Непрерывное центробежное литье труб
В 1891 г. Лан и Ферстер предложили объединить полунепрерывный метод литья с центробежным для отливки труб. Расплавленный металл через воронку подается во вращающуюся несколько наклоненную к горизонтали литейную форму. Как показано на рис. 898, литейная форма на стороне, прилегающей к выходному концу воронки, имеет футеровку 1 из огнеупорного материала. Внутренний диаметр литейной формы равен наружному диаметру отливаемой трубы. Поршень 2 в начальный момент заливки металла запирает форму, а затем поддерживает и отводит изготовляемую трубу. В объеме 3 литейная форма обрызгивается небольшим потоком холодной воды Хирам и Гудзон в 1895 г. пришли к выводу, что при центробежном литье труб из стали литейная форма должна погружаться в расплавленный свинец.
Фирма Arensrohren AG в 1924 г. отказалась от применения подводящей металл воронки, жестко связанной с литейной формой, как это. выполнено в установках Лана и Ферстера. Фирма предложила заливать металл непосредственно в форму. При таком; методе подведения расплавленного металла можно легко наблюдать за работой установки и удобно управлять процессом литья.
 На рис. 899 показана машина для изготовления труб с муфтой. Здесь 1 — приводной вал, 2 и 3 — зубчатыеколеса для привода водоохлаждаемого, кристаллизатора, 4 и 5 — опорные ролики, 6 и 7 зубчатые колеса для вращения водоохлаждаемого кристаллизатора 8, оформляющего наружную поверхность муфты, 9 — оправка для оформления внутренней поверхности муфты, 10 — опорные ролики, поддерживающие кристаллизатор 8.
На рис. 899 показана машина для изготовления труб с муфтой. Здесь 1 — приводной вал, 2 и 3 — зубчатыеколеса для привода водоохлаждаемого, кристаллизатора, 4 и 5 — опорные ролики, 6 и 7 зубчатые колеса для вращения водоохлаждаемого кристаллизатора 8, оформляющего наружную поверхность муфты, 9 — оправка для оформления внутренней поверхности муфты, 10 — опорные ролики, поддерживающие кристаллизатор 8. На рис. 900 приведена машина, сконструированная Юнгом в 1949 г. для полунепрерывного центробежного литья чугунных труб. Эта установка позволяет отливать трубы также из других металлов и неметаллических материалов.
На рис. 900 приведена машина, сконструированная Юнгом в 1949 г. для полунепрерывного центробежного литья чугунных труб. Эта установка позволяет отливать трубы также из других металлов и неметаллических материалов.Кристаллизатор 1 имеет коническое входное отверстие 2. К входному отверстию подводится воронка 3. Конический пропуск 4 направляет металл к цилиндрической оправке 5, которая охлаждается циркулирующей водой. У входной стороны кристаллизатор окружен рубашкой 6. имеющей ребра 7, которые образуют лабиринтный канал для прохода охлаждающей жидкости. Жидкость задерживается в кольцевом объеме 8 и отводится через трубу 9. У выходного конца кристаллизатор 1 охлаждается разбрызгивающим устройством 10.
 Кристаллизатор имеет некоторую «игру» в осевом направлении. У входного конца на него давят плоские пружины 11. Внизу расположен подвижной башмак 12, носок которого соприкасается с выступом 13 на кристаллизаторе 1. Он соединен со штоком 14 поршня 15 и находится под воздействием пружины 16. Пружина 16 сжимается при обратном ходе поршня, приводимого в действие водой, паром или воздухом, а после возвращения поршня в исходное положение выпрямляется и передает ударные импульсы башмаку, который, в свою очередь передает толчок выступу 13 кристаллизатора 1. Пружины 11 после каждого толчка возвращают кристаллизатор в первоначальное положение. Можно установить, например, три поршня 15. Толкательные осевые движения кристаллизатора способствуют вытягиванию образующейся трубы 18. Кристаллизатор приводится во вращение зубчатым колесом 17.
