической деформации. Требующаяся смазка подается через отверстие 3. У входного конца установки имеется нагревательный элемент 4. По каналам 5 и б циркулирует нагревательная среда, поддерживая температуру формующих деталей 4 на таком режиме, чтобы свинец по пути к выходному концу 7 медленно затвердевал. Этим способом можно изготовлять бесшовные свинцовые трубы.На pис. 952 изображена конструкция устройства для плакирования стальной проволоки для электрических проводов, предложенная в 1884 г. Фарнером.
Такой же принцип применил в 1948 г. Отто для изготовления прутков или труб из меди, латуни или стали со свинцовым покрытием произвольной толщины,
В 1947 г. Рейнольдс предложил примерно такую же машину для облицовки проволоки и тросов электрических проводов высокого напряжения алюминием или алюминиевыми сплавами.
Чтобы воспрепятствовать образованию окислов при плакировании проволоки или прутков цинком, оловом, свинцом, кадмием или алюминием, фирма Metalloys Company в 1936 г. создала конструкцию, в которой вокруг кристаллизатора создается разрежение с помощью масляного или водоструйного насоса.
Биметаллические ленты для подшипников скольжения
В 1916 г. фирма Pressed Bearing Company предложила метод изготовления полуцилиндрических вкладышей подшипников скольжения. По этому методу подшипниковый сплав заливается на движущуюся ленту. Образующийся металлический слой уплотняется путем пластической деформации. Установка показана на рис. 953.
 Лента 1 подается валками 2 и проходит под фитилем 3, смачиваемым соляной кислотой, при одновременном нагревании горелками 4. Затем с помощью приспособления 5 наносится слой кислоты (для хорошей припайки слоев антифрикционного металла к основному металлу), из сосуда 6 заливается подшипниковый сплав и после его затвердевания производится деформирование двухслойной ленты валками 7.
Лента 1 подается валками 2 и проходит под фитилем 3, смачиваемым соляной кислотой, при одновременном нагревании горелками 4. Затем с помощью приспособления 5 наносится слой кислоты (для хорошей припайки слоев антифрикционного металла к основному металлу), из сосуда 6 заливается подшипниковый сплав и после его затвердевания производится деформирование двухслойной ленты валками 7.В 1930 г. фирма Cleveland Graphite Bronze Company, используя в качестве основного слоя в подшипниках скольжения стальную ленту, предложила уплотнять нанесенный на нее слой подшипникового сплара путем протягивания плакированной полосы через матрицу, как это показано на рис. 954. Предварительно луженая и нагретая свальная лента 1 пропускается через ванну 2 с расплавом подшипникового сплава и проходит под деталью 3, которая регулирует толщину наносимого слоя. После этого лента охлаждается водой и деформируется путем протягивания через матрицу 4. В другой конструкции деталь 3, регулирующая толщину слоя подшипникового сплава, образует стенку сосуда с расплавленным металлом.
Той же фирмой в 1932 г. сконструировано устройство для двустороннего покрытия металлической ленты подшипниковым сплавом (рис. 955).
 В другом приспособлении, также спроектированном в 1932 г., стальная полоса поступает через боковую щель в ванну с подшипниковым сплавом и выходит через щель в противоположной стенке ванны. Этой щелью определяется толщина слоя подшипникового сплава. Охлаждение осуществляется струями воды.
В другом приспособлении, также спроектированном в 1932 г., стальная полоса поступает через боковую щель в ванну с подшипниковым сплавом и выходит через щель в противоположной стенке ванны. Этой щелью определяется толщина слоя подшипникового сплава. Охлаждение осуществляется струями воды.Несколько позднее (1933 г.) фирма установила, что таким путем нельзя обеспечить прочное сцепление полосы с подшипниковым сплавом. Поэтому она предложила помещать полосу в разъемную литейную форму и протаскивать ее через объем с жидким подшипниковым сплавом, который одновременно подогревает литейную форму. На рис. 956 показано поперечное сечение разъемной литейной формы, состоящей из частей 1 и 2, с отбортованной полосой основного металла 3 и слоем подшипникового сплава 4.
 С целью получения равномерного покрытия полосы из основного металла подшипниковым сплавом фирма предложила устройство, показанное на рис. 957 и 958. Стальная лента 2, подогретая в печи 1, протягивается сквозь ванну с подшипниковым сплавом, уровень которого поддерживается постоянным с помощью сливного отверстия 4. Высота щели 5 точно регулируется высотой установки торцовой стенки 6. Лента проходит по дну ванны 3 под заплечиками 7 (рис. 958), и подшипниковый сплав покрывает ленту, но не на всю ее ширину. Если скорость движения стальной полосы и температура ее точно выдерживаются, то покрытие 8 получается равномерным. Охлаждение с помощью водяных струй, подводимых через трубу 9, в Сочетании с экраном 10 обусловливает затвердевание покрытия за доли секунды после выхода ленты из ванны 3, в результате чего металл приобретает мелкозернистую структуру.
