Охлаждение кристаллизаторов скольжения, не зависимых от литейной печи
Даелен в 1887 г. предложил комбинированный метод прямого и косвенного охлаждения при непрерывном литье. Такая установка изображена на рис. 639. Кристаллизатор 1 состоит из цилиндрических внутренней и наружной рубашек, изготовленных из чугуна или стали. Промежуточный объем литейного устройства соединен с сосудом 2, наполненным водой. После выхода из кристаллизатора слиток поступает в выравнивающий сосуд 3 из огнеупорного материала; находящийся в нем воздух отбирает излишнее тепло, выделяющееся при выравнивании температуры между жидкой сердцевиной металла и затвердевшей наружной коркой, до полного затвердевания слитка. Выравнивающий сосуд соединен с охлаждающим сосудом 4. Заслонки 5 служат для регулирования подачи охлаждающего воздуха.
 Охлаждение слитка при непосредственном контакте с водой использовал в 1918—1919 гг. Котс (рис. 640). Трубчатый кристаллизатор 1, окруженный водоохлаждаемой рубашкой 2, в верхней части расширен с целью введения смазки. Нижняя его часть также расширена. Рубашка 2 с помощью промежуточной перегородки 3 разделена на две части. Вода в нижней ее части непосредственно омывает слиток, а в верхней — соприкасается только с кристаллизатором 1. Для ускорения циркуляции воды вокруг кристаллизатора имеется рубашка 4.
Охлаждение слитка при непосредственном контакте с водой использовал в 1918—1919 гг. Котс (рис. 640). Трубчатый кристаллизатор 1, окруженный водоохлаждаемой рубашкой 2, в верхней части расширен с целью введения смазки. Нижняя его часть также расширена. Рубашка 2 с помощью промежуточной перегородки 3 разделена на две части. Вода в нижней ее части непосредственно омывает слиток, а в верхней — соприкасается только с кристаллизатором 1. Для ускорения циркуляции воды вокруг кристаллизатора имеется рубашка 4.На рис. 641 показан другой вариант такой литейной установки. Верхний участок трубы 5 надвигается на нижнюю часть кристаллизатора 1. Слиток, выходя из кристаллизатора, поступает в трубу 5. Охлаждающая вода из рубашки 2 подается на слиток через отверстия 3. Трубка 4 относится к приспособлению для регулирования подачи металла.
В 1930 г. Эльдред охлаждал слиток, выходящий из связанного с печью кристаллизатора, водой, которая подавалась через кольцевой спрейер. Несколько позднее он использовал приспособление, показанное на рис. 498, для отливки слитков из меди, латуни и бронзы. Графитовый кристаллизатор 1 в нижней части окружен металлической рубашкой 2, у которой фланец 3 приварен к охлаждающей трубе 4. Для дальнейшего охлаждения слитка служит перемещающийся сосуд 5, заполненный водой, который внизу имеет уплотнение, например резиновое кольцо.
В 1935 г. Эльдред предложил другой метед. Он пришел к выводу, что существовавшие в то время способы охлаждения слитков через стенки кристаллизатора являются неэффективными. Кристаллы в слитке, растущие изнутри наружу, не обеспечивают непрерывного вытягивания плитка. Он считал необходимым, чтобы температура стенок кристаллизатора приближалась к температуре ликвидуса и чтобы охлаждение можно было осуществить только через затвердевшую часть слитка. Однако оказалось, что для полного отведения скрытой теплоты плавления требуется слишком много времени. До тех пор, пока скрытая теплота плавления не будет отведена, избыточное тепло соседних участков слитка не может отниматься через рассматриваемое сечение. В результате возникает неравномерный тепловой поток и неравномерная кристаллизация отливаемого слитка.
Избыточное тепло должно отводиться от области затвердевания через стенку кристаллизатора, тогда как скрытая теплота отводится через затвердевший металл.
Юнганс в 1937 г. в процессе непрерывного литья использовал двухступенчатое охлаждение. По его мнению, для получения равномерной и мелкозернистой структуры по всему сечению слитка и с целью избежания ликвации необходимо, чтобы усадка была минимальной, а охлаждение происходило наиболее быстро и равномерно. Металл должен прежде всего пройти через первую стадию охлаждения, в которой температура охлаждающей среды, только несколько ниже температуры кристаллизации отливаемого металла. Это позволяет избежать образования значительной усадочной раковины. Расплав является еще достаточно жидким и может равномерно заполнять кристаллизатор. Затем металл проходит вторую стадию охлаждения, в которой обеспечивается быстрое затвердевание слитка за счет резкого охлаждения.
Охлаждение может осуществляться как косвенным путем, так и непосредственным воздействием охлаждающей среды на отливаемый металл. Можно также создать такую конструкцию установки для непрерывного литья, чтобы металл уже при входе в кристаллизатор был окружен охлаждающей средой; при этом температура расплава должна только незначительно превышать температуру кристаллизации (не больше, чем на 50°). Для металлов с высокой температурой плавления можно довести этот температурный перепад до 150—200°.
На рис. 642—647 схематически показаны устройства для регулирования процесса кристаллизации, предложенные Юнгансом.
На рис. 642 приведен кристаллизатор, у которого охлаждающая рубашка состоит из двух частей. Часть 1 имеет такие размеры, чтобы слиток, медленно продвигающийся через кристаллизатор вниз, поступал в часть 2 только при минимальном перепаде температур центральной и периферийной зон. Объем части 1 кристаллизатора заполняется, например, веществом, нагреваемым до 600°, тогда как в часть 2 поступает вода с температурой 20°.
В кристаллизаторе, показанном на рис. 643, разделение на две области охлаждения осуществляется благодаря более толстой стенке в верхней части кристаллизатора по сравнению с нижней его частью.
 На рис. 644 приведен другой кристаллизатор без разделительной стенки. Верхняя его часть 1 изготовлена из железа, а нижняя часть 2 — из меди.
На рис. 644 приведен другой кристаллизатор без разделительной стенки. Верхняя его часть 1 изготовлена из железа, а нижняя часть 2 — из меди.В устройстве, показанном на рис. 645 (кристаллизатор 1, отливка 2), расплавленный металл поступает по трубе 3. Охлаждающая жидкость вводится по трубе 4, поднимается вверх, омывая отливку и кристаллизатор. Жидкая головная часть слитка сильно нагревается. Для создания соответствующего режима охлаждения металла в этой зоне предусматривается кольцевой спрейер 5.
Для охлаждения под определенным давлением применяется приспособление, изображенное на рис. 646, в котором кристаллизатор имеет крышку 1. Заливаемый в кристаллизатор металл находится под таким же давлением, как и охлаждающая жидкость. Охлаждающая жидкость подводится по трубе 4, а расплавленный металл — по трубе 3. Кольцевые спрейеры обозначены цифрами 5 и б. Слиток 2 в кристаллизаторе окружен жидкой охлаждающей средой.
На рис. 647 изображен кристаллизатор, который в нижней части имеет отверстия для непосредственного охлаждения слитка.
Если требуется очень медленная кристаллизация отливаемого металла, то охлаждающая среда должна иметь температуру, близкую к температуре кристаллизации.
При постоянной температуре заливаемого металла можно достигнуть равномерного отвода тепла от затвердевающего слитка в кристаллизаторе, имеющем скорость возвратно-поступательного движения 18 мм/мин при боковом подводе охлаждающей среды, что довольно легко осуществить. Еще большая эффективность охлаждения достигается в том случае, если в нижней части кристаллизатора имеется сальниковое уплотнение или же в верхней его части имеется крышка с отверстием, через которое проходит труба для заливки расплавленного металла; в этом случае применяются специальные насосные установки.
В 1941 г. Юнганс для литья слитков из легких металлов и сплавов пред пожил трехступенчатое охлаждение: первая ступень — охлаждение через стенки кристаллизатора, вторая — умеренное непосредственное охлаждение отливаемого слитка и третья — резкое прямое охлаждение. Вторая ступень должна быть такой, чтобы предупредить возникновение в отливаемом металле трещин.
В литейной установке, представленной на рис. 648, мягкое прямое охлаждение осуществляется с помощью рубашки 1, через которую пропускается нагретый газ. В кристаллизаторе, конструкция которого приведена на рис. 649, предусмотрено охлаждение отливаемого слитка горячей водой, маслом и другими жидкостями или с помощью плавящегося вещества. Мягкое охлаждение может быть осуществлено также при использовании окружающего кристаллизатор воздуха.
 В 1942 г. фирма Rheinmetall-Borsig с целью уменьшения внутренних напряжений, возникающих при непрерывном литье слитка из легких металлов, отказалась от слишком резкого отвода тепла. Она использовала установку, показанную на рис. 650. Кристаллизатор 1, имеющий толстые, стенки, изготовлен из материала, обладающего большой теплопроводностью и теплоемкостью, например из алюминия. В нижней части он охлаждается водой, циркулирующей по каналу 2, выточенному у дна кристаллизатора. Так как отведение тепла от кристаллизатора ограниченное, то кристаллизатор постепенно перегревается, причем температура его у поверхности может достигать 220°. Медленное охлаждение обеспечивает прилегание кристаллизующейся корки отливаемого слитка к стенкам кристаллизатора по всей его высоте и увеличение ее до толщины, достаточной для того, чтобы выдержать давление металла жидкой внутренней части 3 слитка и не допустить прорыва металла. Выпотевание жидкого металла в этом случае не появляется, так как происходит постепенный отвод тепла, а у зоны резкого температурного перепада на уровне воздействия охлаждающей жидкости толщина затвердевшей корки отливаемого слитка становится настолько большой, что выдавливание жидкого расплава через твердый металл и образование его наплывов не происходит. Под кристаллизатором имеется зона 4 с очень малым теплоотводом. Здесь слиток или охлаждается только воздухом (левая часть рис. 650), или устанавливаются кольцевые рубашки 5 и 6 из листового материала, между которыми вода сливается в бак 7 для непосредственного охлаждения слитка. Таким образом, в зоне 4 кристаллизация происходит крайне медленно. По существу тепло отводится вниз через затвердевший металл, погруженный в бак 7.
В 1942 г. фирма Rheinmetall-Borsig с целью уменьшения внутренних напряжений, возникающих при непрерывном литье слитка из легких металлов, отказалась от слишком резкого отвода тепла. Она использовала установку, показанную на рис. 650. Кристаллизатор 1, имеющий толстые, стенки, изготовлен из материала, обладающего большой теплопроводностью и теплоемкостью, например из алюминия. В нижней части он охлаждается водой, циркулирующей по каналу 2, выточенному у дна кристаллизатора. Так как отведение тепла от кристаллизатора ограниченное, то кристаллизатор постепенно перегревается, причем температура его у поверхности может достигать 220°. Медленное охлаждение обеспечивает прилегание кристаллизующейся корки отливаемого слитка к стенкам кристаллизатора по всей его высоте и увеличение ее до толщины, достаточной для того, чтобы выдержать давление металла жидкой внутренней части 3 слитка и не допустить прорыва металла. Выпотевание жидкого металла в этом случае не появляется, так как происходит постепенный отвод тепла, а у зоны резкого температурного перепада на уровне воздействия охлаждающей жидкости толщина затвердевшей корки отливаемого слитка становится настолько большой, что выдавливание жидкого расплава через твердый металл и образование его наплывов не происходит. Под кристаллизатором имеется зона 4 с очень малым теплоотводом. Здесь слиток или охлаждается только воздухом (левая часть рис. 650), или устанавливаются кольцевые рубашки 5 и 6 из листового материала, между которыми вода сливается в бак 7 для непосредственного охлаждения слитка. Таким образом, в зоне 4 кристаллизация происходит крайне медленно. По существу тепло отводится вниз через затвердевший металл, погруженный в бак 7.На рис. 651 и 652 изображена установка для полунепрерывного литья с трубчатым кристаллизатором 1, сконструированная в 1943 г. фирмой Tries. Она не имеет тех недостатков, которые имеются при устройстве в охлаждающей рубашке разделительной стенки (накопление воздуха или пузырьков пара), и в то же время обеспечивает регулируемое зональное охлаждение отливаемого слитка.
 В тонкостенной охлаждающей рубашке 2, имеющей небольшую конусность, предусмотрено пять отверстий для подачи охлаждающей жидкости 3, поступающей через краны 4 по трубопроводам 5. Охлаждающая жидкость протекает по патрубкам 6 через краны 7 и общий отводной трубопровод 8. Находящиеся над водой патрубки располагаются тангенциально к охлаждающей рубашке, что позволяет осуществить круговое или винтовое движение охлаждающей жидкости без специальных направляющих ребер.
В тонкостенной охлаждающей рубашке 2, имеющей небольшую конусность, предусмотрено пять отверстий для подачи охлаждающей жидкости 3, поступающей через краны 4 по трубопроводам 5. Охлаждающая жидкость протекает по патрубкам 6 через краны 7 и общий отводной трубопровод 8. Находящиеся над водой патрубки располагаются тангенциально к охлаждающей рубашке, что позволяет осуществить круговое или винтовое движение охлаждающей жидкости без специальных направляющих ребер.В конструкции, изображенной на рис. 653 и 654, с целью наиболее интенсивного охлаждения имеются кольцевые трубопроводы 9 и 10 для подачи и слива воды. По их окружности установлены подводящие охлаждающую жидкость трубы 11 и трубы, отводящие ее 12, которые также расположены тангенциально к охлаждающей рубашке.
Само собой разумеется, что в рассмотренных установках можно изменять направление движения охлаждающей жидкости.
При литье в низкий кристаллизатор Цункеля, внутренняя часть слитка остается жидкой даже несколько ниже кристаллизатора. По такому же пути пошла в 1941г. фирма Vereinigte Leichtmetall-Werke. Позднее фирма установила, что при литье слитков большого диаметра в низкие кристаллизаторы в отливаемом слитке возникают внутренние напряжения, которые могут привести к растрескиванию слитка. Появления трещин можно избежать путем выравнивания фронта кристаллизации. Скорость литья снижают до такой величины, чтобы полное затвердевание слитка происходило в пределах высоты кристаллизатора (рис. 655). Если применяется кристаллизатор высотой 100 мм и диаметром 300 мм, а скорость литья составляет 80 мм/мин, то при этом затвердевают только периферийные слои металла отливаемого слитка. При уменьшении скорости литья до 40 мм/мин достигается полное затвердевание слитка в пределах высоты кристаллизатора. При обогреве верхней части кристаллизатора можно еще больше выровнять фронт кристаллизации (рис. 656).
Рассмотренный выше способ может применяться также при отливке пустотелых и плакированных слитков.
 При отливке слитков в низкий кристаллизатор отвод основной массы тепла и затвердевание металла происходят в осевом направлении, начиная от донной части слитка, путем образования горизонтальных слоев затвердевающего металла, располагающихся один над другим. В слитках из сплавов, склонных к ликвации, не обнаруживается отдельных фаз составляющих сплавов и затвердевший металл по всему сечению имеет однородный химический состав. При литье в высокий (длинный) кристаллизатор основная масса тепла отводится в горизонтальном направлении перпендикулярно движению слитка при его отливке, а потому может возникать заметная разница в химическом составе между центральными и периферийными участками слитка. Ho низкий кристаллизатор обладает тем недостатком, что из-за резкого охлаждения в слитках возникают значительные литейные остаточные напряжения даже при литье слитков из таких металлов и сплавов, которые не склонны к образованию горячих трещин, в особенности при отливке слитков большого сечения. Исходя из этих соображений, фирма Wieland-Werke в 1942 г. предложила уменьшить высоту кристаллизатора, его поперечное сечение, скорость литья и скорость охлаждения и так согласовывать одно с другим, чтобы расплав затвердевал по всему поперечному сечению отливаемого слитка еще в пределах кристаллизатора, причем должен быть обеспечен плоский фронт кристаллизации. По выходе из кристаллизатора слиток должен подвергаться непосредственному охлаждению до температуры, при которой не наблюдались бы процессы выделения отдельных составляющих сплава или продукта превращения или закалки. Таким способом все рассматриваемые металлы и сплавы, из которых изготовляются слитки, могут отливаться в один и тот же кристаллизатор без появления горячих трещин. Сплав системы Al—Cu—Mg в низкий кристаллизатор может отливаться без образования трещин после охлаждения или в процессе дальнейшей переработки только в сливки диаметром до 170 мм. По предложенной той же фирмой технологии из этого сплава можно отливать без трещин слитки диаметром более 300 мм, охлаждая металл по выходе из кристаллизатора до температуры в пределах от 300 до 100°. Сплав системы Al—Cu—Mg с содержанием 3,2% Cu, 1,7% Mg, 0,7% Mn, 0,3% Si, который раньше даже при малом диаметре слитка не мог отливаться в низкий кристаллизатор без растрескивания, по предложенной технологии может отливаться без трещин в слитки произвольного сечения.