Кристаллизатор имеет некоторую «игру» в осевом направлении. У входного конца на него давят плоские пружины 11. Внизу расположен подвижной башмак 12, носок которого соприкасается с выступом 13 на кристаллизаторе 1. Он соединен со штоком 14 поршня 15 и находится под воздействием пружины 16. Пружина 16 сжимается при обратном ходе поршня, приводимого в действие водой, паром или воздухом, а после возвращения поршня в исходное положение выпрямляется и передает ударные импульсы башмаку, который, в свою очередь передает толчок выступу 13 кристаллизатора 1. Пружины 11 после каждого толчка возвращают кристаллизатор в первоначальное положение. Можно установить, например, три поршня 15. Толкательные осевые движения кристаллизатора способствуют вытягиванию образующейся трубы 18. Кристаллизатор приводится во вращение зубчатым колесом 17.Чтобы воспрепятствовать выливанию расплавленного металла из горизонтально расположенной формы в установке центробежного литья, -фирма Gelsenkirchen в 1951 г. предусмотрела на участке вблизи ввода расплавленного металла специальную стенку, которая имеет уклон в 45°. Конструкция устройства показана на рис. 901. Относительно короткая форма 1 для центробежного литья имеет наклонную стенку 2. Металл заливается в форму по желобу, находящемуся под водой. Деталь 3 поддерживает и вытягивает образующуюся трубу.
 На рис. 902 представлена верхняя часть машины с наклонным расположением кристаллизатора, предложенная в 1915 г. Крэне для центробежного литья труб из металлов, стекла и других материалов. Охлаждаемый кристаллизатор 1 имеет облицовку 2 из графита или другого огнеупорного материала. Винтообразный желоб 3, расположенный у входной стороны кристаллизатора, приводит расплав во вращательное движение. Охлаждающая вода подается в неподвижную камеру 4, откуда через отверстия, расположенные в виде венца, попадает в объем 5, а затем в неподвижную камеру 6. На выходе из кристаллизатора образующаяся труба захватывается вытягивающими роликами 7, которые установлены в раме, вращающейся с такой же скоростью с которой вращается литейная форма. Окончательное охлаждение трубы осуществляется путем подачи воды через трубу 8. Ниже вытягивающих роликов расположена пила (на рисунке не показана), которая автоматически приводится в рабочее положение и перемещается вместе с трубой, возвращаясь после разрезки в исходное положение.
На рис. 902 представлена верхняя часть машины с наклонным расположением кристаллизатора, предложенная в 1915 г. Крэне для центробежного литья труб из металлов, стекла и других материалов. Охлаждаемый кристаллизатор 1 имеет облицовку 2 из графита или другого огнеупорного материала. Винтообразный желоб 3, расположенный у входной стороны кристаллизатора, приводит расплав во вращательное движение. Охлаждающая вода подается в неподвижную камеру 4, откуда через отверстия, расположенные в виде венца, попадает в объем 5, а затем в неподвижную камеру 6. На выходе из кристаллизатора образующаяся труба захватывается вытягивающими роликами 7, которые установлены в раме, вращающейся с такой же скоростью с которой вращается литейная форма. Окончательное охлаждение трубы осуществляется путем подачи воды через трубу 8. Ниже вытягивающих роликов расположена пила (на рисунке не показана), которая автоматически приводится в рабочее положение и перемещается вместе с трубой, возвращаясь после разрезки в исходное положение.На рис. 903 показана установка фирмы Societe Cioile d’Etudes de-Centrifugation (1951 г.) для полунепрерывного центробежного литья труб в вертикально расположенный кристаллизатор, который оборудован устройством для индукционного обогрева. Установка предназначена главным образом для изготовления труб из сталей с высоким содержанием никеля или хрома, чугуна и недеформируемых бронз. Эта машина предназначена также для отливки труб в горизонтальный или наклонный кристаллизатор.