С целью получения равномерного покрытия полосы из основного металла подшипниковым сплавом фирма предложила устройство, показанное на рис. 957 и 958. Стальная лента 2, подогретая в печи 1, протягивается сквозь ванну с подшипниковым сплавом, уровень которого поддерживается постоянным с помощью сливного отверстия 4. Высота щели 5 точно регулируется высотой установки торцовой стенки 6. Лента проходит по дну ванны 3 под заплечиками 7 (рис. 958), и подшипниковый сплав покрывает ленту, но не на всю ее ширину. Если скорость движения стальной полосы и температура ее точно выдерживаются, то покрытие 8 получается равномерным. Охлаждение с помощью водяных струй, подводимых через трубу 9, в Сочетании с экраном 10 обусловливает затвердевание покрытия за доли секунды после выхода ленты из ванны 3, в результате чего металл приобретает мелкозернистую структуру.В 1934 г. одна американская фирма установила под металлической полосой скребок для освобождения нижней стороны ее от слоя подшипникового сплава.
В 1935 г. эта же фирма предложила загибать кверху края металлической ленты, образуя желоб для подшипникового металла; после затвердевания подшипникового слоя края ленты удаляют.
В 1935 г. Зальцман регулировал толщину подшипникового металла на стальных или бронзовых полосах с помощью сливных устройств, располагаемых в боковых направляющих планках.
В устройстве, предложенном фирмой Bohn Aluminium Brass Corporation для покрытия стальной полосы подшипниковым сплавом, имеется ряд усовершенствований; при соприкосновении подшипникового сплава со стальной полосой поддерживается температура, обеспечивающая соединение подшипникового сплава со стальной полосой при сплавлении этих двух металлов. Температура процесса регулируется в чрезвычайно узких границах путем изменения скорости движения стальной полосы или скорости поступления подшипникового сплава на стальную полосу или одновременно обоими способами. При этом обеспечивается эффективное охлаждение.
 На рис. 959 показано еще одно приспособление для нанесения бронзы на стальную полосу фирмы The Cleveland Graphite Bronze Company. Фирма указывает, что при нанесении подшипниковой бронзы на стальную полосу последняя перемещается со скоростью 4—5 м/мин. При этом заливается слой несколько большей толщины, чем он будет в окончательно готовом изделии, например толщиной 2,5 мм, вместо требуемых 1,5 мм. Если лента основного металла имеет ширину 13 мм, то для образования слоя указанной выше толщины нужно подать около 4,5 кг расплавленной бронзы в минуту, что составляет примерно 110 г на 1 дм ширины ленты. Струя расплавленного металла получается столь незначительной, что трудно равномерно распределить заливаемый металл по всей ширине ленты. Эта трудность преодолевается путем уменьшения высоты падения расплавленного металла на ленту для устранения разбрызгивания и обеспечения равномерного распределения заливаемого металла по всей ширине ленты вплоть до ее краев. Нижний край пластины 4 (рис. 959) расположен на высоте примерно 6,5 мм над полосой основного металла 1, проходящей по направляющей 2 в зону заливки. Для лучшего распределения заливаемого металла 3 опорная плита 5 расположена наклонно.
На рис. 959 показано еще одно приспособление для нанесения бронзы на стальную полосу фирмы The Cleveland Graphite Bronze Company. Фирма указывает, что при нанесении подшипниковой бронзы на стальную полосу последняя перемещается со скоростью 4—5 м/мин. При этом заливается слой несколько большей толщины, чем он будет в окончательно готовом изделии, например толщиной 2,5 мм, вместо требуемых 1,5 мм. Если лента основного металла имеет ширину 13 мм, то для образования слоя указанной выше толщины нужно подать около 4,5 кг расплавленной бронзы в минуту, что составляет примерно 110 г на 1 дм ширины ленты. Струя расплавленного металла получается столь незначительной, что трудно равномерно распределить заливаемый металл по всей ширине ленты. Эта трудность преодолевается путем уменьшения высоты падения расплавленного металла на ленту для устранения разбрызгивания и обеспечения равномерного распределения заливаемого металла по всей ширине ленты вплоть до ее краев. Нижний край пластины 4 (рис. 959) расположен на высоте примерно 6,5 мм над полосой основного металла 1, проходящей по направляющей 2 в зону заливки. Для лучшего распределения заливаемого металла 3 опорная плита 5 расположена наклонно.Ta же фирма разработала в 1941 г. метод регулирования скорости нанесения покрытия.
