Принципы работы кристаллизаторов скольжения, связанных с плавильной печью
Кристаллизаторы, зависящие от плавильных печей, обеспечивают то преимущество, что во время литья они всегда заполнены металлом так, что усадочная раковина не может образоваться и металл при входе в кристаллизатор не соприкасается с вредными газами. Такие проходные кристаллизаторы применяются в основном для непрерывного литья меди и медных сплавов.
По всей видимости, первые предложенные для практического применения кристаллизаторы зависели от печей. В установках для непрерывного литья, которые предложили Селлерс и Лаинг, кристаллизаторы были жестко соединены трубой с плавильным тиглем и во время литья заполнялись полностью.
 В 1857 г. Вимсхарст предложил установку для изготовления свинцовых листов, нижняя часть которой представлена на рис. 487. Из высокорасположенного обогреваемого резервуара расплавленный свинец течет в нижний чугунный резервуар 1 и оттуда под давлением почти 5—6 кг/см2 через канал шириной 150—200 мм в водоохлаждаемый кристаллизатор 2. Лист, выходящий из кристаллизатора, еще в нагретом состоянии попадает в прокатный стан 3.
В 1857 г. Вимсхарст предложил установку для изготовления свинцовых листов, нижняя часть которой представлена на рис. 487. Из высокорасположенного обогреваемого резервуара расплавленный свинец течет в нижний чугунный резервуар 1 и оттуда под давлением почти 5—6 кг/см2 через канал шириной 150—200 мм в водоохлаждаемый кристаллизатор 2. Лист, выходящий из кристаллизатора, еще в нагретом состоянии попадает в прокатный стан 3.В 1884 г. Пильштикер и Мюллер предложили изготовлять призматические тела любой длины (штанги, пластины, трубы, проволоку) из железа или стали непрерывным литьем в проходной кристаллизатор, связанный с плавильной печью, с последующей прокаткой раскаленного прутка, как показано на рис. 488.
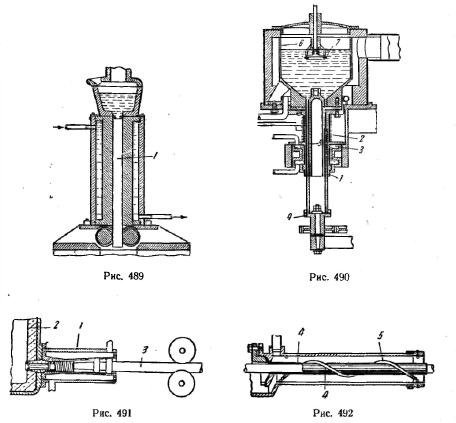 В 1886 г. Ата предложил установку для непрерывного литья, показанную на рис. 489, которая состояла из кристаллизатора с открытым дном и устройства для вытягивания слитка и предназначалась для литья стали. Металлическая затравка 1 имеет на верхнем торце фрезерованный паз в форме ласточкина хвоста и служит для обеспечения начала литья.
В 1886 г. Ата предложил установку для непрерывного литья, показанную на рис. 489, которая состояла из кристаллизатора с открытым дном и устройства для вытягивания слитка и предназначалась для литья стали. Металлическая затравка 1 имеет на верхнем торце фрезерованный паз в форме ласточкина хвоста и служит для обеспечения начала литья.В 1904 г. Штрицс и Haгep спроектировали установку для непрерывного литья труб и прутков (рис. 490). Позицией 1 обозначен кристаллизатор, 2 — нагревательная обмотка, 3 — камера охлаждения, 4 — опускающееся дно кристаллизатора, 5 — оправка, 6 — ковш или плавильная печь и 7 — запорная крышка кристаллизатора, которая закрывает верхнюю часть оправки.
В 1906 г. Персом предложил применять связанные с плавильной печью кристаллизаторы, конически расширяющиеся к выходной части. На рис. 491 показан охлаждаемый кристаллизатор 1, горизонтально расположенный снизу в боковой стенке тигля 2 и закрываемый затравкой 3. Персон предусматривал также вертикальное или наклонное расположение кристаллизатора. На рис. 492 показана охлаждаемая труба 4, состоящая из двух частей и расположенная на продолжении кристаллизатора 1. Обе части трубы соединяются пружиной 5.
Кристаллизатор из нескольких связанных пружиной продольных частей Персон предложил еще в 1904 г. для устранения застревания слитка в кристаллизаторе.