При отливке слитков в низкий кристаллизатор отвод основной массы тепла и затвердевание металла происходят в осевом направлении, начиная от донной части слитка, путем образования горизонтальных слоев затвердевающего металла, располагающихся один над другим. В слитках из сплавов, склонных к ликвации, не обнаруживается отдельных фаз составляющих сплавов и затвердевший металл по всему сечению имеет однородный химический состав. При литье в высокий (длинный) кристаллизатор основная масса тепла отводится в горизонтальном направлении перпендикулярно движению слитка при его отливке, а потому может возникать заметная разница в химическом составе между центральными и периферийными участками слитка. Ho низкий кристаллизатор обладает тем недостатком, что из-за резкого охлаждения в слитках возникают значительные литейные остаточные напряжения даже при литье слитков из таких металлов и сплавов, которые не склонны к образованию горячих трещин, в особенности при отливке слитков большого сечения. Исходя из этих соображений, фирма Wieland-Werke в 1942 г. предложила уменьшить высоту кристаллизатора, его поперечное сечение, скорость литья и скорость охлаждения и так согласовывать одно с другим, чтобы расплав затвердевал по всему поперечному сечению отливаемого слитка еще в пределах кристаллизатора, причем должен быть обеспечен плоский фронт кристаллизации. По выходе из кристаллизатора слиток должен подвергаться непосредственному охлаждению до температуры, при которой не наблюдались бы процессы выделения отдельных составляющих сплава или продукта превращения или закалки. Таким способом все рассматриваемые металлы и сплавы, из которых изготовляются слитки, могут отливаться в один и тот же кристаллизатор без появления горячих трещин. Сплав системы Al—Cu—Mg в низкий кристаллизатор может отливаться без образования трещин после охлаждения или в процессе дальнейшей переработки только в сливки диаметром до 170 мм. По предложенной той же фирмой технологии из этого сплава можно отливать без трещин слитки диаметром более 300 мм, охлаждая металл по выходе из кристаллизатора до температуры в пределах от 300 до 100°. Сплав системы Al—Cu—Mg с содержанием 3,2% Cu, 1,7% Mg, 0,7% Mn, 0,3% Si, который раньше даже при малом диаметре слитка не мог отливаться в низкий кристаллизатор без растрескивания, по предложенной технологии может отливаться без трещин в слитки произвольного сечения. По этим же соображениям фирма Vereinigte Leichtmetall-Werke в 1942 г. при отливке слитков из чувствительных к напряжениям алюминиевых сплавов стала применять наиболее низкие кристаллизаторы. Одновременно режим кристаллизации поддерживался таким, чтобы слиток при охлаждении в кристаллизаторе затвердевал полностью еще до того, как он подвергнется непосредственному охлаждению. Последнее должно начинаться у наиболее низкого места литейной лунки, в головной части слитка. При литье очень чувствительных к напряжениям сплавов необходимо подводить непосредственное охлаждение несколько ниже кристаллизатора (на величину до 50 м), так как глубина литейной лунки в процессе литья может колебаться. Например, при литье круглых слитков диаметром 300 мм из сплава системы Al—Cu—Mg применяется кристаллизатор высотой 80 мм при скорости опускания поддона 35— 55 мм/мин. Оптимальная высота, на которой должно подводиться прямое охлаждение слитка, подбирается путем замеров глубины лунки. В конструкции, изображенной на рис. 657, для разбрызгивания воды применяется кольцевой спрейер, который можно перестанавливать по высоте, располагая на уровне фронта затвердевания слитка. В спрейер поступает вода, выходящая из кристаллизатора.
По этим же соображениям фирма Vereinigte Leichtmetall-Werke в 1942 г. при отливке слитков из чувствительных к напряжениям алюминиевых сплавов стала применять наиболее низкие кристаллизаторы. Одновременно режим кристаллизации поддерживался таким, чтобы слиток при охлаждении в кристаллизаторе затвердевал полностью еще до того, как он подвергнется непосредственному охлаждению. Последнее должно начинаться у наиболее низкого места литейной лунки, в головной части слитка. При литье очень чувствительных к напряжениям сплавов необходимо подводить непосредственное охлаждение несколько ниже кристаллизатора (на величину до 50 м), так как глубина литейной лунки в процессе литья может колебаться. Например, при литье круглых слитков диаметром 300 мм из сплава системы Al—Cu—Mg применяется кристаллизатор высотой 80 мм при скорости опускания поддона 35— 55 мм/мин. Оптимальная высота, на которой должно подводиться прямое охлаждение слитка, подбирается путем замеров глубины лунки. В конструкции, изображенной на рис. 657, для разбрызгивания воды применяется кольцевой спрейер, который можно перестанавливать по высоте, располагая на уровне фронта затвердевания слитка. В спрейер поступает вода, выходящая из кристаллизатора.В другой конструкции (рис. 658) предусмотрено непосредственное охлаждение отливаемого слитка в водяной ванне. В кристаллизаторе отсутствуют щели или отверстия для подачи воды на слиток.
Если глубина литейной лунки принимается менее наименьшего поперечного размера отливаемого слитка, то у ряда сплавов возникают чрезвычайно высокие литейные напряжения, которые могут вызвать разрушение слитка в процессе литья или через некоторое время после его отливки. Кроме того, при такой технологии отливка слитка происходит весьма медленно и возникает опасность приварки отливаемого металла к кристаллизатору. Поэтому необходимо, чтобы глубина литейной лунки была больше наименьшего размера поперечного сечения слитка.
Опыты фирмы Vereinigte Leichtmetall-Werke, проведенные в 1942 г., показали, что слитки с хорошей поверхностью и высокими механическими свойствами получаются в том случае, если глубина литейной лунки принимается не больше двойного наименьшего поперечного размера слитка. За глубину лунки принимается расстояние между сечениями жидкого и полностью затвердевшего металла. При такой глубине литейной лунки отливаемые слитки не разрушаются (не растрескиваются), а также хорошо дегазируются. Эта технология особенно зарекомендовала себя при литье меди и ее сплавов.
При отливке круглых латунных слитков диаметром 200 мм применяется водоохлаждаемый кристаллизатор высотой 200 мм, у нижней кромки которого расположен кольцевой спрейер для разбрызгивания воды с целью непосредственного охлаждения слитка, выходящего из кристаллизатора. Температура литья 1020°, скорость опускания литейного поддона 150 мм/мин. Уровень жидкого металла поддерживается из такого расчета, чтобы расстояние этого уровня от нижней кромки кристаллизатора составляло примерно 160 мм. Путем регулирования скорости охлаждения отливаемого слитка глубина литейной лунки устанавливается равной 350 мм. Отливаемые в этих условиях слитки не растрескиваются, они имеют равномерно распределенную по сечению слитка мелкозернистую структуру.
 Позднее (в 1952 г.), чтобы получить при отливке слитков плоский фронт кристаллизации расплавляемого металла, фирма Vereinigte Leichtmetall-Werke предложила способ нагнетания охлаждающей среды между донной частью слитка и опускающимся медным поддоном. С этой целью в поддоне делают канал (рис. 659), воронкообразная полость которого перед литьем заполняется стекловатой, пропускающей охлаждающую воду, но задерживающей жидкий металл. В конструкции, показанной на рис. 660, этот канал перекрывается грибообразной пробкой, которая оставляет щель шириной 1 мм.
Позднее (в 1952 г.), чтобы получить при отливке слитков плоский фронт кристаллизации расплавляемого металла, фирма Vereinigte Leichtmetall-Werke предложила способ нагнетания охлаждающей среды между донной частью слитка и опускающимся медным поддоном. С этой целью в поддоне делают канал (рис. 659), воронкообразная полость которого перед литьем заполняется стекловатой, пропускающей охлаждающую воду, но задерживающей жидкий металл. В конструкции, показанной на рис. 660, этот канал перекрывается грибообразной пробкой, которая оставляет щель шириной 1 мм.По предложению фирмы Vereinigte Aluminium-Werke, литейные напряжения и ликвация могут быть уменьшены до минимума тем, что кристаллизацию в начале литья замедляют, а затем начинают усиленно отводить тепло через донную часть слитка. Целесообразно затвердевание замедлять до тех пор, пока высота металла в кристаллизаторе достигнет величины, составляющей 5% от диаметра круглого слитка или большой стороны прямоугольного слитка.
Содержание меди в слитках из сплава Al-Cu-Mg приведено в табл. 2.
 На рис. 661 показана установка для полунепрерывного литья круглых слитков из сплава Al-Cu-Mg. Поддон 1 изготовлен из тонкого железного листа и охлаждается снизу с помощью сопла 2. В начале литья жидкий металл заполняет кристаллизатор на высоту h без охлаждения донной части слитка; практически металл остается жидким. Затем включают систему охлаждения поддона и начинается кристаллизация и затвердевание металла снизу вверх. В результате такого способа работы практически устраняется ликвация и не возникают литейные напряжения в донной части слитка.
На рис. 661 показана установка для полунепрерывного литья круглых слитков из сплава Al-Cu-Mg. Поддон 1 изготовлен из тонкого железного листа и охлаждается снизу с помощью сопла 2. В начале литья жидкий металл заполняет кристаллизатор на высоту h без охлаждения донной части слитка; практически металл остается жидким. Затем включают систему охлаждения поддона и начинается кристаллизация и затвердевание металла снизу вверх. В результате такого способа работы практически устраняется ликвация и не возникают литейные напряжения в донной части слитка. В 1943 г. Лейпцигская фирма Leichtmetall-Werke Rackwitz Bernhard Berghaus, изготовлявшая легкие металлы и сплавы, пришла к выводу, что при полунепрерывном литье слитков из высоколегированных сплавов на алюминиевой и магниевой основах резкое снижение брака по трещинам достигается при повышении температуры литья. Если обычно считалось, что сплавы необходимо отливать при температурах, превышающих точку затвердевания на 10—30°, то в опытах, проведенных фирмой, успешное изготовление слитков из склонных к растрескиванию сплавов достигается при температуре литья, превышающей температуру ликвидуса более чем на 40°. Например, слитки сечением 120х360 мм из особо чувствительного к растрескиванию алюминиевого сплава с 2% Zn, 2% Cu, 1,8% Mg, 0,8% Si и 0,8% Mn, отлитые при 660° в водоохлаждаемую изложницу, при длине 650 мм растрескиваются на глубину 400 мм; донная часть слитка раскалывается на отдельные части. При повышении температуры литья до 700° не было достигнуто хороших результатов. И только литье при 730° обеспечило получение хорошего слитка. Чтобы усилить теплоотвод, вынуждены были установить второй кольцевой спрейер для разбрызгивания воды. Сечение литейной лунки при этих экспериментах получилось достаточно плоским, химический анализ металла отлитого слитка был весьма равномерным.
В 1943 г. Лейпцигская фирма Leichtmetall-Werke Rackwitz Bernhard Berghaus, изготовлявшая легкие металлы и сплавы, пришла к выводу, что при полунепрерывном литье слитков из высоколегированных сплавов на алюминиевой и магниевой основах резкое снижение брака по трещинам достигается при повышении температуры литья. Если обычно считалось, что сплавы необходимо отливать при температурах, превышающих точку затвердевания на 10—30°, то в опытах, проведенных фирмой, успешное изготовление слитков из склонных к растрескиванию сплавов достигается при температуре литья, превышающей температуру ликвидуса более чем на 40°. Например, слитки сечением 120х360 мм из особо чувствительного к растрескиванию алюминиевого сплава с 2% Zn, 2% Cu, 1,8% Mg, 0,8% Si и 0,8% Mn, отлитые при 660° в водоохлаждаемую изложницу, при длине 650 мм растрескиваются на глубину 400 мм; донная часть слитка раскалывается на отдельные части. При повышении температуры литья до 700° не было достигнуто хороших результатов. И только литье при 730° обеспечило получение хорошего слитка. Чтобы усилить теплоотвод, вынуждены были установить второй кольцевой спрейер для разбрызгивания воды. Сечение литейной лунки при этих экспериментах получилось достаточно плоским, химический анализ металла отлитого слитка был весьма равномерным.Другое преимущество литья слитков при высоких температурах состоит, по данным лейпцигской фирмы, в том, что они хорошо прокатываются в горячем состоянии и требуется только незначительная обрезка донной и головной частей. Повышение температуры литья может быть целесообразно и для сплавов, почти не склонных к растрескиванию. Слитки из сплавов, которые при кристаллизации вообще имеют мелкозернистую структуру, в случае резкого охлаждения получаются настолько мелкозернистыми, что затрудняется их прокатка. При повышении температуры литья структура металла становится более грубой. Например, слитки из сплава Al-Mg можно прокатывать без предварительной подпрессовки, причем трещины при горячей прокатке не появляются.
На рис. 662 показан продольный разрез кристаллизатора Маццола (1942 г.), в котором подвод металла и скорость вытягивания слитка регулируются таким образом, чтобы круглый слиток при выходе из кристаллизатора полностью затвердевал по всему сечению. Нижняя точка литейной лунки должна быть выше нижней кромки кристаллизатора примерно на 30 мм (отрезок С).
 По данным фирмы Vereinigte Aluminium-Werke, можно избежать появления значительных внутренних напряжений и растрескивания слитка при литье в низкий кристаллизатор, если область непосредственного охлаждения ограничить так, чтобы затвердевание слитка по всему сечению заканчивалось по выходе его из зоны вторичного (непосредственного) охлаждения, дальнейшее охлаждение слитка производится, например, на воздухе. Такая технология позволяет, кроме того, производить пластическую деформацию слитка сразу же после литья (без Повторного нагрева).
По данным фирмы Vereinigte Aluminium-Werke, можно избежать появления значительных внутренних напряжений и растрескивания слитка при литье в низкий кристаллизатор, если область непосредственного охлаждения ограничить так, чтобы затвердевание слитка по всему сечению заканчивалось по выходе его из зоны вторичного (непосредственного) охлаждения, дальнейшее охлаждение слитка производится, например, на воздухе. Такая технология позволяет, кроме того, производить пластическую деформацию слитка сразу же после литья (без Повторного нагрева).В свою очередь, фирма Wieland-Werke в 1941 г. указала на то, что внутренние напряжения, которые слиток в состоянии выдержать, должны определяться его способностью к пластическому деформированию. Пластические свойства заготовки при температурах, близких к температуре плавления, настолько велики, что все слои отливаемого слитка хорошо выдерживают пластическое изменение формы без появления горячих трещин. Поэтому быстрое охлаждение слитка должно производиться только до критической температуры, свойственной данному сплаву, а дальше должно происходить с таким расчетом, чтобы температура слитка продолжительное время превышала нижний предел критической температуры. Таким способом можно также отливать слитки из сплавов системы Al—Cu—Mg с малым содержанием меди. Можно привести следующий пример. При непрерывном литье слитка диаметром 90 мм из сплава меди с 8% олова в низкий кристаллизатор слиток выходит из кристаллизатора с еще жидкой центральной зоной. Так как критическая температура этого сплава лежит между 300 и 400°, а температура рекристаллизации — между 400 и 450°, то для непосредственного охлаждения отлитого слитка до 300° применяется нагретое масло, которое разбрызгивается на большом участке на слиток через кольцевой спрей-ер. При таком охлаждении температура металла некоторое время находится в пределах критической температуры или температуры рекристаллизации. После этого дальнейшее охлаждение до комнатной температуры может производиться с произвольной скоростью, так как энергичное охлаждение уже не может привести к растрескиванию слитка.