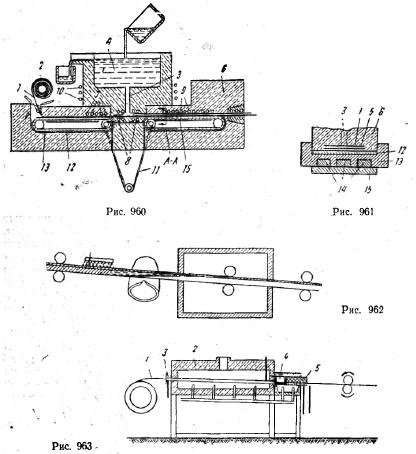 Устройство для покрытия стальной ленты подшипниковым сплавом, представленное на рис. 960 и 961, предложено в 1949 г. Бреннаном. На рис. 961 показано сечение по AA рис. 960. Стальная лента 1 сматывается с катушки 2 и протягивается с помощью двух транспортирующих устройств через установку для нанесения плакирующего слоя. Заливаемый металл 4 подается по каналу 3; благодаря показанному на рисунке сливному устройству металл подается под постоянным давлением в полость блока 6, образуя слой 5; 7 и 8 — нагревательные элементы; 9 — система охлаждения; 10 — индуктор высокой частоты. Оба транспортирующих устройства приводятся в движение посредством цепи 11 и состоят из намагничиваемой ленты 12, с внутренней стороны которой расположены постоянные магниты 13. Верхняя ветвь цепи через ролики 14 опирается на подкладку 15. В зоне заливки температура повышается до 1065—1095° и лента теряет магнитные свойства; однако при охлаждении она снова становится магнитной.
Устройство для покрытия стальной ленты подшипниковым сплавом, представленное на рис. 960 и 961, предложено в 1949 г. Бреннаном. На рис. 961 показано сечение по AA рис. 960. Стальная лента 1 сматывается с катушки 2 и протягивается с помощью двух транспортирующих устройств через установку для нанесения плакирующего слоя. Заливаемый металл 4 подается по каналу 3; благодаря показанному на рисунке сливному устройству металл подается под постоянным давлением в полость блока 6, образуя слой 5; 7 и 8 — нагревательные элементы; 9 — система охлаждения; 10 — индуктор высокой частоты. Оба транспортирующих устройства приводятся в движение посредством цепи 11 и состоят из намагничиваемой ленты 12, с внутренней стороны которой расположены постоянные магниты 13. Верхняя ветвь цепи через ролики 14 опирается на подкладку 15. В зоне заливки температура повышается до 1065—1095° и лента теряет магнитные свойства; однако при охлаждении она снова становится магнитной.Другое устройство для покрытия стальной ленты подшипниковым сплавом показано на рис. 593.
По методу Рурмана (1940 г.), стальная лента с отбортованными краями протягивается сквозь печь под некоторым наклоном к горизонту; по выходе из печи на ленту заливают жидкую свинцовистую бронзу; которая на ней затвердевает (рис. 962). Скорость перемещения ленты подбирается так, чтобы жидкий металл мог достаточно долго воздействовать на ленту для получения безупречного соединения.
Аналогичный метод для изготовления декоративных полос для автомобилей предложен в 1913 г. Дэвисом, При этом предварительно отформованные декоративные полосы из тонкой металлической (например, латунной) ленты заливаются свинцом или каким-нибудь другим металлом с низкой температурой плавления.
На рис. 963 показана установка, спроектированная фирмой Vereinigte Deutsche Metallwerke AG для нанесения свинцовистой бронзы на стальную ленту. На рис. 964 показано разливочное устройство в более крупном масштабе, а на рис. 965 — сечение его по AA (см. рис. 964). Стальная лента 1 подается в муфель 3 печи 2; в муфель подводится защитный газ; затем лента поступает в печь 4, наконец, лента с наплавленным металлом проходит через блок 5 из графита, регулирующий толщину слоя свинцовистой бронзы, где лента остывает относительно медленно.
 На рис. 966 показан способ покрытия бесконечной стальной ленты медным подшипниковым сплавом по методу Рурмана (1939 г.). Стальная лента имеет поперечные ребра (с шагом от 100 до 300 мм), препятствующие перетеканию жидкой бронзы по полосе в продольном направлении.