Позднее в 1909 г. он пришел к мысли соединить мундштуком из теплоизолирующего материала формовочное пространство горизонтально расположенного кристаллизатора с плавильной печью или другим резервуаром с жидким металлом. Отверстие в мундштуке против кристаллизатора расширялось, так что затвердевший металл мог легко удаляться. В противоположность ранее предложенным способам непрерывного литья жидкий металл подавался в кристаллизатор не только под гидравлическим давлением или под воздействием поршня, но и в результате вытягивания слитка.
 На рис. 493 показан данный кристаллизатор с неподвижной, а на рис. 494 — с наклоняемой плавильной печью.
На рис. 493 показан данный кристаллизатор с неподвижной, а на рис. 494 — с наклоняемой плавильной печью.В 1913 г. Персон нашел, что можно поддерживать проходной кристаллизатор постоянно наполненным расплавленным металлов и одновременно возвратно-поступательно перемещать его без опасения вытекания расплавленного металла. Это достигается благодаря тому, что кристаллизатор возвратно-поступательно перемещается на неохлаждаемом мундштуке, выступающем из печи. Такой принцип работы дает преимущество, заключающееся в том, что через постоянно имеющийся зазор между охлаждаемой трубой кристаллизатора и мундштуком можно вводить смазку, которая при возвратно-поступательном движении кристаллизатора автоматически распределяется на внутренней его поверхности.
Устройство для осуществления этого способа непрерывного литья показано на рис. 495. Оно состоит из резервуара 1 для расплавленное го металла с мундштуком 2, который частично окружен проходным кристаллизатором 3. В начале работы в кристаллизатор вводится затравка. Два секторных зажима 5 и 6 препятствуют перемещению затравки влево, но дают возможность перемещаться в противоположном направлении.
После затвердевания на затравке 4 металла, прошедшего через мундштук, кристаллизатор перемещается направо и затравка 4 через зажимы 6, закрепленные в подшипниках, также перемещается с кристаллизатором. Каждый раз, когда кристаллизатор отходит от мундштука, порция нового металла протекает в освободившееся при вытягивании слитка пространство. При возвращении кристаллизатора в исходное положение зажимы 5 и 6 удерживают штангу. Мундштук можно закреплять и в кристаллизаторе. Персон предусмотрел также возможность располагать кристаллизатор наклонно или даже вертикально. Для малочувствительных к трещинам металлов движение слитка вниз можно осуществлять непрерывно вытягивая его, причем движение кристаллизатора в направлении выхода слитка имеет целью только ускорение охлаждения и введения смазки.
На рис. 496 показано предложенное в 1953 г. Росси устройство, которое имеет неохлаждаемую часть из огнеупорного материала, расположенную на резервуаре с жидким металлом, и горизонтальный кристаллизатор, движущийся возвратно-поступательно. Позицией 1 обозначен копильник с жидким металлом; 2 — подводящая труба и 3 — металлический кристаллизатор, ход 4 которого обозначен пунктирной линией. Подводящая труба состоит из металлического кожуха 5 и внутренней облицовки 6 из огнеупорного материала, 7 и 8 — сегменты скольжения, 9 — уплотнение из асбеста. Через отверстие 10 вводится смазка, проникающая между металлическим кожухом и стенкой кристаллизатора. Продольные сверления на поверхности металлического кожуха 6, не показанные на рисунке, служат для отведения из расплавленного металла газов.
Так как при применении принятых ранее способов непрерывного литья меди оси кристаллов в слитке располагались самым различным образом и при этом получалась неблагоприятная кристаллическая структура металла, Эльдред в 1930 г. предложил способ непрерывного литья в вертикальные трубчатые кристаллизаторы, расположенные в дне плавильной печи. Оси первичных кристаллов должны в этом случае расти параллельно оси слитка. Способ предназначался для непрерывного литья меди, алюминия и других металлов. Таким способом Эльдред получал медные слитки с плотностью (удельным весом) 9 при 20°, в то время как обычная плотность меди составляет 8,93—8,95.
 Тепло отводится через образовавшиеся кристаллы слитка. Стенки кристаллизатора должны охлаждаться таким образом, чтобы их температура оставалась такой же, как температура металла в кристаллизаторе. Температура отливаемого металла должна быть только немного выше температуры точки его плавления.