В приведенной конструкции труба вытягивается роликами с наклонным расположением осей. На рис. 904 изображено приспособление для подачи расплава. Струя металла поступает в желоб, а из него направляется в кристаллизатор. На внутренней поверхности кристаллизатора имеется спиральная канавка, чтобы при вытягивании из кристаллизатора стенка трубы подвергалась незначительной пластической деформации с целью улучшения структуры металла готового изделия.
В большинстве установок для полунепрерывного центробежного литья труб тепло отводится в основном только через стенку кристаллизатора, а от внутренней поверхности полой отливки тепло не отводится. В 1951 г. фирма Celsenkirchen предложила, чтобы охлаждалась и внутренняя поверхность трубы. С этой целью используется вращающаяся внутренняя форма.
 Конструкция такой машины с вертикальным кристаллизатором показана на рис. 905. Механизмы привода и устройство для охлаждения кристаллизатора на рисунке не изображены. Оправка 2, выполненная в виде валка, движущаяся от привода, не показанного на рисунке, вращается с такой же скоростью, как и кристаллизатор 1. В пустотелом приводном валу о' располагается трубопровод для подачи и отвода охлаждающей воды. В оправке встроены валы 4 двух наклонных валков 5, которые вращаются вместе с оправкой. Кроме того, оси 4 приводятся во вращение с помощью вала 6. Поэтому наклонные валки 5 обкатываются по внутренней поверхности образующейся трубы. Благодаря системе наклонных валков, сдвигающих отливаемую трубу в осевом направлении, нет необходимости применять привод, для поддона 7, представляющего собой гильзу. Ролики 8 под воздействием центробежной силы, возникающей при вращении грузов 9, давят на стенки вытягиваемой трубы, способствуя ее извлечению из кристаллизатора. Установку можно расположить и горизонтально, изменив только участок подвода металла в форму.
Конструкция такой машины с вертикальным кристаллизатором показана на рис. 905. Механизмы привода и устройство для охлаждения кристаллизатора на рисунке не изображены. Оправка 2, выполненная в виде валка, движущаяся от привода, не показанного на рисунке, вращается с такой же скоростью, как и кристаллизатор 1. В пустотелом приводном валу о' располагается трубопровод для подачи и отвода охлаждающей воды. В оправке встроены валы 4 двух наклонных валков 5, которые вращаются вместе с оправкой. Кроме того, оси 4 приводятся во вращение с помощью вала 6. Поэтому наклонные валки 5 обкатываются по внутренней поверхности образующейся трубы. Благодаря системе наклонных валков, сдвигающих отливаемую трубу в осевом направлении, нет необходимости применять привод, для поддона 7, представляющего собой гильзу. Ролики 8 под воздействием центробежной силы, возникающей при вращении грузов 9, давят на стенки вытягиваемой трубы, способствуя ее извлечению из кристаллизатора. Установку можно расположить и горизонтально, изменив только участок подвода металла в форму.Значительное сомнение в возможности практического внедрения вызывает конструкция Винера, предложенная в 1906 г., в которой трубчатый водоохлаждаемый кристаллизатор не только вращается вокруг своей оси, но и перемещается в радиальном направлении, вследствие чего создается центробежная сила, способствующая извлечению образующейся трубы.
Следует также остановиться на конструкции, предложенной в 1951 г. фирмой Societe Cioile d’Etudes de Centrifugation: литейная форма гусеничного типа, выполненная по образцу, показанному на рис. 184, стр. 71, при изготовлении труб вращается вокруг вертикальной оси. В 1951 г. Лаутерюнг видоизменил установку, приспособив ее для центробежного литья.
В противоположность рассмотренным конструкциям, в которых трубы отливаются центробежным способом без применения оправки, фирма Bolten в 1936 г. предложила установку с вертикальным расположением кристаллизатора и неподвижной оправкой.