На рис. 966 показан способ покрытия бесконечной стальной ленты медным подшипниковым сплавом по методу Рурмана (1939 г.). Стальная лента имеет поперечные ребра (с шагом от 100 до 300 мм), препятствующие перетеканию жидкой бронзы по полосе в продольном направлении.Фирма The Cleveland Graphite Bronze Company установила в 1947 г., что перед покрытием жидким алюминием целесообразно предварительно нанести на стальную ленту (электролитическим способом) слой никеля или кобальта. Толщина никелевого или кобальтового промежуточного слоя должна составлять примерно от 0,0065 до 0,025 мм. После этого стальная полоса нагревается в восстановительной атмосфере до 650°, заливается нагретым до 730° алюминием, который затем охлаждается на ней со скоростью по крайней мере 100 град/сек.
 Видоизмененный метод фирмы Clevite Corporation (1951 г.) изготовления биметаллических листов из стали и алюминия состоит в том, что сначала на сталь наносится слой кобальта толщиной 2,5—12 р, а затем, прежде чем кобальт успеет окислиться, наносят электролитическим способом слой ртути толщиной 1,2—5 р. Лист нагревают в нейтральной атмосфере примерно до 730°, заливают алюминиевым сплавом и охлаждают со скоростью около 40 град/сек до 540°; дальнейшая скорость охлаждения может быть произвольной. Ртуть по мнению фирмы, повышает прочность и пластичность соединения.
Видоизмененный метод фирмы Clevite Corporation (1951 г.) изготовления биметаллических листов из стали и алюминия состоит в том, что сначала на сталь наносится слой кобальта толщиной 2,5—12 р, а затем, прежде чем кобальт успеет окислиться, наносят электролитическим способом слой ртути толщиной 1,2—5 р. Лист нагревают в нейтральной атмосфере примерно до 730°, заливают алюминиевым сплавом и охлаждают со скоростью около 40 град/сек до 540°; дальнейшая скорость охлаждения может быть произвольной. Ртуть по мнению фирмы, повышает прочность и пластичность соединения.По другому способу, предложенному фирмой Clevite Corporation (1951 г.), стальную полосу с промежуточным кобальтовым слоем электролитически покрывают тончайшим слоем серебра.
С этой же целью фирма The Glacier Metal Company применяла в 1940 г. промежуточное покрытие стальной полосы сплавом Hg 99% Zn и 1% Al. Это же покрытие применялось для железной, латунной и бронзовой полосы, а также в том случае, когда вместо алюминия или его сплава применялся для покрытия цинк или цинковый сплав.
На рис. 967 показан один из узлов установки, применявшейся для этой цели. К стальной ленте 1 через выпускное отверстие у основания сосуда 3 подводится нагретый до 450—500° сплав 2 из 99% Zn и 1% Al, образующий ванну 4. Асбестовый скребок 5 уменьшает толщину промежуточного слоя до минимума, после чего лента проходит под сосудом 6 с расплавленным алюминием, нагретым до 700°.
 В 1940 г. эта фирма тщательно исследовала возможность получения на стальной ленте слоя из мягкого подшипникового сплава с толщиной от 0,025 до 0,075 мм.
В 1940 г. эта фирма тщательно исследовала возможность получения на стальной ленте слоя из мягкого подшипникового сплава с толщиной от 0,025 до 0,075 мм.Для изготовления биметаллических лент, например сталь — алюминий, фирма Clevite Limited (1951 г.) протягивает ленту основного металла к участку наплавки 3 (рис. 968 и 969) между валками 1 и коробкой 2 из жаростойкого, нечувствительного к изменениям температуры материала, например из хромоникелевой стали; матрица 4, изготовленная из графита, керамического материала и т. п., ограничивает толщину нанесенного слоя, удаляя излишек металла. Водоструйное устройство обеспечивает быстрое охлаждение биметаллической ленты. Толщина алюминиевого слоя составляет от 0,25 до 1,5 мм.
 Фирма The Glacier Metal Company в 1947 г. применила подачу основной ленты (например, стальной) в расплавленный подшипниковый сплав. Вытягивание ленты из ванны осуществлялось в горизонтальном направлении, через отверстие в стенке сосуда, расположенное под поверхностью ванны на определенной глубине.