Тепло отводится через образовавшиеся кристаллы слитка. Стенки кристаллизатора должны охлаждаться таким образом, чтобы их температура оставалась такой же, как температура металла в кристаллизаторе. Температура отливаемого металла должна быть только немного выше температуры точки его плавления.На рис. 497 показана установка для непрерывного литья медных прутков. Разливочные отверстия 1 в дне плавильной печи являются кристаллизаторами и футерованы графитом, карбидом кремния или другим огнеупорным материалом, хорошо сопротивляющимся размывающему действию расплавленной меди 2. Верхняя часть кристаллизаторов, расширяясь кверху, принимает форму фланцев для более легкой передачи тепла от расплавленной меди к стенкам кристаллизатора. Расширение !кристаллизатора кверху предусмотрено для более легкого протекания расплавленного металла в кристаллизатор и лучшей дегазации отливаемого металла. Между конической расширяющейся нижней частью кристаллизатора и подом плавильной печи имеется теплоизолирующий материал 3 для устранения слишком большого теплообмена между печью и частью кристаллизатора, расположенной под фланцем.
Позицией 4 показана камера охлаждения с матрицей 5, затвердевший медный слиток 6 охлаждается спрейерами 7.
 В 1933 г. Эльдред улучшил свою установку, предназначенную главным образом для непрерывного литья меди, латуни и бронзы. Он оборудовал ее устройством для автоматического контроля температуры в печи. На рис. 498 показан графитовый кристаллизатор 1 с двумя устройствами для охлаждения. Кристаллизатор снизу окружен металлическим кожухом 2, к которому приварен фланец 3 с охлаждаемой трубой 4. Дальнейшее охлаждение слитка осуществляется в передвигающемся резервуаре 5 с водой, имеющем снизу уплотнение 6, например резиновое кольцо. Кристаллизатор также может располагаться и горизонтально.
В 1933 г. Эльдред улучшил свою установку, предназначенную главным образом для непрерывного литья меди, латуни и бронзы. Он оборудовал ее устройством для автоматического контроля температуры в печи. На рис. 498 показан графитовый кристаллизатор 1 с двумя устройствами для охлаждения. Кристаллизатор снизу окружен металлическим кожухом 2, к которому приварен фланец 3 с охлаждаемой трубой 4. Дальнейшее охлаждение слитка осуществляется в передвигающемся резервуаре 5 с водой, имеющем снизу уплотнение 6, например резиновое кольцо. Кристаллизатор также может располагаться и горизонтально.На данной установке Эльдред смог легко отливать слиток из медного сплава с 18% Sn, который ранее нельзя было получить другими способами.
В 1935 г. исследователь снова улучшил свою установку. Эльдред исходил из того, что прежние способы непрерывного литья в кристаллизаторы оказались неэффективными. Кристаллы в отливаемой заготовке росли снаружи внутрь, обеспечивая такую прочность металла, которая является недостаточной для непрерывного вытягивания слитка. Ранее уже было предложено поддерживать температуру стенок кристаллизатора приблизительно равной температуре точки ликвидуса, чтобы охлаждение осуществлялось только через остывшую часть отливки. Ho при этом оказалось, что для отвода скрытой теплоты плавления требуется очень много времени.
Этот способ непрерывного литья применим для железа, никеля, меди, алюминия и других металлов.
На рис. 499 показано сечение кристаллизатора, предназначенного для осуществления данного способа непрерывного литья. Труба 1 вставляется в головку 2, которая выполнена в виде расширяющегося конуса для облегчения отвода избыточного тепла. Оставшаяся часть избыточного тепла отводится через тонкую стенку трубы 1. Головка 2 и труба 1 изготовляются из графита, чтобы не было различия при тепловом расширении обоих деталей. Кольцо 3 изготовляется из теплоизолирующего материала с целью такой регулировки теплоотвода через стенку трубы, при которой для получения зоны затвердевания отводится только избыточное тепло. В трубу 1 не должен проникать воздух. Кроме того, целесообразно располагать перед кристаллизатором газовую горелку 4, чтобы вокруг затвердевшего металла образовывалась неокисляющая атмосфера, а в кристаллизатор не попадал воздух.
Эльдред получал слитки высокой плотности отчасти потому, что металл был свободен от неметаллических включений, а тaкже благодаря удалению газов в процессе охлаждения металла до температуры ликвидуса. Металл имел очень равномерную структуру и его поверхность была свободна от вытянутых радиальнонаправленных кристаллов.
По способу Эльдреда в США и других странах работают фирмы Scovill Manufacturing Company, Waterbury и Bridgeport Brass Company. Кроме меди, особенно хорошие результаты получаются при отливке полуфабрикатов из латуни, оловянистых бронз и серебряноникелевых сплавов.