Установлено, что наиболее выгодно подавать такое количество охлаждающей жидкости, которое при затвердевании расплава по всему поперечному сечению слитка полностью испарилось бы. Количество охлаждающей жидкости можно уменьшить до такой величины, чтобы слиток охлаждался до температуры рекристаллизации; в этом случае дальнейшее охлаждение должно производиться медленно, чтобы избежать большого температурного градиента между периферией и центром слитка.
Такой же принцип литья был применен в 1943 г. фирмой Durener Metallwerke, которая установила, что при резком охлаждении в слитках из легких сплавов возникают огромные напряжения, приводящие к разрушению слитка на несколько отдельных частей. По данным фирмы, теплоотвод в этом случае должен быть ограничен до такой величины, чтобы после прохождения зоны охлаждения металл имел температуру, достаточную для снятия возникших при этом внутренних напряжений. Ограничение теплоотвода может осуществляться благодаря тому, что охлаждающая жидкость соприкасается со слитком только в зоне определенной величины. На рис. 663 наглядно показан принцип литья по этому способу. Охлаждающая жидкость, подаваемая на слиток по кольцевому спрейеру 1, сдувается сжатым воздухом, который подводится по трубе 2.
 По данным фирмы Elektron Co (1942 г.), необходимо стремиться к испарению охлаждающей жидкости, чтобы увеличить ее способность к поглощению тепла на величину теплоты испарения. Охлаждающую жидкость можно, например, направлять на наружную поверхность рубашки кристаллизатора через кольцеобразные спрейеры. Если применяется кристаллизатор, в. стенках которого имеется объем, частично заполненный охлаждающей жидкостью, то для повышения температуры ее кипения можно подключить предохранительный клапан, срабатывающий только при достижении определенного давления.
По данным фирмы Elektron Co (1942 г.), необходимо стремиться к испарению охлаждающей жидкости, чтобы увеличить ее способность к поглощению тепла на величину теплоты испарения. Охлаждающую жидкость можно, например, направлять на наружную поверхность рубашки кристаллизатора через кольцеобразные спрейеры. Если применяется кристаллизатор, в. стенках которого имеется объем, частично заполненный охлаждающей жидкостью, то для повышения температуры ее кипения можно подключить предохранительный клапан, срабатывающий только при достижении определенного давления.Другой метод охлаждения, разработанный фирмой Wieland-Werke в 1944 г., основан на том, что низкая деформируемость сплавов, склонных к ликвации (например, Al-Cu-Mg с 3% Cu и 1,2% Mg), зависит от приобретаемой при литье слитков структуры металла. При литье в низкий кристаллизатор прежде всего на отливаемом слитке образуется поверхностная корочка из обедненных медью первичных кристаллов отливаемого сплава. При дальнейшем резком охлаждении по всему сечению слитка образуются первичные кристаллы сплава и остается только часть жидкого расплава примерно эвтектического состава, который располагается по границам первичных кристаллов. Затем этот оставшийся расплав кристаллизуется в виде сетки, состоящей из отдельных составляющих сплава. Вследствие усиленного охлаждения выравнивания химического состава не происходит. Затвердевший маточный расплав является хрупким и повышает склонность слитков к растрескиванию от напряжений.
Образования грубой сетки интерметаллических соединений можно избежать, если расплав в области температур полной растворимости охлаждать медленно, а затем, когда эта область будет пройдена, — резко охладить. Затвердевшие вначале первичные кристаллы будут иметь время выравнять концентрацию составляющих сплава в них с концентрацией маточного расплава. При применении высокого кристаллизатора выравнивание концентраций не происходит, так как после охлаждения на воздухе вновь частично выделяется медь.
В 1945 г. фирма Wintershall вместо щелевого кристаллизатора предложила кристаллизатор, охлаждаемый путем разбрызгивания воды. При этом охлаждающая жидкость направляется непосредственно на выходящий из кристаллизатора слиток. Хорошие результаты достигаются, например, при использовании кристаллизатора, который у своей нижней поверхности имеет конусность.
При литье слитков из ряда сплавов, особенно чувствительных к растрескиванию, непосредственное охлаждение слитка должно быть ограниченным. Наиболее просто это может быть достигнуто с помощью направляющих козырьков из листов, перестанавливаемых по высоте литейной установки. Избыточное количество охлаждающей жидкости стекает через верхний козырек и не попадает на слиток.
При применении водоохлаждаемых кристаллизаторов со сливными отверстиями в дне для непосредственного охлаждения отливаемого слитка иногда получается плохая поверхность слитка из-за неравномерного теплоотвода в результате засорения отдельных отверстий. Поэтому в некоторых участках слитка могут выжиматься ликваты, а по сечению слитка будет наблюдаться различный химический состав. Фирма Wieland-Werke в 1941 г. заменила отдельные отверстия трубопровода на выходе из кристаллизатора сплошной кольцевой щелью, сечение которой меньше сечения трубы, подводящей жидкость для охлаждения. Щелевая конструкция обладает еще и тем преимуществом, что внутренняя стенка кристаллизатора, являющаяся теплопередатчиком, в этом случае не выполняет эту функцию и не подвергается тепловым воздействиям, а потому не коробится. Наклон щели по отношению к отливаемому слитку не должен быть больше 45°. При таком расположении щели достигается быстрая циркуляция воды в кристаллизаторе, а следовательно, исключается образование пузырьков водяного пара и накипи.
 В 1942 г. фирма Yereinigte Leichtmetall-Werke в своем кристаллизаторе также применила сплошную щель для разбрызгивания воды. На рис. 664 изображен такой низкий щелевой кристаллизатор, состоящий из двух частей, а на рис. 665 — высокий кристаллизатор такой же конструкции. Во втором кристаллизаторе предусматриваются винты 1, с помощью которых можно установить определенный зазор между обеими частями кристаллизатора. Такие установочные винты применяются также фирмой Wieland-Werke. Наклон щели 2 по отношению к отливаемому слитку не должен превышать 30°, чтобы вода стекала по поверхности слитка.
В 1942 г. фирма Yereinigte Leichtmetall-Werke в своем кристаллизаторе также применила сплошную щель для разбрызгивания воды. На рис. 664 изображен такой низкий щелевой кристаллизатор, состоящий из двух частей, а на рис. 665 — высокий кристаллизатор такой же конструкции. Во втором кристаллизаторе предусматриваются винты 1, с помощью которых можно установить определенный зазор между обеими частями кристаллизатора. Такие установочные винты применяются также фирмой Wieland-Werke. Наклон щели 2 по отношению к отливаемому слитку не должен превышать 30°, чтобы вода стекала по поверхности слитка.Такое же предложение было сделано фирмой Pechiney в 1951 г. (рис. 666). Максимальный угол подачи разбрызгиваемой жидкости составляет 28°. При этом стремятся к тому, чтобы вода стекала в направлении опускания слитка при его отливке без возникновения поперечного потока охлаждающей жидкости. Для увеличения охлаждающего действия вода подводится в объем 1 в тангенциальном к отливаемому слитку направлении, затем подается вниз через несколько каналов 2 длиной 8—12 мм и шириной 2,5 мм, центры которых находятся друг от друга на расстоянии 3,5—4 мм, и попадает в щель 3 шириной 1—2 мм. Такой кристаллизатор позволяет отливать слитки диаметром 250 мм из алюминия чистотой 99,5% со скоростью литья 400 мм/мин, тогда как раньше должны были ограничиваться скоростью 100—120 мм/мин. В подобном кристаллизаторе были изготовлены доброкачественные слитки диаметром 150 мм из сплава Al-Mg с 6,5% Mg.
 Ha рис. 667 представлена схема машины для полунепрерывного литья с кристаллизатором, снабженным щелью для подачи воды на отливаемый слиток, спроектированная в 1941 г. фирмой Wieland-Werke. К кристаллизатору присоединен сосуд 1, в котором собирается вода, выходящая через щель и омывающая слиток. В донной части кристаллизатора имеется уплотнение, позволяющее слитку проходить, но без пропускания воды. Такое устройство делает возможным практическое применение водяного охлаждения при отливке слитков неограниченной длины.
Ha рис. 667 представлена схема машины для полунепрерывного литья с кристаллизатором, снабженным щелью для подачи воды на отливаемый слиток, спроектированная в 1941 г. фирмой Wieland-Werke. К кристаллизатору присоединен сосуд 1, в котором собирается вода, выходящая через щель и омывающая слиток. В донной части кристаллизатора имеется уплотнение, позволяющее слитку проходить, но без пропускания воды. Такое устройство делает возможным практическое применение водяного охлаждения при отливке слитков неограниченной длины.Коатс использовал сосуд, через дно которого проходил охлажденный слиток. Позднее такой сосуд был предусмотрен в предложении Эльдреда, который, однако, показал, что от уплотнения участка выхода слитка из сосуда с помощью резины или волокнистых материалов необходимо отказаться вследствие шероховатости поверхности отливки.
Чтобы затруднить протекание воды через кольцевой зазор 2, фирма Wieland-Werke предусмотрела под сосудом 1 объем 3, в который вентиляторами подается воздух по патрубку 4 под давлением, превышающим давление столба жидкости h. Уплотнение 5 предназначено лишь для того, чтобы воспрепятствовать слишком сильному выходу воздуха.
Улучшенная конструкция литейной установки, показанной на рис. 667, изображена на рис. 668. Сосуд 1 заканчивается внизу двум? кольцевыми объемами 2 и 3 с коническим дном. Вдуваемый воздух поступает в объем 3. Часть воздуха проходит через кольцевой зазор 4 и сдувает воду со слитка, выходящего из кольцевого зазора 5; вода стекает по коническому дну 6 и отводится по трубе 7. Избыточное давление в кольцевом объеме 2 препятствует утечке слишком большого количества воды через кольцевой зазор 5. С другой стороны, вдуваемый воздух, частично удаляется через зазор 4 в зазор 8 и распыляет остатки этой воды. Уплотнение 5, имеющееся в конструкции, показанной на рис. 667, в этом случае является излишним.
 В приспособлении, приведенном на рис. 668, давление воздуха, препятствующего утечке воды из охлаждающей камеры, должно регулироваться в зависимости от высоты столба охлаждающей жидкости. В результате расходуется значительное количество сжатого воздуха. По предложению фирмы Wieland-Werke это можно избежать благодаря кольцевому зазору между дном сосуда с охлаждающей водой и слитком, примыкающему к камере, которая подключается к отсасывающей воздух установке. Следовательно, уплотнение осуществляется не сжатым воздухом, а за счет разрежения, причем вытекающая вода удаляется через отсасывающий трубопровод. Схемы таких установок для примера представлены на рис. 669 и 670. Камера 1 с помощью штуцера 2 присоединена к отсасывающему насосу.
В приспособлении, приведенном на рис. 668, давление воздуха, препятствующего утечке воды из охлаждающей камеры, должно регулироваться в зависимости от высоты столба охлаждающей жидкости. В результате расходуется значительное количество сжатого воздуха. По предложению фирмы Wieland-Werke это можно избежать благодаря кольцевому зазору между дном сосуда с охлаждающей водой и слитком, примыкающему к камере, которая подключается к отсасывающей воздух установке. Следовательно, уплотнение осуществляется не сжатым воздухом, а за счет разрежения, причем вытекающая вода удаляется через отсасывающий трубопровод. Схемы таких установок для примера представлены на рис. 669 и 670. Камера 1 с помощью штуцера 2 присоединена к отсасывающему насосу.Фирма Wieland-Werke в 1942 г. сконструировала установку, показанную на рис. 671. Под охлаждающим сосудом 1 расположена камера 3, в которую через патрубок 4 нагнетается воздух. Ниже этой камеры помещено лабиринтное уплотнение вместо обычного уплотнения, изображенного на рис. 667. Тонкие пластины 5 изготовляют из листовой стали. Под лабиринтным уплотнением находится вторая камера 6, в которую через патрубок 7 подается предварительно подогретый сжатый воздух. Еще ниже имеется другое лабиринтное уплотнение, предохраняющее от потерь сжатого воздуха.
При литье сплавов, склонных к горячим трещинам, особенно желательна равномерная кристаллизация металла по всему периметру отливаемого слитка, для чего охлаждающая жидкость подается через кольцевую щель 2.
Лейпцигская фирма Leichtmetall-Werk Berghaus в 1943 или 1944 г. предложила уплотнять участок выхода слитка из водоохлаждаемого кристаллизатора с помощью профилированных резиновых роликов, которые обкатываются по слитку.
Кроме этого, фирма Wieland-Werke в 1942 г. предложила чашеобразный охлаждающий сосуд, который может перестанавливаться в различные участки по высоте кристаллизатора. Такое устройство позволило сравнительно просто регулировать скорость охлаждения металла. Теплоотвод может также изменяться путем перестановки переливной кромки 1 (рис. 672). В 1938 г. Юнганс сконструировал специальную удлиняющуюся вниз охлаждающую рубашку кристаллизатора, через дно которой вытягивается слиток. Это позволило произвольно установить зону непосредственного охлаждения и использовать один и тот же кристаллизатор .для отливки различных сплавов. Нижняя охлаждающая камера кристаллизатора заканчивается роликами из упругого материала (например, из резины), которые одновременно используются для вытягивания слитка. На рис. 673 приведена схема такой установки. К жесткой охлаждающей рубашке 2, окружающей кристаллизатор 1, присоединена камера 3, выполненная в форме меха гармоники из упругого материала. Два резиновых валка 4 уплотняют камеру 3, не пропуская воду и воздух.
 Следует также упомянуть о способе изготовления прутков, труб и проволоки из свинца, олова, висмута и их сплавов, предложенном в 1894 г. Дюпоном. Дюпон установил, что металл при прохождении по подводящему каналу к кристаллизатору сильно охлаждается и увеличивает свою вязкость. Поэтому для поддержания скорости выхода металла из кристаллизатора необходимо создавать значительное давление на расплав. Это затруднение можно избежать путем подогрева металла при его прохождении по подводящему каналу и охлаждения в специальной зоне, где нет значительного трения и отсутствует сопротивление протеканию расплавленного металла. Поперечное сечение канала, по которому подается расплавленный металл, намного больше поперечного сечения выходного отверстия из канала. Через расплав в поперечном направлении пропускается электрический ток, сила которого регулируется таким образом, чтобы обеспечивался необходимый подогрев металла. Подогревается исключительно расплавленный металл, проходящий через узкое сечение выходного отверстия, так как на этом участке электросопротивление наибольшее. Чтобы уменьшить трение металла о боковые охлаждаемые стенки кристаллизатора, в кольцевой зазор между охлаждаемым металлом и стенкой выпускного канала пропускается охлаждающая среда, которая обволакивает металл, предохраняя его от соприкосновения со стенками канала и препятствуя его трению о стенки канала. В зависимости от свойств отливаемого сплава в качестве охлаждающей среды могут применяться воздух, топочные газы или водяной пар.
Следует также упомянуть о способе изготовления прутков, труб и проволоки из свинца, олова, висмута и их сплавов, предложенном в 1894 г. Дюпоном. Дюпон установил, что металл при прохождении по подводящему каналу к кристаллизатору сильно охлаждается и увеличивает свою вязкость. Поэтому для поддержания скорости выхода металла из кристаллизатора необходимо создавать значительное давление на расплав. Это затруднение можно избежать путем подогрева металла при его прохождении по подводящему каналу и охлаждения в специальной зоне, где нет значительного трения и отсутствует сопротивление протеканию расплавленного металла. Поперечное сечение канала, по которому подается расплавленный металл, намного больше поперечного сечения выходного отверстия из канала. Через расплав в поперечном направлении пропускается электрический ток, сила которого регулируется таким образом, чтобы обеспечивался необходимый подогрев металла. Подогревается исключительно расплавленный металл, проходящий через узкое сечение выходного отверстия, так как на этом участке электросопротивление наибольшее. Чтобы уменьшить трение металла о боковые охлаждаемые стенки кристаллизатора, в кольцевой зазор между охлаждаемым металлом и стенкой выпускного канала пропускается охлаждающая среда, которая обволакивает металл, предохраняя его от соприкосновения со стенками канала и препятствуя его трению о стенки канала. В зависимости от свойств отливаемого сплава в качестве охлаждающей среды могут применяться воздух, топочные газы или водяной пар.На рис. 674 показан разрез установки для отливки проволоки или прутков сплошного сечения. Расплавленный металл по каналу 1 подается к выходному отверстию 7 в литейной форме 2. Стенки 3 канала 1 изготовлены из огнеупорного материала и окружены кожухом 4. Графитовый стержень 6, служащий в качестве электрода, крепится металлическим кольцом 5. В канале 7 металл постепенно приобретает заданную форму поперечного сечения и подогревается под воздействием поперечно протекающего электрического тока. Охлаждающая камера 11 имеет внутреннюю стенку 8. Охлаждающая среда подается по трубе в кольцеобразную камеру 9, откуда попадает в кольцевой зазор между охлаждаемым металлом и стенкой 8. Камера 11, окруженная снаружи рубашкой 10, служит для охлаждения стенки 8. Для пропускания электрического тока один провод присоединяется к кольцу 5, а другой — к плите 12 или к какой-либо части металлического корпуса охлаждающей камеры.