Фирма The Glacier Metal Company в 1947 г. применила подачу основной ленты (например, стальной) в расплавленный подшипниковый сплав. Вытягивание ленты из ванны осуществлялось в горизонтальном направлении, через отверстие в стенке сосуда, расположенное под поверхностью ванны на определенной глубине.На рис. 970 показано вертикальное устройство фирмы Ford Motor Company, предназначенное для плакирования стальной ленты. Лента предназначена для изготовления подшипников скольжения двигателей внутреннего сгорания. Стальная лента шириной, например, 50 мм и толщиной 1,7—1,8 мм вводится сверху в тигель 1 с электрическим обогревом, наполненный расплавленным подшипниковым сплавом (63—68% Cu, 30—35% Pb, 1—1,5% Fe), нагретым до 1150°. Затем лента со скоростью 300 мм/мин проходит через графитовую форму 2, состоящую из двух зеркально симметричных частей, где на ленту с двух сторон наносятся слои из подшипникового сплава толщиной, например, 1,6 мм. По трубке подводится водород, предохраняющий от окисления нагревательную спираль, подшипниковый сплав и стальную ленту. В верхней части графитовой формы лента движется почти без зазора. На участке, где соединяются каналы 3, полость расширяется до 4,8 мм и через нее к ленте поступает подшипниковый сплав. На выходе из водоохлаждаемой формы слои покрытия окончательно затвердевают.
 Приспособление, очень похожее на изображенное на рис. 970, в 1938 г. использовал Несс Для изготовления ленты для вкладышей подшипников; на стальную ленту наносили подшипниковый медносвинцоволитиевый сплав с точкой плавления около 1000°.
Приспособление, очень похожее на изображенное на рис. 970, в 1938 г. использовал Несс Для изготовления ленты для вкладышей подшипников; на стальную ленту наносили подшипниковый медносвинцоволитиевый сплав с точкой плавления около 1000°.На рис. 971 показано приспособление, предложенное в 1954 г. Бреннаном для изготовления биметаллических полос, предназначенных для подшипников скольжения. Стержень 1 из металла или керамического материала (окиси циркония, графита, модельного гипса, формовочного песка и т. п.) при движении вниз обматывается металлической лентой 2, сходящей с барабана 3; затем он проходит через расплавленную металлическую ванну 4 и через охлаждаемый водой кристаллизатор 5. В кристаллизаторе металлическая лента 2 покрывается затвердевающим слоем металла. Из кристаллизатора выходит биметаллическая труба, состоящая из ленты 2 и литого металла.
 По одному из вариантов этого метода, изображенному на рис. 972, две стальные полосы помещают, например, между двумя стержнями 2 полуцилиндрической формы. Образовавшийся круглый стержень пропускают через литейную установку, как показано на рис. 971. Плакирующим металлом в этом случае является расплавленная бронза, нагретая до 1260°, проникающая сквозь отверстия 3 в пространство между стержнями и лентами 1; она образует плакирующие слои 4. В результате получаются две биметаллические полосы.
По одному из вариантов этого метода, изображенному на рис. 972, две стальные полосы помещают, например, между двумя стержнями 2 полуцилиндрической формы. Образовавшийся круглый стержень пропускают через литейную установку, как показано на рис. 971. Плакирующим металлом в этом случае является расплавленная бронза, нагретая до 1260°, проникающая сквозь отверстия 3 в пространство между стержнями и лентами 1; она образует плакирующие слои 4. В результате получаются две биметаллические полосы.Фирма The Clacier Metal Company в 1939 г. предложила непрерывный или полунепрерывный процесс покрытия ленты для вкладышей подшипников, которой в специальной матрице предварительно придается цилиндрическая форма.
Пальм запатентовал в 1939 г. метод изготовления биметаллической ленты из стали и бронзы, отличающийся особым характером охлаждения.
Специальный способ изготовления плакированных полуфабрикатов
По предложению Юнганса, сделанному в 1939 г., плакирующий металл подается к ленте основного металла и деформируется вместе с ней. Это осуществляется на установке, изображенной на рис. 973. Полоса 2, изготовленная, например, из легкого сплава, выходит из кристаллизатора 1, очищается от литейной корки и загрязнений стальными щетками 3, проходит нагревательную печь 4 и прокатывается вместе с подогретыми плакирующими лентами 5. Щетки 3 можно заменить скребками, газовую печь 4 — электрической туннельной печью, а плакирующий металл наносить путем распыления (шоопирования). В примере, показанном на рис. 974, плакирование происходит во втором кристаллизаторе, куда подводится плакирующий жидкий металл.

- Литье слитков между плакирующими листами
- Одновременное литье плакирующего слоя и металла сердцевины
- Непрерывное центробежное литье труб
- Литье полых слитков в кристаллизаторы, зависимые от плавильной печи
- Применение кристаллизаторов, независимых от плавильной печи
- Исследования процесса охлаждения и кристаллизации
- Охлаждение кристаллизаторов скольжения, не зависимых от литейной печи
- Охлаждающие среды
- Особые способы литья в кристаллизаторы скольжения
- Литье через формующие насадки