В 1923 г. Мерле сконструировал литейную машину, в которой отливаемый металл уплотняется под воздействием центробежной силы. Получаемые изделия имели безупречную поверхность. Конструкция машины показана на рис. 906. Литейная форма 1 установлена неподвижно. В ней аксиально расположена вращающаяся центробежная трубчатая деталь 2, которая прожимает расплав, подводимый воронкой 3, через кольцевую камеру 4 в объеме 6, охлаждаемый жидкостью, циркулирующей в камере 5. После этого полученная тонкостенная труба деформируется вращающимися кольцами 8 и 9, укрепленными на валу 7. Наружная поверхность трубы проглаживается роликами 10.
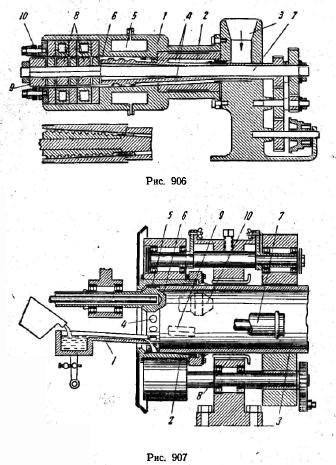 В 1943 г. Хазелетт предложил установку для изготовления труб, которая, как и машина Мерле, не относится к центробежному способу литья, но все же должна быть здесь рассмотрена более подробно (рис. 907). Для отливки используется оправка 3, имеющая отверстие 4. В них затекает расплав, связывая оправку 3 с изготовляемой трубой. Жидкий металл по желобу 1, наклон которого может изменяться, подается на внутреннюю стенку вращающегося горизонтального кристаллизатора 2 и увлекается последним, затвердевая в виде навитой ленты, одновременно привариваясь к начальному концу трубы 3. При этом полезно, чтобы отдельные витки ленты накладывались своими кромками внахлестку. Зазор 5 определяет толщину стенки изготовляемой трубы. Ролик 6 деформирует затвердевающий металл. В случае необходимости можно осуществить дальнейшее легкое деформирование трубы роликом 7. Окончательное охлаждение производится водой, подаваемой через трубу 8. На этой машине Хазелетт изготовлял трубы с наружным диаметром около 150 мм и толщиной стенки от 3,2 до 13 мм при скорости вращения 130 об/мин и скорости вытягивания от 15 до 450 мм/мин.
В 1943 г. Хазелетт предложил установку для изготовления труб, которая, как и машина Мерле, не относится к центробежному способу литья, но все же должна быть здесь рассмотрена более подробно (рис. 907). Для отливки используется оправка 3, имеющая отверстие 4. В них затекает расплав, связывая оправку 3 с изготовляемой трубой. Жидкий металл по желобу 1, наклон которого может изменяться, подается на внутреннюю стенку вращающегося горизонтального кристаллизатора 2 и увлекается последним, затвердевая в виде навитой ленты, одновременно привариваясь к начальному концу трубы 3. При этом полезно, чтобы отдельные витки ленты накладывались своими кромками внахлестку. Зазор 5 определяет толщину стенки изготовляемой трубы. Ролик 6 деформирует затвердевающий металл. В случае необходимости можно осуществить дальнейшее легкое деформирование трубы роликом 7. Окончательное охлаждение производится водой, подаваемой через трубу 8. На этой машине Хазелетт изготовлял трубы с наружным диаметром около 150 мм и толщиной стенки от 3,2 до 13 мм при скорости вращения 130 об/мин и скорости вытягивания от 15 до 450 мм/мин.При применении дополнительного желоба 9 и обкатывающего ролика 10 (на рис. 907 показаны пунктирными линиями) можно изготовлять плакированные трубы.
В 1944 г. Целлер пришел к мысли о необходимости центробежного вращения заливаемого металла во внутренней стенке неподвижного короткого охлаждаемого кристаллизатора и непрерывного вытягивания образующейся трубы. С этой целью он предусмотрел использование тарельчатой центрифуги с воронкообразной насадкой, имеющей по периметру сквозные отверстия.