С целью регулирования температуры Дюпон предусмотрел возможность перемещения охлаждающего приспособления. Примерно такую же установку он хотел применить для изготовления оцинкованных и луженых прутков.
 В 1941 г. фирма Wintershall применила уплотнение между слитком и дном охлаждающего сосуда путем нагнетания сжатого воздуха с целью воспрепятствования выходу воды (рис. 675). Фирма установила, что при известных обстоятельствах во избежание необходимости в избыточном давлении следует откачивать воду и образующиеся пары путем создания разрежения в камере охлаждения. Для более интенсивного охлаждения в камере установлен змеевик.
В 1941 г. фирма Wintershall применила уплотнение между слитком и дном охлаждающего сосуда путем нагнетания сжатого воздуха с целью воспрепятствования выходу воды (рис. 675). Фирма установила, что при известных обстоятельствах во избежание необходимости в избыточном давлении следует откачивать воду и образующиеся пары путем создания разрежения в камере охлаждения. Для более интенсивного охлаждения в камере установлен змеевик.В 1944 г. фирма Wintershall предложила сдувать стекающую по слитку воду потоком сжатого воздуха, подаваемого в поперечном направлении к слитку (рис. 676). Под кольцом 2 для разбрызгивания воды вокруг слитка 1 расположена рубашка 3. Воздух или другой газ вдувается по трубопроводу 4 и вместе с водой отсасывается по трубопроводу 5. Остатки охлаждающей жидкости сдуваются со слитка воздухом, подсасываемым в выходную щель 6, и удаляются по трубопроводу 5. Количество подаваемого воздуха можно регулировать заслонкой 7.
Юнганс в 1945 г. сконструировал другое приспособление для улавливания воды ниже области резкого теплоотвода. Он применил гибкое уплотнение, которое опускается вместе со слитком для избежания повреждения при скольжении по его шероховатой поверхности. Рекомендуется применять два уплотнения, действующих попеременно, но можно также использовать и бесконечную ленту, прилегающую к слитку и движущуюся вместе с ним.
 На рис. 677 представлена такая конструкция. Здесь 1 — кристаллизатор, 5 — кольцевой спрейер для разбрызгивания воды и 6 — дисковая пила. Ванна 7 служит для сбора охлаждающей воды. Уплотнения 2 препятствуют стеканию воды на плиту; они окружаются колпаками, которые направляют воду в ванну 7. Колпаки укрепляются у поршней 3, цилиндры 4 которых перемещаются в горизонтальном направлении и могут автоматически прижимать или освобождать уплотнение. Верхнее уплотнение со слитком движется вниз до тех пор, пока не начнет действовать нижнее уплотнение, а затем оно освобождается и снова возвращается в исходное положение.
На рис. 677 представлена такая конструкция. Здесь 1 — кристаллизатор, 5 — кольцевой спрейер для разбрызгивания воды и 6 — дисковая пила. Ванна 7 служит для сбора охлаждающей воды. Уплотнения 2 препятствуют стеканию воды на плиту; они окружаются колпаками, которые направляют воду в ванну 7. Колпаки укрепляются у поршней 3, цилиндры 4 которых перемещаются в горизонтальном направлении и могут автоматически прижимать или освобождать уплотнение. Верхнее уплотнение со слитком движется вниз до тех пор, пока не начнет действовать нижнее уплотнение, а затем оно освобождается и снова возвращается в исходное положение.Регулирование в области резкого охлаждения можно производить с помощью приспособления, предложенного в 1943 г. фирмой Vereinigte Aluminium-Werke (рис. 678). Оно состоит из закрытого низкого водоохлаждаемого кристаллизатора 1, под которым располагается охлаждающее кольцо 2, перемещаемое вверх и вниз. Оно имеет щель для выхода воды по направлению к слитку. Вода омывает только поверхность слитка между кристаллизатором и охлаждающим кольцом. После- прохождения области действия охлаждающего кольца слиток больше не соприкасается с водой и охлаждается только воздухом.
 Следует напомнить способ фирмы Wieland-Werke, по которому охлаждающая жидкость подается в таких количествах, чтобы она полностью испарялась. При такой подаче в литейной установке фирмы Vereinigte Aluminium-Werke можно отказаться от сосуда для сбора охлаждающей жидкости, стекающей по слитку.
Следует напомнить способ фирмы Wieland-Werke, по которому охлаждающая жидкость подается в таких количествах, чтобы она полностью испарялась. При такой подаче в литейной установке фирмы Vereinigte Aluminium-Werke можно отказаться от сосуда для сбора охлаждающей жидкости, стекающей по слитку.Если в рассмотренной литейной машине фирмы Wieland-Werke просачивание воды из чашеобразного охлаждающего сосуда предупреждается подачей сжатого воздуха, то фирма Durener Metallwerke в 1943 г. применила метод сдувания воды со слитка посредством подачи воздуха вверх по соплу 2 (рис. 663).
В 1944 г. фирма A. G. fur Unternehmungen der Eisen und Stahl Industrie предложила установку, показанную на рис. 679. Чтобы ограничить интенсивность непосредственного охлаждения отливаемого слитка, вода, стекающая по слитку, попадает на листовой козырек и сливается по нему. Через зазор между слитком и козырьком подается вверх вода или воздух.
 В 1942 г. фирма Imperial Chemical Industries пришла к выводу, что в существующих машинах полунепрерывного литья при сдувании охлаждающей воды с поверхности слитка незначительная разница давлений привадит к резкому изменению минимального уровня, занимаемого водой. Приспособление, изображенное на рис. 680, позволяет этот уровень держать постоянным, что достигается благодаря применению двух кольцевых трубопроводов 1 и 2, подающих сжатый воздух в противоположных направлениях. Козырек 3 облегчает удаление сдуваемой со слитка воды.
В 1942 г. фирма Imperial Chemical Industries пришла к выводу, что в существующих машинах полунепрерывного литья при сдувании охлаждающей воды с поверхности слитка незначительная разница давлений привадит к резкому изменению минимального уровня, занимаемого водой. Приспособление, изображенное на рис. 680, позволяет этот уровень держать постоянным, что достигается благодаря применению двух кольцевых трубопроводов 1 и 2, подающих сжатый воздух в противоположных направлениях. Козырек 3 облегчает удаление сдуваемой со слитка воды.В литейной машине Alcoa (Aluminium Company of America) вода равномерно разбрызгивается на наружную стенку открытого внизу кристаллизатора и на вытягиваемый из него слиток. При литье слитков большого сечения с практически одинаковыми размера-, ми осей в поперечном направлении (например, круглых или квадратных), в особенности из высокопрочных сплавов 14S, 17S и 24S (Al-Cu-Mg) и 75S (Al-Zn-Mg с добавкой меди), это приводит к разрывам в центре слитка или к поверхностным трещинам. Дефекты обнаруживаются в процессе литья, через некоторое время после окончания кристаллизации или при механической обработке готовых слитков. Компания Kaiser Aluminium Chemical Corp. установила, что при использовании существующих до сих пор методов литья невозможно получить без дефектов слитки диаметром около 800 мм из сплавов 14S, 17S, 24S и 75S. Нельзя также отлить здоровые слитки прямоугольного сечения толщиной 450 мм из сплава 24S и даже 300 мм из сплава 75S. Компания не смогла выполнить заказ по поставке таких слитков, хотя они требовались для изготовления массивных авиационных поковок.
Американская фирма в 1952 г. предложила также, чтобы охлаждающая вода подавалась на ограниченный участок поверхности выходящего из кристаллизатора слитка. Длину этого участка необходимо устанавливать опытным путем, а подаваемую воду следует удалять тем или иным способом. Предложение фирмы наглядно поясняется устройством, приведенным на рис. 681. Вода, стекающая по слитку, сдувается сжатым воздухом или другим каким-либо газом, направляемым через сопла 1, и сливается по козырьку 2 из листового металла.
На рис. 682 приведена конструкция с кольцевым водоудалителем из искусственного каучука, например неопрена.
 На рис. 683 показана установка нескольких рядов сопел для подачи сжатого воздуха. Сопла располагаются таким образом, чтобы поток воздуха падал на поверхность слитка под углом 20—50° к горизонтальной оси. Сопла устанавливаются на расстоянии от 10 до 40 мм от поверхности слитка.
На рис. 683 показана установка нескольких рядов сопел для подачи сжатого воздуха. Сопла располагаются таким образом, чтобы поток воздуха падал на поверхность слитка под углом 20—50° к горизонтальной оси. Сопла устанавливаются на расстоянии от 10 до 40 мм от поверхности слитка.Наилучшие результаты достигаются в том случае, если температура поверхности слитка ниже участка отвода воды не падает ниже 150°, т. е. находится в пределах 200—340°. Эта область обычно располагается на участке выше и ниже дна литейной лунки на 150 мм. Во избежание образования трещин на поверхности слитков целесообразно, чтобы эта область не превышала ±100 мм. Участок отвода воды должен находиться на расстоянии от нижней кромки кристаллизатора, составляющем от 1/8 до 1/2 диаметра отливаемого слитка.
При литье слитков квадратного поперечного сечения для избежания растрескивания кромок слитка необходимо участок отвода воды несколько поднять по отношению к нижней кромке кристаллизатора. Это осуществлено в установке, изображенной на рис. 683.
 В конструкциях установок, приведенных выше, отливаемые слитки не раскалываются посередине и не растрескиваются по краям, они имеют относительно мелкое зерно и малую усадочную пористость при равномерном химическом составе по сечению. Таким образом, можно изготовлять слитки различного поперечного сечения (круглые, квадратные и др.).
В конструкциях установок, приведенных выше, отливаемые слитки не раскалываются посередине и не растрескиваются по краям, они имеют относительно мелкое зерно и малую усадочную пористость при равномерном химическом составе по сечению. Таким образом, можно изготовлять слитки различного поперечного сечения (круглые, квадратные и др.).Более высокое расположение участка отвода воды от кромок отливаемого слитка необходимо при литье слитков прямоугольного поперечного сечения с большим отношением ширины к толщине.
Расположение участка отвода воды от кристаллизатора по периметру слитка зависит от химического состава отливаемого «металла, размеров слитка, скорости литья и др. Для охлаждения слитка используются также сопла для подачи сжатого воздуха. Хотя такой метод охлаждения наиболее пригоден для непрерывного литья алюминиевых сплавов, но его с успехом можно также применять при производстве слитков из стали, когда возникает опасность поверхностного растрескивания слитка.
Сдувание охлаждающей воды, стекающей по слитку, было применено в 1944 г. фирмой Vereinigte Leichtmetall-Werke при изготовлении стальных слитков.
В литейном устройстве фирмы Siemag (1941 г.) непосредственно у нижней кромки кристаллизатора, охлаждаемого водой, расположено кольцо, через которое проходит отливаемый слиток с незначительным зазором. В кольцевой зазор вдувается газообразная охлаждающая среда. Ниже этого кольца имеется другое кольцо, снабженное соплами для подачи пара или смеси пар — жидкость. Еще ниже находится коробка для непосредственного охлаждения слитка погружением в жидкость. Расстояние между коробкой и кольцом для разбрызгивания охлаждающей среды может изменяться.
В литейной машине, изображенной на рис. 684, кристаллизатор 1 окружен охлаждающей рубашкой 2, а внизу имеется кольцо 3 и воздухосборная канавка 4. Пар подается по кольцу 5, сбор пара и воды происходит по канавке 6, из которой выходит несколько расширяющихся каналов 7 диффузорного типа. Рубашка 8 служит для непосредственного охлаждения металла.
В первой зоне охлаждение производится путем вдувания через кольцо 3 между слитком и кристаллизатором газа, который вызывает быстрое затвердевание поверхностных слоев металла в головной части слитка. Образуется твердая корочка металла, которая вследствие незначительной удельной теплоты газа или воздуха остается тонкой. Газы и шлаки из жидкого расплава, окруженного этой корочкой, могут удаляться вверх через расплавленный металл. Во второй зоне охлаждающая среда (пар или испаряющаяся жидкость) имеет относительно высокую температуру, поэтому не происходит резкого охлаждения металла. Так как расстояние между нижней охлаждающей коробкой и второй зоной охлаждения может устанавливаться произвольно, то и глубина литейной лунки в верхней части слитка может быть различной, в зависимости от свойств отливаемого сплава.
Такая технология обеспечивает изготовление слитков из легких сплавов, предназначенных для прокатки, без поверхностных дефектов, трещин и микропор.
В измененной конструкции (1944 г.) охлаждаемый кристаллизатор внизу имеет кольцо со щелью для вдувания тонкой струи газа, поднимающегося вверх по внутренней стенке кристаллизатора. Кольцевая труба для подачи пара или смеси пара с жидкостью заменена вторым кольцом, через которое вдувается вторая струя газа (в направлении движения слитка) на внутреннюю стенку детали, служащей продолжением кристаллизатора. Такая конструкция путем изменения высоты кристаллизатора и положения колец для подачи газообразной охлаждающей среды может так регулироваться, чтобы количество отводимого тепла соответствовало свойствам отливаемого сплава, что очень важно для металлов, склонных к термическим напряжениям.
 На рис. 685 показана установка с двумя кольцами 1 и 2 для подачи охлаждающей среды.
На рис. 685 показана установка с двумя кольцами 1 и 2 для подачи охлаждающей среды.Чтобы уменьшить затраты на создание запасных кристаллизаторов различной длины с водяным охлаждением, лейпцигская фирма Leiсhtmetall-Werk Berghaus в 1943 г. предложила изготовлять кристаллизаторы, состоящие из двух концентрических частей: наружной, служащей корпусом, и внутренней, которая представляет собой сменное кольцо. Корпус кристаллизатора может удлиняться, что позволяет устанавливать внутреннюю часть различной высоты.
 На рис. 686—688 изображена такая конструкция литейного устройства (рис. 686 представляет вид сбоку, рис. 687 — вид сверху, рис. 688 — разрез по AA). Внутренняя часть 1 имеет вверху фланец 2, а внизу —паз 3. Корпус состоит из рубашки 4, изготовленной из листового железа, к которой прикреплены фланцы 5 и б, детали 7 П-образной формы и промежуточного кольца 11, располагающегося между деталями б и 7. Соединение частей такого кристаллизатора осуществляется болтами 8. Высота корпуса может изменяться, что достигается установкой промежуточных колец различной высоты. Если применяется наиболее короткая внутренняя вставка I, то промежуточное кольцо не требуется. Охлаждающая вода вводится под давлением через патрубки 9 и 10, а удаляется через отверстия 12.
На рис. 686—688 изображена такая конструкция литейного устройства (рис. 686 представляет вид сбоку, рис. 687 — вид сверху, рис. 688 — разрез по AA). Внутренняя часть 1 имеет вверху фланец 2, а внизу —паз 3. Корпус состоит из рубашки 4, изготовленной из листового железа, к которой прикреплены фланцы 5 и б, детали 7 П-образной формы и промежуточного кольца 11, располагающегося между деталями б и 7. Соединение частей такого кристаллизатора осуществляется болтами 8. Высота корпуса может изменяться, что достигается установкой промежуточных колец различной высоты. Если применяется наиболее короткая внутренняя вставка I, то промежуточное кольцо не требуется. Охлаждающая вода вводится под давлением через патрубки 9 и 10, а удаляется через отверстия 12.Имеются разнообразные конструкции охлаждаемых кристаллизаторов.