 В 1935 г. Поланд предложил установку для непрерывного литья, показанную на рис. 500. Графитовый кристаллизатор 1 незначительно расширяется книзу и должен иметь зеркальную полированную поверхность. Для уменьшения износа нижней части кристаллизатора устанавливается графитовое направляющее кольцо 2, которое также может изготовляться из металла или другого износостойкого материала. От выгорания кристаллизатор защищается тем, что его нижняя часть располагается в камере 3, наполненной восстановительным газом, например светильным газом, азотом или окисью углерода. Теплоотвод осуществляется главным образом теплопередачей от жидкого к затвердевшему металлу через стенки кристаллизатора. Для охлаждения используется устройство 4, 5 — теплоизолирующий блок.
В 1935 г. Поланд предложил установку для непрерывного литья, показанную на рис. 500. Графитовый кристаллизатор 1 незначительно расширяется книзу и должен иметь зеркальную полированную поверхность. Для уменьшения износа нижней части кристаллизатора устанавливается графитовое направляющее кольцо 2, которое также может изготовляться из металла или другого износостойкого материала. От выгорания кристаллизатор защищается тем, что его нижняя часть располагается в камере 3, наполненной восстановительным газом, например светильным газом, азотом или окисью углерода. Теплоотвод осуществляется главным образом теплопередачей от жидкого к затвердевшему металлу через стенки кристаллизатора. Для охлаждения используется устройство 4, 5 — теплоизолирующий блок.В 1935 г. Филлипс рекомендовал кристаллизатор 1, показанный на рис. 501, изготавливаемый из графита или карборунда, внутренняя поверхность 2 которого книзу расширялась и состояла из полированного плавленого кварца.
В 1935 г. Поланд и Линднер (фирма American Smelting and Refining Co) пояснили, что причина прежних неудач при непрерывном литье меди и медных сплавов в проходные кристаллизаторы заключалась в том, что при этом недостаточно внимания обращалось на свойства материала кристаллизатора. Этот материал должен быть не только жаростойким и иметь высокополированную поверхность, но и обладать достаточной теплопроводностью, быть нечувствительным к колебаниям температуры и не смачиваться металлом. Обычно металл кристаллизатора должен иметь величину зерна, не превышающую 40 р., и пористость 20%, при этом размер пор должен быть не более 40 р. Для изготовления кристаллизатора очень подходит графит с высокой плотностью, получаемый, например, химическим осаждением и агломерированием при высоком давлении совместно с коллоидальным графитом, являющимся связкой. Такой графит нельзя смешивать с обычным «плотным» графитом. Применяется также и карбид бора (B4C). У кристаллизаторов с внутренним диаметром менее 50 мм выгодно применять незначительную конусность для облегчения вытягивания слитка. При непрерывном литье полуфабрикатов большего диаметра (76 мм и более) обходятся без конусности. На рис. 502 схематически показано сечение установки для непрерывного литья, кристаллизатор которой в увеличенном масштабе представлен на рис. 503. В печи 1 располагается тигель 2, установленный на жаростойком блоке 3, с кристаллизатором 4, размещенным в дне тигля. Кристаллизатор окружен кожухом 5, наполненным водой. В нижнюю камеру 7 через трубопровод вводится светильный газ. He обязательно изготавливать весь кристаллизатор из графита с очень высокой плотностью.
 На рис. 504 показано, что только часть внутренней стенки 6, соприкасающаяся с жидким металлом, облицована, таким особым графитом. Остальная часть кристаллизатора 4 выполнена из обычного графита.
На рис. 504 показано, что только часть внутренней стенки 6, соприкасающаяся с жидким металлом, облицована, таким особым графитом. Остальная часть кристаллизатора 4 выполнена из обычного графита.Изобретатели приводят следующие примеры.
1. Расплавленная медь разливалась при температуре 1170° в графитовый кристаллизатор, длина которого была 190 мм при диаметре 38,0 мм, причем на длине 132 мм кристаллизатор имел облицовку из графита с очень высокой плотностью. Под верхним фланцем располагалась хромоникелевая нагревательная спираль и затем на 95 мм ниже — водяной кожух. Вначале слиток вытягивался со скоростью 35 мм/мин и позднее — 76 мм/мин. Полученный металл был вполне здоровым, имел безупречную поверхность и состоял из кристаллов, наклоненных к поверхности приблизительно под углом 45°.
2. Применялся кристаллизатор, аналогичный показанному на рис. 504. Внутренний диаметр его равнялся 25,4 мм, расширяясь книзу с конусностью 20 мм/м. Расплавленная медь разливалась при температуре 1160°. Слиток вначале вытягивался со скоростью 50 мм/мин при постепенном повышении скорости до 110 мм/мин в конце разливки. На выходе из кристаллизатора температура слитка равнялась 960°. Было выявлено, что кристаллы при скоростях выше 76 мм/мин были расположены радиально.