На рис. 908 и 909 показана литейная установка для изготовления стальных и других труб, запатентованная в 1933 г. компанией Tissen.
 Основными деталями являются подвижная часть кристаллизатора 1, короткая неподвижная часть 2 и быстро вращающиеся валки 3, деформирующие металл и определяющие толщину стенки трубы. Через воронку 4 и отверстие 5 расплав подается в кристаллизатор и захватывается деформирующим роликом 3, который проталкивает металл, прижимая его к стенкам кристаллизатора 1 и 2. Деталь 1 непрерывно отводится от зоны заливки расплава, позволяя отливать полые изделия произвольной длины. С этой целью используется деталь 6, рейка 7 и зубчатое колесо 8, которое приводится во вращение через редуктор 9 реверсивного двигателя 10. Валок 3 вращается от электродвигателя 11 через редуктор 12, зубчатую передачу 13 и вал 14. Ролики 15 и 16 поддерживают и направляют подвижную часть кристаллизатора 1. Чтобы обе части кристаллизатора 1 и 2 в процессе литья всегда образовывали закрытую форму по всей торцовой поверхности неподвижной части, подвижная часть 1 прижимается нажимным винтом 17 и роликом 18. Детали 1 и 2 непрерывно охлаждаются потоком жидкости, циркулирующей во внутреннем объеме кристаллизатора. При этом стенки воронки 4 и канала 5 должны быть хорошо изолированы, чтобы подаваемый расплав не охлаждался. Валок 3 охлаждается путем пропускания воды через отверстие в валу 14. Металл, прижимаемый центробежной силон к стенкам кристаллизатора, быстро затвердевает и выходит из сферы воздействия валков 3 и стенки кристаллизатора 2 в твердом состоянии.
Основными деталями являются подвижная часть кристаллизатора 1, короткая неподвижная часть 2 и быстро вращающиеся валки 3, деформирующие металл и определяющие толщину стенки трубы. Через воронку 4 и отверстие 5 расплав подается в кристаллизатор и захватывается деформирующим роликом 3, который проталкивает металл, прижимая его к стенкам кристаллизатора 1 и 2. Деталь 1 непрерывно отводится от зоны заливки расплава, позволяя отливать полые изделия произвольной длины. С этой целью используется деталь 6, рейка 7 и зубчатое колесо 8, которое приводится во вращение через редуктор 9 реверсивного двигателя 10. Валок 3 вращается от электродвигателя 11 через редуктор 12, зубчатую передачу 13 и вал 14. Ролики 15 и 16 поддерживают и направляют подвижную часть кристаллизатора 1. Чтобы обе части кристаллизатора 1 и 2 в процессе литья всегда образовывали закрытую форму по всей торцовой поверхности неподвижной части, подвижная часть 1 прижимается нажимным винтом 17 и роликом 18. Детали 1 и 2 непрерывно охлаждаются потоком жидкости, циркулирующей во внутреннем объеме кристаллизатора. При этом стенки воронки 4 и канала 5 должны быть хорошо изолированы, чтобы подаваемый расплав не охлаждался. Валок 3 охлаждается путем пропускания воды через отверстие в валу 14. Металл, прижимаемый центробежной силон к стенкам кристаллизатора, быстро затвердевает и выходит из сферы воздействия валков 3 и стенки кристаллизатора 2 в твердом состоянии.Отлитая труба извлекается грейферным устройством при возвращении кристаллизатора в исходное положение.
- Литье полых слитков в кристаллизаторы, зависимые от плавильной печи
- Применение кристаллизаторов, независимых от плавильной печи
- Исследования процесса охлаждения и кристаллизации
- Охлаждение кристаллизаторов скольжения, не зависимых от литейной печи
- Охлаждающие среды
- Особые способы литья в кристаллизаторы скольжения
- Литье через формующие насадки
- Применение электрической дуги в кристаллизаторе
- Непрерывное литье под пневматическим давлением
- Непрерывное литье под механическим давлением