Чтобы избежать быстрого затвердевания металла у стенок кристаллизатора, которое приводит к получению слитков с шероховатой поверхностью, фирма Osnabrucker Kupferund Draht-Werk в 1951 г. применила низкий кристаллизатор с массивной верхней частью (рис. 689), Эта верхняя массивная часть кристаллизатора должна составлять 20—35% общей высоты кристаллизатора.
В 1951 г. фирма The American Metal Company для полунепрерывного литья медных слитков применила кристаллизатор, который в верхней части не охлаждается. Такой кристаллизатор позволил изготавливать слитки без трещин. Конструкция кристаллизатора, разработанная этой фирмой, приведена на рис. 690. Кристаллизатор 1, по методу Юнганса, перемещается на некоторое расстояние вместе со слитком, а затем быстро возвращается в исходное положение. При этом распределительная головка 2 всегда находится в литейной лунке. В стенке кристаллизатора сделаны вертикальные каналы 3 со стержнями 4 для охлаждения водой. Такая система позволяет лучше использовать охлаждающее действие воды.
 В 1944 г. фирма Vereinigte Deutsche Metallwerke разработала кристаллизатор для литья легких металлов, изображенный на рис. 691. В этой конструкции охлаждающая камера выполнена таким образом, что охлаждающая жидкость при протекании от места входа металла в кристаллизатор к выходу из него слитка несколько раз под прямым углом изменяет направление своего течения. В результате избегается завихрение, которое возникает, например, в том случае, если охлаждающая среда омывает внутреннюю стенку кристаллизатора с обеих сторон и оба потока сталкиваются друг с другом, вызывая неравномерное охлаждение, а также уменьшая давление жидкости.
В 1944 г. фирма Vereinigte Deutsche Metallwerke разработала кристаллизатор для литья легких металлов, изображенный на рис. 691. В этой конструкции охлаждающая камера выполнена таким образом, что охлаждающая жидкость при протекании от места входа металла в кристаллизатор к выходу из него слитка несколько раз под прямым углом изменяет направление своего течения. В результате избегается завихрение, которое возникает, например, в том случае, если охлаждающая среда омывает внутреннюю стенку кристаллизатора с обеих сторон и оба потока сталкиваются друг с другом, вызывая неравномерное охлаждение, а также уменьшая давление жидкости.В конструкции фирмы Vereinigte Leichtmetall-Werke, введенной в эксплуатацию в 1950 г., кольцевой спрейер для непосредственного охлаждения слитка надевается непосредственно на кристаллизатор (рис. 692). Такое расположение спрейера позволяет следить за выходящим из кристаллизатора слитком. Вода для охлаждения кристаллизатора, подаваемая по трубе 1, поднимается вверх по стенке 2 и вытекает через отверстие 3. Вода для непосредственного охлаждения слитка по трубе 4 входит в объем 5 и вытекает на слиток через отверстия 6 диаметром 2 мм, находящиеся друг от друга на расстоянии 5—10 мм. Отверстия можно расположить в два или три ряда.
 Фирма Diirener Metallwerke в 1944 г. предложила установку для изготовления слитков из легких сплавов, которая позволяет поддерживать уровень охлаждающей среды, контактирующей с поверхностью на любой высоте слитка (в некоторых случаях желательно, чтобы весь слиток, включая зеркало металла расплавленной ванны, непосредственно соприкасался с охлаждающей средой). С этой целью в стенках кристаллизатора вплоть до зеркала расплавленного металла делают щели такого размера, чтобы пропускать охлаждающую среду до поверхности отливаемого металла, а расплав через эти щели вытекать не может.
Фирма Diirener Metallwerke в 1944 г. предложила установку для изготовления слитков из легких сплавов, которая позволяет поддерживать уровень охлаждающей среды, контактирующей с поверхностью на любой высоте слитка (в некоторых случаях желательно, чтобы весь слиток, включая зеркало металла расплавленной ванны, непосредственно соприкасался с охлаждающей средой). С этой целью в стенках кристаллизатора вплоть до зеркала расплавленного металла делают щели такого размера, чтобы пропускать охлаждающую среду до поверхности отливаемого металла, а расплав через эти щели вытекать не может.Необходимо было избежать недостатки, имеющиеся в старой конструкции установки, в которой охлаждающая среда заливается на зеркало металлической ванны и при помощи разрежения отсасывается вдоль внутренней стенки кристаллизатора при вытеснении расплава вниз, а затем перемещается по затвердевшему слитку. При этом расплав по периметру слитка вытесняется неравномерно, что приводит также к неравномерному охлаждению. Образующиеся пары не могут полностью удаляться через охлаждающую воду и проникают в металл, приводя к образованию газовых пузырей в слитках. В щелевом кристаллизаторе образующиеся пары воды могут легко удаляться.
Допуск на размеры по ширине щели колеблется в широких пределах, в особенности при литье легких металлов.
 На рис. 693 и 694 показана конструкция такой литейной установки. Кристаллизатор состоит из кольца 1, к которому прикреплены стержни 2 таким образом, чтобы между ними оставался зазор шириной от 0,1 до 0,2 мм при диаметре слитка 120 мм. Эта конструкция на опоре 3 подвешивается в сосуде 5 с охлаждающей жидкостью 4. В зависимости от скорости поступления расплава из желоба 6 отливаемый слиток 7 опускается на поддоне, состоящем из плиты 8 и стержня 9, и погружается в жидкость 4. Перед началом литья плита 8 поднимается с таким расчетом, чтобы она расположилась над уровнем охлаждающей жидкости. Как только плита покроется расплавом, поддон начнет опускаться.
На рис. 693 и 694 показана конструкция такой литейной установки. Кристаллизатор состоит из кольца 1, к которому прикреплены стержни 2 таким образом, чтобы между ними оставался зазор шириной от 0,1 до 0,2 мм при диаметре слитка 120 мм. Эта конструкция на опоре 3 подвешивается в сосуде 5 с охлаждающей жидкостью 4. В зависимости от скорости поступления расплава из желоба 6 отливаемый слиток 7 опускается на поддоне, состоящем из плиты 8 и стержня 9, и погружается в жидкость 4. Перед началом литья плита 8 поднимается с таким расчетом, чтобы она расположилась над уровнем охлаждающей жидкости. Как только плита покроется расплавом, поддон начнет опускаться.На практике оправдалась технология литья, при которой зеркало металла находится примерно на такой же высоте, как и уровень охлаждающей жидкости. В некоторых случаях получаются хорошие результаты, если зеркало металла находится несколько ниже уровня охлаждающей жидкости. При этом охлаждающая жидкость полностью покрывает зеркало расплавленного металла и расплав заливается через слой охлаждающей жидкости. В других случаях, наоборот, лучше, чтобы зеркало металла было несколько выше уровня охлаждающей жидкости. Стенка кристаллизатора выполнена из проволочной сетки.
Стенки кристаллизатора фирмы Westfalische Leichtmetall-Werke (рис. 695 и 696), спроектированного в 1944 г. для отливки круглых слитков из легких металлов, имеют большое число отверстий 1, которые выходят в кольцевой канал 2, и соответствующее количество продольных щелей 3, расположенных ниже кольцевого канала против отверстий 1. Охлаждающая жидкость подается по трубе 4 и сливается по трубе 5. Часть жидкости проходит через отверстия 1 в продольные щели 3, благодаря чему обеспечивается непосредственное охлаждение слитка. Сечение продольных щелей должно быть значительно больше сечения отверстий (например, пятикратное соотношение), чтобы охлаждающая жидкость не поднималась вплоть до жидкой головной части слитка. При этом в процессе кристаллизации не ликвируют составляющие сплава. Выступы 6, остающиеся между продольными щелями на внутренней стенке кристаллизатора, гарантируют надежное направление слитка при его отливке и выходе из кристаллизатора.
 Фирма Vereinigte Deutsche Metallwerke в 1957 г. предложила установку для литья тяжелых металлов и сплавов, которую можно рассматривать как усовершенствованную конструкцию кристаллизатора фирмы Weslfalische Leichtmetall-Werke. Конструкция кристаллизатора для отливки плоских слитков, предназначенных для последующей их прокати, показана на рис. 697 и 698.
Фирма Vereinigte Deutsche Metallwerke в 1957 г. предложила установку для литья тяжелых металлов и сплавов, которую можно рассматривать как усовершенствованную конструкцию кристаллизатора фирмы Weslfalische Leichtmetall-Werke. Конструкция кристаллизатора для отливки плоских слитков, предназначенных для последующей их прокати, показана на рис. 697 и 698.Кристаллизатор состоит из широких стенок 1 и узких стенок 2, которые окружены рубашкой 3, образующей охлаждающие камеры 4. Вода подается по трубе 5 и отводится по трубе 6. Камеры 4 соединены друг с другом каналами 7, выполненными в торцовых стенках кристаллизатора. Частично вода проходит через отверстия 8 в параллельные стенкам кристаллизатора каналы 9 и непосредственно охлаждает слиток. Образующиеся водяные пары, не конденсирующиеся и не удаляемые вниз вместе с избыточной водой, поднимаются вверх и по кольцевому каналу 10 через отверстия 11 попадают в сборный канал 12, откуда удаляются через отверстия 13. Если в канал 9 вместо охлаждающей жидкости, циркулирующей в камерах 4, необходимо ввести другую охлаждающую среду, то предусматривается специальный кольцевой канал 14. Через отверстия 15 в него можно подавать сжатый воздух. Тогда в канале 9 образуется смесь воздуха и воды, которая вызывает эффект Лейденфроста и повышает интенсивность охлаждения.
В 1947 г. фирма Compagnie General du Duralumin et du Guivre при отливке слитков использовала две раздельные струи охлаждающей воды, подаваемой на слиток с высокой скоростью. Одна из струй обеспечивает энергичное охлаждение кристаллизующегося слитка. Изготовляемые слитки имеют хорошую -поверхность и однородную структуру. Кристаллизатор снабжен охлаждающей рубашкой, которая состоит из нескольких частей, перемещающихся одна относительно другой. Эти части образуют щели с изменяющимися размерами, что позволяет регулировать скорость подачи охлаждающей жидкости.
 В конструкции, изображенной на рис. 699, охлаждающая рубашка составлена из колец 1, 2 и 3. Кольцо 1 имеет нарезку, в которую ввинчивается кольцо 2, определяющее щель для верхней струи. В кольцо 2 ввинчивается кольцо 3, регулирующее образование струи 4, непосредственно охлаждающей слиток.
В конструкции, изображенной на рис. 699, охлаждающая рубашка составлена из колец 1, 2 и 3. Кольцо 1 имеет нарезку, в которую ввинчивается кольцо 2, определяющее щель для верхней струи. В кольцо 2 ввинчивается кольцо 3, регулирующее образование струи 4, непосредственно охлаждающей слиток.Чтобы обеспечить равномерное непосредственное к косвенное охлаждение -непрерывно опускающегося слитка, отливаемого в относительно тонкостенный кристаллизатор с водяным охлаждением, фирма Wieland-Werke в 1942 г. рекомендовала охлаждающую рубашку выполнять с большим количеством каналов. Вода поступает в форкамеру, емкость которой превышает в несколько раз емкость всех других охлаждающих камер. Конструкция устройства представлена на рис. 700 и 701. Для охлаждения трубчатого кристаллизатора 1 предусмотрены 24 канала 2, образующихся U-образными профилями 3 или уголковыми профилями 4. Эти профили устанавливаются между кристаллизатором 1 и защитным каналом 2. Вода поступает по трубам 6 в форкамеру 7. затем направляется по кольцевой канавке S в охлаждающие каналы и стекает вниз по стенке 5 через щель 9, ширина которой регулируется ввинчивающимся кольцом 10. Чтобы в охлаждающих каналах независимо от ширины щели могло протекать достаточно большое количество воды, предусматривается дополнительная кольцевая канавка 11, по которой отводится избыточное количество охлаждающей жидкости. В конструкции по рис. 702 и 703 (обозначение деталей то же, что на рис. 700 и 701) поперечное сечение форкамеры 7 уменьшается от места входа патрубка 6 соответственно падению давления, что позволяет подавать во все каналы 2 одинаковые количества охлаждающей жидкости. В кристаллизаторах, показанных на рис. 704, 705, 706 и 707, предназначающихся для непрерывного литья слитков большого поперечного сечения и профилей произвольного сечения, охлаждающие каналы 12 выфрезерованы в толстостенной трубе кристаллизатора 13.
В кристаллизаторе, изображенном на рис. 706 и 707, отливается уголковый или U-образный профиль. Поперечное сечение каналов 14 и 15 больше, чем каналов 12, поэтому в этих участках металл усиленно охлаждается. В верхней части кристаллизатор имеет теплоизолирующую графитовую футеровку 16. Установку пытались применить для отливки элементов мостовых ферм.
Вертикальные каналы могут быть изготовлены в охлаждаемых оправках, применяемых для образования отверстия при литье -полых слитков.
 В 1942 г. кристаллизатор Юнганса, изображенный на рис. 645, был значительно усовершенствован (рис. 708 и 709). Чтобы в охлаждающей камере всегда находилась вода, отводной патрубок расположен в верхней ее части, несколько выше трубчатого спрейера. Вода, подаваемая по трубе 1, поступает в распределительное кольцо 2, имеющее патрубки 3, которые соединяются со спрейером 4. Через щели в кольцевой трубе вода омывает стенки кристаллизатора, стекает вниз, заполняя охлаждающую камеру 5, затем поднимается и через отверстия 6 попадает в кольцевой трубопровод 7 и оттуда удаляется.
В 1942 г. кристаллизатор Юнганса, изображенный на рис. 645, был значительно усовершенствован (рис. 708 и 709). Чтобы в охлаждающей камере всегда находилась вода, отводной патрубок расположен в верхней ее части, несколько выше трубчатого спрейера. Вода, подаваемая по трубе 1, поступает в распределительное кольцо 2, имеющее патрубки 3, которые соединяются со спрейером 4. Через щели в кольцевой трубе вода омывает стенки кристаллизатора, стекает вниз, заполняя охлаждающую камеру 5, затем поднимается и через отверстия 6 попадает в кольцевой трубопровод 7 и оттуда удаляется.В 1942 г. Юнганс с целью предупреждения коробления стенок кристаллизатора укрепил его в охлаждающей рубашке таким образом, чтобы было возможно его свободное температурное расширение и сжатие. Для закрепления использовались мембраны или сальники. Конструкция кристаллизатора показана на рис. 710. Нижняя стенка 2 представляет собой металлическую мембрану, которая плотно соединена с кристаллизатором 1 и донной его частью 3 и не пропускает охлаждающую воду.
 Мембрана 4 выполнена фигурной. Такая ее форма обеспечивает поглощение радиальных напряжений, возникающих при тепловом расширении кристаллизатора. Охлаждающая вода подается по кольцевой трубе 5, а стекает через патрубок
Мембрана 4 выполнена фигурной. Такая ее форма обеспечивает поглощение радиальных напряжений, возникающих при тепловом расширении кристаллизатора. Охлаждающая вода подается по кольцевой трубе 5, а стекает через патрубокВ 1955 г. фирма Bohler, учитывая, что соединение между охлаждающей рубашкой и кристаллизатором под воздействием тепловых напряжений быстро становится неплотным, предусмотрела канал, в который запрессовывается резиновая лента.
Такой кристаллизатор представлен на рис. 711 и 712. Кристаллизатор 1 окружен рубашкой 2, к которой приварено кольцо 3. Кроме того, к нижней части кристаллизатора приварено кольцо 4, в котором имеются отверстия под винты с головками для крепления внутреннего фланцевого кольца 6. Зазор между кольцами 6 и 7 достаточно большой, так что кольцо 6, сильно разогревающееся в процессе отливки слитков, может свободно расширяться. Уплотнение осуществляется с помощью резиновой ленты 5. Во внутреннем кольце имеются щели 8, которые служат для выравнивания напряжений, возникающих вследствие изменения радиуса кривизны при температурном расширении конструкции.
 В 1942 г. фирма Hueck предложила кристаллизатор (рис. 713) для отливки слитков из алюминиевых сплавов с высоким содержанием меди и магния. У этого кристаллизатора сверху вниз уменьшается внутренний диаметр и толщина стенки. Охлаждающая вода подается по кольцевому спрейеру 1. собирается в камере 2 и сливается через щель 3 и трубу 4. Щель 3 выполняется с таким расчетом, чтобы по возможности избегалось прямое попадание вытекающего потока воды на отливаемый слиток. Незначительная толщина стенки и конусность в нижней части обеспечивают известную эластичность конструкции и хорошее прилегание кристаллизатора к отливаемому слитку.
В 1942 г. фирма Hueck предложила кристаллизатор (рис. 713) для отливки слитков из алюминиевых сплавов с высоким содержанием меди и магния. У этого кристаллизатора сверху вниз уменьшается внутренний диаметр и толщина стенки. Охлаждающая вода подается по кольцевому спрейеру 1. собирается в камере 2 и сливается через щель 3 и трубу 4. Щель 3 выполняется с таким расчетом, чтобы по возможности избегалось прямое попадание вытекающего потока воды на отливаемый слиток. Незначительная толщина стенки и конусность в нижней части обеспечивают известную эластичность конструкции и хорошее прилегание кристаллизатора к отливаемому слитку.Наиболее целесообразно, чтобы высота кристаллизатора не превышала глубины литейной лунки жидкого металла в головной части слитка. Она выбирается такой, чтобы отливаемый слиток имел температуру на 150—250° ниже температуры литья или на 100—200° ниже температуры кристаллизации.
Фирма Hueck в 1944 г. спроектировала кристаллизатор (рис. 714) для отливки слитков из легких сплавов с высоким содержанием магния, склонных к растрескиванию при резком охлаждении. Высота кристаллизатора примерно в три раза больше глубины литейной лунки, а толщина стенки кристаллизатора при отливке плоских слитков для последующей прокатки составляет менее 5% от толщины слитка. Кристаллизатор изготовляется из меди или алюминия.
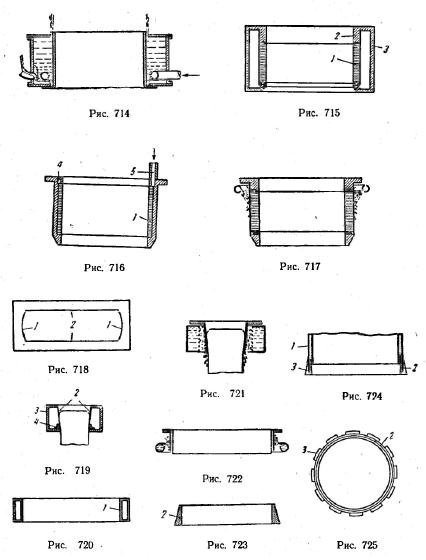 Фирма Imperial Chemical Industries, чтобы ликвидировать недостатки, которые вызываются наличием усадочного зазора в кристаллизаторе, предложила в 1951 г. применять водопроницаемые вставки в кристаллизаторе, спрессованные из металлического или неметаллического порошка. Теплопроводность спрессованного материала должна быть более 0,05 кал/см*сек. Можно, например, применять материал, спрессованный из порошка меди, 25% частиц которого задерживается ситом с ячейкой в 0,127 мм, 35% задерживается ситом с ячейкой 0,063 мм, а 40% проходит через это сито. Водопроницаемость этого материала через стенку толщиной 13 мм при давлении воды 0,35 кг/см2 составляет 45 см3/см2*сек. Конструкция устройства приведена на рис. 715. Водопроницаемая спрессованная вставка 1 помещена в стенке 2, которая, как и охлаждающая рубашка 3, состоит из плотного металла. Охлаждающая жидкость проходит через вставку 1 и достигает поверхности слитка, усиливая его охлаждение и обеспечивая непрерывную смазку, а также препятствуя выпотеванию расплава. В кристаллизаторе, изображенном на рис. 716, вода, подаваемая под давлением по трубе 5 и по кольцевому зазору 4, проходит через пористую вставку 1. У кристаллизатора, приведенного на рис. 717, охлаждающая жидкость подается путем разбрызгивания через кольцевой спрейер.
Фирма Imperial Chemical Industries, чтобы ликвидировать недостатки, которые вызываются наличием усадочного зазора в кристаллизаторе, предложила в 1951 г. применять водопроницаемые вставки в кристаллизаторе, спрессованные из металлического или неметаллического порошка. Теплопроводность спрессованного материала должна быть более 0,05 кал/см*сек. Можно, например, применять материал, спрессованный из порошка меди, 25% частиц которого задерживается ситом с ячейкой в 0,127 мм, 35% задерживается ситом с ячейкой 0,063 мм, а 40% проходит через это сито. Водопроницаемость этого материала через стенку толщиной 13 мм при давлении воды 0,35 кг/см2 составляет 45 см3/см2*сек. Конструкция устройства приведена на рис. 715. Водопроницаемая спрессованная вставка 1 помещена в стенке 2, которая, как и охлаждающая рубашка 3, состоит из плотного металла. Охлаждающая жидкость проходит через вставку 1 и достигает поверхности слитка, усиливая его охлаждение и обеспечивая непрерывную смазку, а также препятствуя выпотеванию расплава. В кристаллизаторе, изображенном на рис. 716, вода, подаваемая под давлением по трубе 5 и по кольцевому зазору 4, проходит через пористую вставку 1. У кристаллизатора, приведенного на рис. 717, охлаждающая жидкость подается путем разбрызгивания через кольцевой спрейер.В 1952 г. фирма Imperial Chemical Industries при отливке плоских слитков из цветных металлов и прежде всего из алюминиевых сплавов пыталась устранить усадочный зазор, применяя кристаллизатор, узкие стенки которого представляют собой обычную жесткую конструкцию, тогда как широкие внутренние стенки изготовлены из тонких листов и в процессе литья прижимаются сжатым воздухом или водой к отливаемому слитку. Давление воздуха должно составлять несколько атмосфер. При отливке слитков из алюминиевых сплавов можно применять медные листы толщиной 0,1 мм, но может также идти речь о листах из синтетической резины с алюминиевым порошком в качестве наполнителя.
На рис. 718—720 показан кристаллизатор, который сострит из жестких торцовых стенок 1, гибких боковых стенок 2 и U-образного профиля 3. Нижняя кромка баковых стенок 2 с помощью полос 4 из упругого материала соединяется с нижним фланцем U-образного профиля. Трубопроводы для подачи и отвода охлаждающей жидкости на рисунке не показаны. На рис. 719 нанесены контуры слитка. Кристаллизаторы, приведенные на рис. 721 и 722, охлаждаются путем разбрызгивания воды.
По методу Юнганса, предложенному в 1938 г. с целью устранения влияния усадочного зазора на интенсивность охлаждения слитка, охлаждающая среда подается снизу в образующийся зазор между элементами кристаллизатора под таким давлением, чтобы сна проникла вплоть до места отделения слитка от кристаллизатора. Соответствующая установка представлена на рис. 673. На участке 5 начинается отделение слитка от стенки кристаллизатора и образуется зазор 6. Охлаждающая среда, подаваемая по трубе 7, полностью заполняет этот зазор вплоть до участка 5, затем попадает в кольцевой канал 8 и стекает по трубе 9.
По другому способу в объеме над жидкой головной частью слитка создается разрежение, а в охлаждающей рубашке — избыточное давление. В результате из расплава могут удаляться газы.
В 1944 г. фирма Vereinigte Deutsche Metallwerke установила, что при отливке слитков из легких сплавов структура по сечению слитка получается неравномерной. Мероприятия, предпринятые для получения равномерной мелкозернистой структуры, не привели к положительным результатам, так как при дальнейшей горячей деформации слитка возникает грубое рекристаллизационное зерно. Хорошая структура металла была получена путем увеличения высоты кристаллизатора и поддержания определенного соотношения между его высотой и диаметром. Чтобы для каждого отливаемого сплава не изменять высоту кристаллизатора, фирма предусмотрела специальную форму нижней его части, которая позволяет регулировать количество тепла, отводимого от слитка. Конструкция такого кристаллизатора приведена на рис. 723—725. На рис. 723 и 724 изображено кольцо 2, насаживаемое на нижний участок кристаллизатора 1. Оно позволяет регулировать количество пропускаемой охлаждающей воды. На рис. 725 показан вид сверху одного кристаллизатора. Кольцо, приведенное на рис. 723, имеет профиль усеченного конуса с выступами 3 (рис. 724 и 725).
В 1954 г. фирма Pechiney, чтобы уменьшить анизотропию свойств слитков легких сплавов, создала конструкцию, в которой значительно увеличилось отношение количества тепла, отводимого через кристаллизатор, к количеству тепла, отводимого путем непосредственного охлаждения слитка. С этой, целью были увеличены поверхности охлаждения кристаллизатора. Хорошие результаты были получены при примененйи кристаллизатора, высота которого в 2—5 раз больше толщины отливаемого слитка. При отливке прямоугольных слитков сечением 100X400 мм из чистого алюминия эта высота составляет 300—500 мм (вместо обычно применявшейся высоты 120 мм).
 На рис. 726—730 показаны различные кристаллизаторы, высота которых в несколько раз больше, чем применявшихся ранее кристаллизаторов. Кристаллизаторы, изображенные на рис. 731 и 732, позволяют усиленно охлаждать водой узкие грани слитка (по сравнению с приведенными на рис. 708). На рис. 733 представлен кристаллизатор с подвижными широкими стенками, а на рис. 734 — поперечный разрез его торцовых стенок, охлаждаемых водой. Широкие стенки охлаждаются водой и опекаются вместе со слитком, так же как у кристаллизатора фирмы Vereinigte Deutsche Leichtmetall-Werke. Чтобы облегчить отделение стенок кристаллизатора от слитка, их подвергают колебаниям с незначительной амплитудой (как показано стрелками). В конструкции, приведенной на рис. 735, широкие стенки кристаллизатора, как и торцовые его стенки, окружены водяной рубашкой. Поверхность слитка улучшается и измельчается его структура, если поверхности подвижных стенок кристаллизатора имеют видимые следы механической обработки, параллельные или перпендикулярные к направлению литья. Ширина этих канавок может быть в пределах 0,8—1,5 мм, а угол наклона —от 60 до 90°.
На рис. 726—730 показаны различные кристаллизаторы, высота которых в несколько раз больше, чем применявшихся ранее кристаллизаторов. Кристаллизаторы, изображенные на рис. 731 и 732, позволяют усиленно охлаждать водой узкие грани слитка (по сравнению с приведенными на рис. 708). На рис. 733 представлен кристаллизатор с подвижными широкими стенками, а на рис. 734 — поперечный разрез его торцовых стенок, охлаждаемых водой. Широкие стенки охлаждаются водой и опекаются вместе со слитком, так же как у кристаллизатора фирмы Vereinigte Deutsche Leichtmetall-Werke. Чтобы облегчить отделение стенок кристаллизатора от слитка, их подвергают колебаниям с незначительной амплитудой (как показано стрелками). В конструкции, приведенной на рис. 735, широкие стенки кристаллизатора, как и торцовые его стенки, окружены водяной рубашкой. Поверхность слитка улучшается и измельчается его структура, если поверхности подвижных стенок кристаллизатора имеют видимые следы механической обработки, параллельные или перпендикулярные к направлению литья. Ширина этих канавок может быть в пределах 0,8—1,5 мм, а угол наклона —от 60 до 90°. При непосредственном охлаждении слитка, выходящего из кристаллизатора, устанавливают сложные, а потому дорогие приспособления для создания водяного тумана или разбрызгивания воды через кольцевой спрейер с весьма малыми отверстиями. Охлаждающая вода должна быть очень чистой, так как в противном случае отверстия будут забиваться, что приведет к неравномерному охлаждению отливаемого слитка и анизотропии свойств слитка. Компания Societe d' Electro-Chimie, d' Electro-Metallurgie et des Acieries Electriques d' Ugine использовала эффект Лейденфроста, чтобы получить менее резкое охлаждение слитка после выхода его за пределы кристаллизатора. Кристаллизатор 4, предложенный фирмой, показан на рис. 736 и 737. В его стенках имеется три ряда отверстий относительно большого диаметра для выхода воды, подаваемой под давлением в объем 2. Отверстия 3 и 4 удалены друг от друга на значительно большее расстояние, чем отверстия 5, которые выполнены на расстоянии, обычном для охлаждаемых кристаллизаторов. На участках, где струи воды вытекают из отверстий 3 я 4, становится заметным эффект Лейденфроста. Так как струи воды отражаются от поверхности слитка, металл в области ниже столкновения струи со слитком охлаждается только возникающими в этом случае водяными парами. При надлежащем выборе диаметра отверстий и расстояния между ними можно получить требующуюся толщину затвердевшей поверхностной корочки металла отливаемого слитка. Струи воды, вытекающей из отверстий 3, вызывают увеличение толщины корки 6. Струи 4 способствуют дальнейшему затвердеванию металла на толщину 7, а струи 5, стекая по слитку, обеспечивают полную кристаллизацию металла слитка вплоть до его центральных слоев.
При непосредственном охлаждении слитка, выходящего из кристаллизатора, устанавливают сложные, а потому дорогие приспособления для создания водяного тумана или разбрызгивания воды через кольцевой спрейер с весьма малыми отверстиями. Охлаждающая вода должна быть очень чистой, так как в противном случае отверстия будут забиваться, что приведет к неравномерному охлаждению отливаемого слитка и анизотропии свойств слитка. Компания Societe d' Electro-Chimie, d' Electro-Metallurgie et des Acieries Electriques d' Ugine использовала эффект Лейденфроста, чтобы получить менее резкое охлаждение слитка после выхода его за пределы кристаллизатора. Кристаллизатор 4, предложенный фирмой, показан на рис. 736 и 737. В его стенках имеется три ряда отверстий относительно большого диаметра для выхода воды, подаваемой под давлением в объем 2. Отверстия 3 и 4 удалены друг от друга на значительно большее расстояние, чем отверстия 5, которые выполнены на расстоянии, обычном для охлаждаемых кристаллизаторов. На участках, где струи воды вытекают из отверстий 3 я 4, становится заметным эффект Лейденфроста. Так как струи воды отражаются от поверхности слитка, металл в области ниже столкновения струи со слитком охлаждается только возникающими в этом случае водяными парами. При надлежащем выборе диаметра отверстий и расстояния между ними можно получить требующуюся толщину затвердевшей поверхностной корочки металла отливаемого слитка. Струи воды, вытекающей из отверстий 3, вызывают увеличение толщины корки 6. Струи 4 способствуют дальнейшему затвердеванию металла на толщину 7, а струи 5, стекая по слитку, обеспечивают полную кристаллизацию металла слитка вплоть до его центральных слоев.При этом способе можно использовать нефильтрованную водопроводную воду, так как выходные отверстия для охлаждающей воды имеют относительно большой диаметр. Отливаемые слитки имеют хорошую поверхность.
 Тротц в 1898 г. сконструировал установку для литья слитков из меди, алюминия, латуни и других сплавов (рис. 738), которая состоит из металлического кристаллизатора 1 с полированной внутренней поверхностью, окруженного водяной рубашкой. Стенки кристаллизатора делают по возможности тонкими. По концам кристаллизатора установлены пустотелые детали 2 и 3 значительно большего диаметра по сравнению с рубашкой 4, с которой они соединены.
Тротц в 1898 г. сконструировал установку для литья слитков из меди, алюминия, латуни и других сплавов (рис. 738), которая состоит из металлического кристаллизатора 1 с полированной внутренней поверхностью, окруженного водяной рубашкой. Стенки кристаллизатора делают по возможности тонкими. По концам кристаллизатора установлены пустотелые детали 2 и 3 значительно большего диаметра по сравнению с рубашкой 4, с которой они соединены.В 1900 г. Тротц улучшил свою конструкцию кристаллизатора. Чтобы кристаллизатор мог свободно удлиняться в продольном направлении при тепловом расширении, он не закреплен вверху или внизу, а свободно скользит по деталям 2 и 3. Такой же эффект был достигнут путем создания телескопической водяной рубашки. Другое улучшение заключается в том, что литейная воронка доходит вплоть до жидкой головной части слитка, что предупреждает разбрызгивание металла при его заливке.
В 1904 г. Тротц еще более усовершенствовал конструкцию. Он сделал оба конца внутренней трубы коническими и под кристаллизатором расположил охлаждающую рубашку, в которую нагнетал пар под таким давлением, чтобы наружная корочка затвердевшего металла могла противостоять давлению жидкой сердцевины. В этой охлаждающей рубашке должна также поддерживаться постоянная температура, так как пар подводится к наиболее горячему участку кристаллизатора и отводится внизу.
В 1936 г. Вильямс спроектировал тонкостенный кристаллизатор с двойной стенкой (рис. 739), состоящий из трубы 1, помещенной в рубашку 2 таким образом, что между трубой и рубашкой имеется узкая охлаждающая камера 3. Для дополнительного охлаждения предусмотрено приспособление 4. Толщина охлаждающего слоя жидкости в рубашке должна быть примерно равна толщине трубы 1. В качестве охлаждающей жидкости применяется преимущественно вода, подаваемая под таким давлением, чтобы не происходило испарения. Усадка металла значительно снижает трение слитка о стенки кристаллизатора. Поэтому слиток может легко из него вытягиваться.
Вильямс установил, что при литье стальных слитков вполне пригоден трубчатый кристаллизатор диаметром 150 мм и длиной 750 мм. Толщина слоя охлаждающей воды у нижней части кристаллизатора должна быть большей, чем в остальных участках по высоте охлаждающей рубашки (как это изображено на рисунке), что благоприятно отражается на требуемом давлении охлаждающей воды. Давление воды составляет примерно 2,5—3,1 ати, но может быть повышено до 10 ати и даже больше. При литье алюминиевых слитков в кристаллизатор диаметром 150 мм с толщиной стенки 1,6 мм почти мгновенно образуется достаточно толстая поверхностная корочка затвердевшего металла. Так как при затвердевании происходит усадка металла, то слиток может вытягиваться из кристаллизатора без затруднения с установленной скоростью. Для обеспечения таких условий кристаллизации необходимо подавать в минуту от 13,5 до 16,1 л охлаждающей воды, имеющей комнатную температуру, под давлением 2,1—2,8 ати. В случае отливки стальных слитков при тех же самых условиях давление воды должно составлять от 5,25 до 10,6 ати и даже больше.
В 1940 г. Вильямс доложил об исследованиях, проведенных им в Летробе (Пенсильвания). При литье стали (плавление в электропечи емкостью около 0,5 т), чистого алюминия, сплава Al-Cu-Mg и латуни 60/40 были получены качественные слитки квадратного и прямоугольного сечения 100х100 мм и 100х200 мм, а также круглые слитки диаметром до 200 мм.
При использовании кристаллизатора, изображенного на рис. 739, для литья тугоплавких сплавов необходимо, чтобы охлаждающая вода подавалась на наружную стенку кристаллизатора и прогибала ее в сторону отливаемого слитка.
 Температурные колебания могут вызвать коробление стенок кристаллизатора, которое значительнее в кристаллизаторах квадратного и прямоугольного поперечного сечения, чем у круглого.
Температурные колебания могут вызвать коробление стенок кристаллизатора, которое значительнее в кристаллизаторах квадратного и прямоугольного поперечного сечения, чем у круглого.В новом кристаллизаторе Вильямса, изготовленном в 1945 г., условия теплоотвода были улучшены путем увеличения скорости протекания охлаждающей жидкости у наружных стенок кристаллизатора. Эта скорость может увеличиться даже до такой величины, при которой начинается турбулентное движение охлаждающей жидкости. Сопротивление деформации стенок кристаллизатора улучшается при их хорошем закреплении в корпусе кристаллизатора (рис. 740—743).
Кристаллизатор, конструкция которого приведена на рис. 744 и 745, была предложена Росси в 1951 г. Боковые стенки водоохлажцаемого кристаллизатора, изготовленного из меди и предназначенного для отливки слитков прямоугольного поперечного сечения с большим отношением ширины к толщине, в верхней части выполнены в виде воронки, а торцовые стенки установлены под прямым углом к оси отливаемого слитка. Кристаллизатор снабжен охлаждающей рубашкой, не показанной на рисунках. Отливка слитков производится с таким расчетом, чтобы литейная лунка с расплавленным металлом распространялась ниже области 1, в которой участок перехода от наклонной к вертикальной плоскости имеет достаточный радиус закругления; Поверхностная корочка металла, затвердевшего у конических боковых стенок кристаллизатора, достаточно тонка и эластична. По мере вытягивания слитка из кристаллизатора эта корочка деформируется и занимает положение, параллельное боковым граням кристаллизатора, у которого происходит полное затвердевание отливаемого металла.
Расширенная верхняя часть кристаллизатора, имеющая большой объем, позволяет быстро и равномерно распределять расплавленный металл, подводимый по трубе 2 по поперечному сечению кристаллизатора.
Угол наклона боковых стенок кристаллизатора к вертикальной оси отливающегося слитка должен составлять не более 20°.
Тамм в 1937 г. установил, что главный недостаток металлических кристаллизаторов состоит в очень быстром затвердевании заливаемого в них расплава. Вначале образуется твердая и прочная поверхностная оболочка слитка, затем происходит быстрая кристаллизация металла внутри этой оболочки. При такой быстрой кристаллизации поверхность слитка получается неровной, вследствие чего слитки не могут сразу же после литья направляться в дальнейшую переработку. Вторым недостатком этого метода литья является то, что между жидким расплавом и стенкой кристаллизатора следовало бы вводить смазку. Однако смазка может привести к ряду поверхностных дефектов на слитке, а также проникнуть в отливаемый слиток, образуя газовые пузыри.
В настоящее время уже нашли применение неметаллические кристаллизаторы и насадки, но их располагают в поду или боковых стенах плавильной печи. При таком расположении оказалось невозможно контролировать состояние кристаллизатора в процессе литья и поддерживать температуру заливаемого металла на заданном уровне. Поэтому Тамм предложил подавать металл из плавильного устройства в кристаллизатор по трубе из неметаллического огнеупорного материала. Так как в этом случае кристаллизация проходит медленно, то поверхность отливаемого слитка получается совершенно гладкой. При этом не требуется применять смазку, а следовательно, исключаются дефекты связанные с ее использованием. Перед началом литья кристаллизатор необходимо подогревать, так как это обеспечивает получение здорового слитка.
 На рис. 746 изображена установка для отливки слитков круглого сечения. Кристаллизатор 1 изготавливается из графита, карбида кремния, корунда, кварца или других керамических материалов. Его внутренняя поверхность должна быть весьма гладкой. Перед использованием кристаллизатор подвергается обжигу с целью удаления газовых включений. Очень важным является то, что между сосудом 2 и кристаллизатором 1 нет специального соединения. Кристаллизатор окружается трубой 3, которая изготовляется из меди и навивается по винтовой линии. Через эту трубу можно пропускать охлаждающую жидкость. С другой стороны, с целью нагрева через медную трубу можно пропускать ток высокой частоты, причем кристаллизатор должен быть изготовлен из материала, обладающего хорошей электропроводностью, например из графита или карборунда (карбида кремния). Если кристаллизатор изготовлен из материала, плохо проводящего электрический ток, например из кварца или магнезита, то необходимо вводить в него металлический стержень, который нагревается индукционным током. У обоих концов, кристаллизатора имеются крышки 4 и 5, которые удерживают в определенном положении керамическую массу и спиральную трубу. Они позволяют предохранить керамический материал от соприкосновения с атмосферным воздухом. Крышка 4 прочно соединена с трубой, по которой подается расплав. Поэтому в верхнюю часть кристаллизатора, на участок расположения зеркала ванны расплавленного металла, не может проникнуть воздух. Для наблюдения за процессом литья имеется смотровое отверстие 6. После выхода из кристаллизатора слиток охлаждается водой, разбрызгиваемой кольцевым спрейером 7.
На рис. 746 изображена установка для отливки слитков круглого сечения. Кристаллизатор 1 изготавливается из графита, карбида кремния, корунда, кварца или других керамических материалов. Его внутренняя поверхность должна быть весьма гладкой. Перед использованием кристаллизатор подвергается обжигу с целью удаления газовых включений. Очень важным является то, что между сосудом 2 и кристаллизатором 1 нет специального соединения. Кристаллизатор окружается трубой 3, которая изготовляется из меди и навивается по винтовой линии. Через эту трубу можно пропускать охлаждающую жидкость. С другой стороны, с целью нагрева через медную трубу можно пропускать ток высокой частоты, причем кристаллизатор должен быть изготовлен из материала, обладающего хорошей электропроводностью, например из графита или карборунда (карбида кремния). Если кристаллизатор изготовлен из материала, плохо проводящего электрический ток, например из кварца или магнезита, то необходимо вводить в него металлический стержень, который нагревается индукционным током. У обоих концов, кристаллизатора имеются крышки 4 и 5, которые удерживают в определенном положении керамическую массу и спиральную трубу. Они позволяют предохранить керамический материал от соприкосновения с атмосферным воздухом. Крышка 4 прочно соединена с трубой, по которой подается расплав. Поэтому в верхнюю часть кристаллизатора, на участок расположения зеркала ванны расплавленного металла, не может проникнуть воздух. Для наблюдения за процессом литья имеется смотровое отверстие 6. После выхода из кристаллизатора слиток охлаждается водой, разбрызгиваемой кольцевым спрейером 7.За последние 20 лет конструкторы создали литейные установки, в которых объединены преимущества металлических и неметаллических, кристаллизаторов.
В 1936 г. Грене в относительно низком кристаллизаторе 1 (рис. 747) предусмотрел теплоизолирующую вставку 2 из огнеупорного материала, диаметр которой с целью избежания застревания в ней слитка меньше диаметра нижней его металлической части. Опускающийся поддон 3 изготовлен из меди или другого материала, обладающего хорошей теплопроводностью. Кристаллизатор можно охлаждать струей воздуха, а слиток — путем разбрызгивания на него воды.
 В 1944 г. фирма Кruрр, учитывая то обстоятельство, что при отливке слитков из стали и других сплавов с высокой температурой плавления преждевременное затвердевание поверхностной корочки металла приводит к образованию плохой поверхности слитка, предложила металл, заливаемый в кристаллизатор, в верхней части слитка охлаждать медленнее, чем в нижней. Кристаллизатор с надставкой этой фирмы представлен на рис. 748. Расплав из миксера 1 через сопло 2 заливается в кристаллизатор 3, к которому подведен опускающийся поддон 4. Замедленное охлаждение верхних слоев металла в кристаллизаторе 3 достигается путем применения вставки 5 из огнеупорного материала, обладающего низкой теплопроводностью. Эта вставка входит в кристаллизатор своей кромкой 6. В процессе литья уровень жидкого металла должен все время находиться в пределах вставки. Он не должен входить в кристаллизатор. Так как вставка почти не охлаждает расплав, то поверхность металла в кристаллизаторе остается очень чистой, что способствует равномерному распределению жидкого металла у стенок кристаллизатора и образованию слитка с гладкой поверхностью.
В 1944 г. фирма Кruрр, учитывая то обстоятельство, что при отливке слитков из стали и других сплавов с высокой температурой плавления преждевременное затвердевание поверхностной корочки металла приводит к образованию плохой поверхности слитка, предложила металл, заливаемый в кристаллизатор, в верхней части слитка охлаждать медленнее, чем в нижней. Кристаллизатор с надставкой этой фирмы представлен на рис. 748. Расплав из миксера 1 через сопло 2 заливается в кристаллизатор 3, к которому подведен опускающийся поддон 4. Замедленное охлаждение верхних слоев металла в кристаллизаторе 3 достигается путем применения вставки 5 из огнеупорного материала, обладающего низкой теплопроводностью. Эта вставка входит в кристаллизатор своей кромкой 6. В процессе литья уровень жидкого металла должен все время находиться в пределах вставки. Он не должен входить в кристаллизатор. Так как вставка почти не охлаждает расплав, то поверхность металла в кристаллизаторе остается очень чистой, что способствует равномерному распределению жидкого металла у стенок кристаллизатора и образованию слитка с гладкой поверхностью.Этот способ литья может быть использован также и в литейных установках, в которых кристаллизатор непосредственно соединяется с плавильной печью или миксером. Связь между ними осуществляется с помощью разливочного стакана из материала, обладающего низкой теплопроводностью. Через отверстия в этом стакане металл поступает в кристаллизатор.
Лейпцигская фирма Leichtmetall-Werk Rackwitz Berghard в 1944 г. доказала возможность отливки слитков из сплава Al-Cu-Mg с 4% Cu и 0,5% Mg при применении водяного охлаждения. Ho при повышении содержания магния против указанного выше и одновременном понижении добавки меди получение качественных слитков, не имеющих трещин, возможно только при проведении целого ряда технических мероприятий. Особенно затруднительна отливка круглых слитков, в которых трещины зачастую образуются внутри слитка. В таких случаях поверхностные слои металла, толщина которых равна примерно 1/6—1/8 диаметра слитка, обычно не имеют трещин, а в центре слитка образуется сквозная трещина. Характер трещин позволяет предположить, что они образуются не вследствие литейных напряжений в слитке, которые у сплавов, склонных к растрескиванию, обычно приводят к полному разрушению слитка (например, плоского слитка, предназначенного для последующей прокатки), а являются результатом усадочных напряжений.
Вначале металл затвердевает под влиянием отвода тепла через стенки кристаллизатора, а затем охлаждается непосредственным разбрызгиванием воды по периметру слитка. При этом тепло отводится в основном через затвердевший металл. Кристаллы в затвердевшем слитке не образуются одновременно по всему объему ванны, а вырастают в, направлении, по которому отводится тепло. От стенок кристаллизатора они растут с большой скоростью внутрь слитка, оттесняя расплавленный металл, находящийся внутри слитка. Наружное кольцо металла, участвующее в процессе кристаллизации, вследствие усадки образует вакуум в отдельных участках и подсасывает расплав. При дальнейшем теплоотводе в направлении затвердевания слитка жидкий расплав имеет жидко-твердую фазу; в таком состоянии он обладает низкой прочностью и пластичностью. Таким образом, возникновение первоначальной трещины и ее дальнейшее распространение определяются совместным действием усадки, подсасыванием расплава, влиянием внешнего затвердевшего кольца металла слитка и наличием жидко-твердой фазы расплава внутри слитка. Лейпцигская фирма предложила производить отливку слитков при повышенном гидростатическом давлении, достигаемом путем увеличения столба жидкого расплава.
 Такая конструкция литейного устройства изображена на рис. 749. Кристаллизатор 1 присоединен к надставке 2, в которой находится жидкий металл. В качестве надставки 2 можно использовать устройство подобное сосуду Дюара. Температура в нем поддерживается на определенном уровне.
Такая конструкция литейного устройства изображена на рис. 749. Кристаллизатор 1 присоединен к надставке 2, в которой находится жидкий металл. В качестве надставки 2 можно использовать устройство подобное сосуду Дюара. Температура в нем поддерживается на определенном уровне.Сравнение этой конструкции с установками, представленными на рис. 747 и 748, показывает, что изобретатели, исходя из различных положений, пришли к аналогичным конструкциям кристаллизаторов.
На рис. 750 показан кристаллизатор 1 для полунепрерывного литья слитков, сконструированный в 1956 г. Пасеком, с теплоизолирующей вставкой 2. Охлаждающая рубашка с помощью спирального устройства разделена на два винтообразных канала, по которым снизу вверх циркулирует вода. Вставку 2 изготовляют из смеси кремнезема, глинозема и асбеста путем формовки с помощью деревянной модели, а затем обжигают в самом кристаллизаторе.
Чтобы регулировать скорость вытягивания слитка и, следовательно, скорость охлаждения металла в процессе литья, к нижней части кристаллизатора присоединена надставка 3, выполненная с небольшой конусностью, сечение которой может изменяться с помощью гайки 4.
Учитывая, что основная масса тепла в расплавленных металлах содержится главным образом в виде скрытой теплоты плавления и только небольшая часть тепла составляет тепло от перегрева металла (например, в расплаве меди это соотношение может составлять 90 : 4), фирма Continuous Casting Corporation спроектировала в 1938 г. литейную установку (рис. 751), которая позволяет регулировать отведение теплоты перегрева таким образом, чтобы к участку кристаллизатора, у которого отводится тепло, получаемое за счет скрытой теплоты плавления металла, всегда подводилось строго определенное количество металла, не имеющего уже избыточного тепла. После отведения теплоты перегрева следует предохранить расплавленный металл от потери тепла, пока он не достигнет зоны кристаллизации. Графитовый кристаллизатор 1 снаружи защищен рубашкой 2 из хромистой стали, на которую навита проволока для нагревания электросопротивлением 3, связанная с терморегулятором термоэлементом 4. Кристаллизация происходит в зоне 5. Скрытая теплота плавления отливаемого металла отводится водой, пропускаемой через рубашку 6, которая изолирована от кристаллизатора асбестоцементной плитой 7. На рис. 752 изображена конструкция аналогичного устройства с индукционным обогревом.
 Для избежания образования на слитке поверхностных неслитин, которые при дальнейшей горячей деформации действуют как надрезы, фирма Wieland-Werke в 1941 г. предложила конструкцию кристаллизатора со вставкой из огнеупорной массы или графита. Эта вставка препятствует быстрому теплоотводу в верхней части жидкого металла (рис. 753—756). В конструкции по рис. 753 вставка 1 вплотную прилегает к кристаллизатору. Более целесообразно, если между вставкой и кристаллизатором предусматривается воздушный зазор 2 (рис. 754). В установке по рис. 755 выполнен кольцевой канал 2, через который подается смазка, а в приспособлении, показанном на рис. 756, этот канал используется для размещения нагревательных элементов, смазка же подается по рубашке 3. Высота охлаждающей части кристаллизатора должна составлять менее 30 мм (от 10 до 20 мм).
Для избежания образования на слитке поверхностных неслитин, которые при дальнейшей горячей деформации действуют как надрезы, фирма Wieland-Werke в 1941 г. предложила конструкцию кристаллизатора со вставкой из огнеупорной массы или графита. Эта вставка препятствует быстрому теплоотводу в верхней части жидкого металла (рис. 753—756). В конструкции по рис. 753 вставка 1 вплотную прилегает к кристаллизатору. Более целесообразно, если между вставкой и кристаллизатором предусматривается воздушный зазор 2 (рис. 754). В установке по рис. 755 выполнен кольцевой канал 2, через который подается смазка, а в приспособлении, показанном на рис. 756, этот канал используется для размещения нагревательных элементов, смазка же подается по рубашке 3. Высота охлаждающей части кристаллизатора должна составлять менее 30 мм (от 10 до 20 мм).Чтобы при литье сплавов, обладающих большим интервалом кристаллизации, воспрепятствовать обратной ликвации и, следовательно, образованию ликвационных наплывов, фирма Wieland-Werke использовала в 1942 г. обогреваемые кристаллизаторы из графита или других огнеупорных материалов, не смачиваемых металлами, с непосредственным охлаждением вытягиваемого слитка путем разбрызгивания воды (рис. 757) или отводом тепла через охлаждаемое кольцо (рис. 758 и 759) высотой от 10 до 20 мм. При таком способе охлаждения образуется почти ровный фронт кристаллизации. Отливаемые слитки имеют гладкую поверхность. Неслитины, которые при применении низких кристаллизаторов возникают почти неизбежно, в этом случае отсутствуют.
Однако было установлено, что при применении графитовых кристаллизаторов фронт затвердевания может проникать в пределы обогреваемой части кристаллизатора, так как графит, будучи плохим проводником тепла, медленно передает тепло от нагревательных элементов к расплавленному металлу, тогда как затвердевший металл быстро отводит тепло вниз, т. е. в направлении вытягивания отливаемого слитка. Затвердевшая часть слитка может привариваться к стенкам кристаллизатора, что приводит к образованию трещин. Поэтому фирма Wieland-Werke в 1943 г. применила кристаллизатор, верхняя часть которого выполнена в виде конуса с наставным кольцом из теплопроводного металла, которое в целях защиты от разъедания отливаемым металлом, окрашивают, например, графитом.
На рис. 760 приведен такой кристаллизатор 1, изготовленный из графита, внутренняя стенка которого снабжена нагревателем 2 и вставным медным кольцом 3. Между ними предусмотрен воздушный зазор 4.
В кристаллизаторах из графита, пористость которого составляет максимально 20%, а величина зерна и пор равна самое большее 40 u, полунепрерывным способом можно отливать слитки хорошего качества небольших сечений. Однако при этом производительность установки в 20 раз меньше, чем при применении металлических кристаллизаторов.
 В 1950 г. фирма Wieland-Werke пришла к мнению, что скорость литья может приниматься большой, если слитки отливаются в металлический кристаллизатор с неметаллической самосмазывающейся футеровкой. В пределах высоты кристаллизатора таким образом образуется поверхностная корочка металла, которая хорошо противостоит прорыву жидкого расплава, а отвод основной массы тепла происходит путем непосредственного охлаждения слитка. Слиток имеет гладкую поверхность, свободную от кольцевых складок и неслитин, даже если футеровка кристаллизатора состоит из обычного графита.
В 1950 г. фирма Wieland-Werke пришла к мнению, что скорость литья может приниматься большой, если слитки отливаются в металлический кристаллизатор с неметаллической самосмазывающейся футеровкой. В пределах высоты кристаллизатора таким образом образуется поверхностная корочка металла, которая хорошо противостоит прорыву жидкого расплава, а отвод основной массы тепла происходит путем непосредственного охлаждения слитка. Слиток имеет гладкую поверхность, свободную от кольцевых складок и неслитин, даже если футеровка кристаллизатора состоит из обычного графита.На рис. 761 представлена конструкция такого кристаллизатора. Графитовая футеровка 1 имеет толщину 3 мм. Высота кристаллизатора равна 200 мм, а диаметр в свету составляет 172 мм. В таком кристаллизаторе можно как в случае отливки вязкой (пластичной) меди, так и в случае меди, раскисляемой фосфором, получить производительность 2 т/час при глубине литейной лунки 200 мм и уровне литья на 50 мм ниже верхней кромки кристаллизатора. Поверхность слитка получается настолько гладкой, что охлаждающий сосуд кристаллизатора можно уплотнять резиновым кольцом. Этот способ можно рекомендовать для литейных установок, связанных с плавильной печью, при литье различных металлов: легких и тяжелых цветных металлов, благородных металлов, стали и железа. При этом обратная ликвация не возникает.
В кристаллизаторах для отливки слитков большого поперечного сечения в процессе литья очень трудно поддерживать непосредственный контакт между графитовой вставкой и металлической рубашкой, особенно в зоне максимального теплообмена. В новой литейной установке компании Wieland-Werke (1955—1956 гг.) графитовая вставка впрессована или закреплена горячей посадкой в кристаллизаторе. В случае такой посадки при высоких температурах, возникающих в процессе литья, на вставку действуют только напряжения сжатия. Рубашка изготовляется из меди.
На рис. 762—764 показан порядок установки графитовой вставки с помощью прессовой посадки. Наружный диаметр А вставки на всей длине L больше внутреннего диаметра металлической рубашки, изготовленной из меди. Иногда достаточно, чтобы превышение диаметра было только на длине участка В, которая соответствует зоне наибольшего теплообмена. Внутренний диаметр С принимается таким, чтобы после запрессовки получилась толщина, превышающая толщину Т. Толщина T должна обеспечить запрессовку без разрушения вставки. Затем вставка растачивается до диаметра D и толщины E (рис. 765).
Ниже приведено два примера порядка выбора размеров.
1. Графитовый цилиндр с наружным диаметром 179 мм и внутренним диаметром 152 мм запрессовывается, как это показано на рис. 762—764, в медную трубу с внутренним диаметром 177,8 мм и наружным диаметром 187 мм. Затем внутренний диаметр цилиндра растачивается До величины 171,3 мм. Нагрев от 20 до 200° не приводит к ослаблению соединения.
2. Первоначальные диаметры графитового цилиндра 178,2 и 152 мм, а медной трубы 177,77 и 197 мм. После запрессовки графитовая вставка растачивается до 171,3 мм. Нагрев до 165° не ослабляет соединения.
Новый кристаллизатор может применяться при отливке слитков из любых металлов. Он особенно пригоден для плавки стальных слитков, серебра, никеля, алюминия, магния и, прежде всего, для меди.
Стремясь избежать появления ликвации, усадки и неслитин, в особенности на слитках большого диаметра, фирма I. G. Farbenindustrie в 1944 г. предложила, чтобы перед началом литья расплав подогревался в верхней части кристаллизатора до температуры литья, а его затвердевание происходило в нижней части кристаллизатора. Верхняя часть кристаллизатора изготовлена из материала, обладающего небольшой теплопроводностью, например из графита, асбеста, обожженного магнезита, синтеркорунда или шамота, тогда как нижняя, напротив, состоит из материала с высокой теплопроводностью, например из меди, латуни, алюминия, магния или их сплавов. Чтобы избежать трудностей в уплотнении участка стыка, нижняя, охлаждаемая часть кристаллизатора охватывает наружную стенку верхней, обогреваемой части; жидкий металл, затекающий в участок стыка, кристаллизуется и обеспечивает надежное уплотнение.
На рис. 766—771 показаны кристаллизаторы, имеющие охлаждаемую часть 1 и обогреваемую часть 2. Во всех кристаллизаторах вмонтированы нагревательные элементы 3. В кристаллизаторах, изображенных на рис. 769—771, предусмотрено устройство для дополнительного обогрева 4. На рис. 770 и 771 показан кристаллизатор, у которого верхняя часть изготовлена из различных материалов; внутренняя стенка выполнена из медной трубы, которая приваривается к нижней части кристаллизатора. Путем согласования температуры и интенсивности нагрева, охлаждения, температуры литья, скорости литья и скорости вытягивания слитка можно получить плоский фронт кристаллизации.
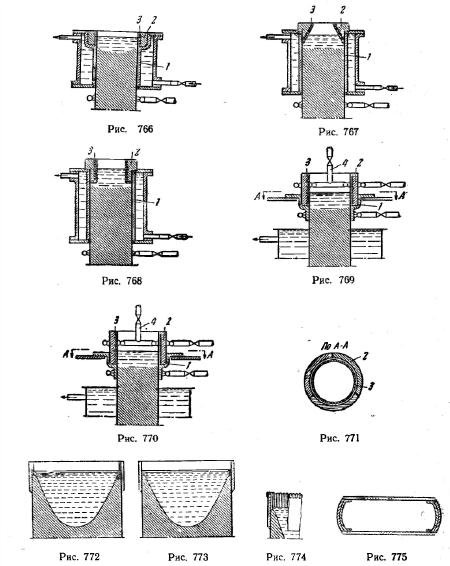 Принимая во внимание, что при литье легких сплавов неслитины образуются у края литейного мениска в головной части слитка, и прежде всего в углах квадратных и прямоугольных слитков, фирма Kaiser Aluminium Chemical Corp. в 1950 г. установила, что этот дефект практически полностью можно устранить, если предохранить от затвердевания края мениска. С этой целью на внутренней поверхности кристаллизатора на высоте литейного мениска был нанесен теплоизолирующий слой, который простирался на 13—17 мм ниже края литейного мениска. Для этой цели вполне пригодна асбестовая бумага, которая приклеивалась кокильным жиром (рис. 772). На рис. 773 показан слой, состоящий из стеклянного волокна и синтетической резины, который приклеивается с помощью, например, метилэтилкетона. Для этой же цели можно также использовать стальную проволоку, покрытую известью (рис. 774). При отливке плоских слитков большой ширины (рис. 775) теплоизолирующий слой наносится только на узкие стенки кристаллизатора. Этот способ особенно успешно применяется при литье чистого алюминия и сплава Al-Mn; термически упрочняемые сплавы менее склонны к образованию неслитин.
Принимая во внимание, что при литье легких сплавов неслитины образуются у края литейного мениска в головной части слитка, и прежде всего в углах квадратных и прямоугольных слитков, фирма Kaiser Aluminium Chemical Corp. в 1950 г. установила, что этот дефект практически полностью можно устранить, если предохранить от затвердевания края мениска. С этой целью на внутренней поверхности кристаллизатора на высоте литейного мениска был нанесен теплоизолирующий слой, который простирался на 13—17 мм ниже края литейного мениска. Для этой цели вполне пригодна асбестовая бумага, которая приклеивалась кокильным жиром (рис. 772). На рис. 773 показан слой, состоящий из стеклянного волокна и синтетической резины, который приклеивается с помощью, например, метилэтилкетона. Для этой же цели можно также использовать стальную проволоку, покрытую известью (рис. 774). При отливке плоских слитков большой ширины (рис. 775) теплоизолирующий слой наносится только на узкие стенки кристаллизатора. Этот способ особенно успешно применяется при литье чистого алюминия и сплава Al-Mn; термически упрочняемые сплавы менее склонны к образованию неслитин.Для литья слитков алюминия и его сплавов фирма Erbsloh в 1950 г. применила низкий кристаллизатор, в котором исключалось приваривание отливаемого металла к его стенкам. В этом кристаллизаторе к зоне, где начинается образование поверхностной затвердевшей корочки металла, примыкает зона слитка, от которой тепло не отводится. Эта зона образуется рубашкой из материала с низкой теплопроводностью.
Затвердевающая вначале поверхностная корочка слитка должна быть по возможности весьма тонкой, но способной сопротивляться просачиванию через нее жидкого расплава, находящегося в середине слитка. В результате этого в головной части слитка тепловой поток имеет преимущественно вертикальное направление. Следовательно, возникает горизонтальный фронт затвердевания. Кристаллизатор, зона нагрева и охлаждающее устройство взаимосвязаны.
Направление теплоотвода показано на рис. 776 пунктирными линиями. К кристаллизатору 1 примыкает рубашка 2 с нагревательными элементами 3. Под этой рубашкой находится кольцевой трубчатый спрейер 4.
 В 1935 г. Файре предложил установку для отливки листовых, а также круглых сплошных и полых слитков. В противоположность другим способам затвердевание слитка в этом случае достигается не. путем охлаждения кристаллизатора, а вследствие теплоотвода через затвердевшую часть слитка. Кристаллизатор, служит только в качестве «матрицы», профилирующей поперечное сечение слитка.
В 1935 г. Файре предложил установку для отливки листовых, а также круглых сплошных и полых слитков. В противоположность другим способам затвердевание слитка в этом случае достигается не. путем охлаждения кристаллизатора, а вследствие теплоотвода через затвердевшую часть слитка. Кристаллизатор, служит только в качестве «матрицы», профилирующей поперечное сечение слитка.При литье легкоплавких металлов, например свинца и цинка, кристаллизатор термически изолируют от трубы, по которой подводится в него расплавленный металл. С этой целью используют промежуточные асбестовые прокладки. Однако при отливке слитков из алюминия, меди или стали промежуточные прокладки не должны применяться, чтобы не препятствовать передаче тепла от плавильной печи к кристаллизатору; наоборот, может возникнуть необходимость в специальном обогреве верхней части кристаллизатора.
Наиболее целесообразно верхнюю часть кристаллизатора изготовлять из материала, обладающего плохой теплопроводностью, например из хромоникелевой стали, а нижнюю — из теплопроводного металла, например из меди.
- Охлаждающие среды
- Особые способы литья в кристаллизаторы скольжения
- Литье через формующие насадки
- Применение электрической дуги в кристаллизаторе
- Непрерывное литье под пневматическим давлением
- Непрерывное литье под механическим давлением
- Вертикальное литье слитков с вытягиванием и отлитого слитка вверх
- Принципы работы кристаллизаторов скольжения, связанных с плавильной печью
- Установка кристаллизаторов
- Перемещение кристаллизаторов скольжения