 3. Применялся кристаллизатор, представленный на рис. 504. Водяной кожух имел длину 100 мм. Разливалась расплавленная медь, содержащая 0,125% Р, при температуре 1210°. Скорость вытягивания слитка увеличивалась от 76 до 152 мм/мин. Кристаллы по сечению слитка располагались радиально.
3. Применялся кристаллизатор, представленный на рис. 504. Водяной кожух имел длину 100 мм. Разливалась расплавленная медь, содержащая 0,125% Р, при температуре 1210°. Скорость вытягивания слитка увеличивалась от 76 до 152 мм/мин. Кристаллы по сечению слитка располагались радиально.В 1935 г. Линднер предложил установку, кристаллизаторы в которой аналогичны описанным выше. На рис. 505 показано поперечное сечение установки. Металл из опрокидывающейся плавильной печи 1 может разливаться непосредственно в печи 2 и 3, содержащие ряд тиглеобразных копильников 4, каждый из которых имеет только один кристаллизатор 5. Ролики 6 предназначены для вытягивания затвердевшего слитка. На рис. 506 в увеличенном масштабе показан применяемый кристаллизатор. Труба 7 из уплотненного графита имеет фланец 8 и образует собственно кристаллизатор, 9 — дно плавильной печи, 10 — водяной кожух. Для защиты от прогорания труба 7 кристаллизатора окружена кожухом 11, в который через трубу 12 вводится светильный газ; 13 — направляющее кольцо. Вместо графита трубу 7 можно изготавливать из карбида бора.
 В 1937 г. фирма Chase Brass Copper Co предложила для непрерывного литья меди, латуни и т. п. установку, показанную на рис. 507.
В 1937 г. фирма Chase Brass Copper Co предложила для непрерывного литья меди, латуни и т. п. установку, показанную на рис. 507.В дне копильника 1, изготовленного из графито-глинистой смеси, устанавливается на коническую плоскость 3 насадка 2 из огнеупорного материала, к нижней части которой присоединяется камера охлаждения 4 из меди или другого материала, хорошо проводящего тепло. Кольцо 5 закрывает камеру охлаждения. Охлаждающая вода подводится и отводится через припаянную к корпусу кристаллизатора головку 6. Кристаллизатор из очень мелкозернистого графита представляет собой цилиндр 7. Внешняя поверхность кристаллизатора вверху цилиндрическая, внизу коническая Благодаря такой форме кристаллизатора тянущее усилие, прикладываемое к затвердевшему слитку 8, обеспечивает хорошую регулировку кристаллизатора в горизонтальном направлении и, следовательно, хороший теплоотвод.
На рис. 508 показана конструкция устройства для непрерывного литья этой же фирмы. К кристаллизатору примыкает камера охлаждения 4; дополнительная камера охлаждения 9, отводящая тепло от затвердевшего слитка, располагается ниже камеры 4. Она изготовляется из меди или другого хорошо проводящего тепло материала. Находящиеся внутри камеры ребра располагаются по винтовой линии, охлаждающая вода подается снизу. Камера охлаждения 9 снабжена вставкой 10 из мелкозернистого графита, снаружи, как и кристаллизатор, имеющей коническую поверхность. Вставка 10 может составляться в продольном направлении из отдельных частей.
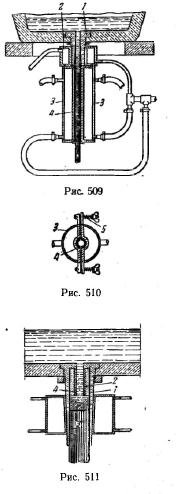 Для изготовления здоровых слитков при сравнительно высокой скорости литья Поланд (фирма American Smelting and Refining Company) в 1938 г. сконструировал установку, показанную на рис. 509 и 510. Под графитовым кристаллизатором 1 с охлаждаемым кожухом 2 располагается состоящая из нескольких отдельных частей камера охлаждения 3, кожух которой изготовляется из меди или алюминия, с внутренней графитовой облицовкой 4. Камера охлаждается водой, ее рабочие поверхности поджимаются к слитку пружиной 5.
Для изготовления здоровых слитков при сравнительно высокой скорости литья Поланд (фирма American Smelting and Refining Company) в 1938 г. сконструировал установку, показанную на рис. 509 и 510. Под графитовым кристаллизатором 1 с охлаждаемым кожухом 2 располагается состоящая из нескольких отдельных частей камера охлаждения 3, кожух которой изготовляется из меди или алюминия, с внутренней графитовой облицовкой 4. Камера охлаждается водой, ее рабочие поверхности поджимаются к слитку пружиной 5.При непрерывной отливке заготовок малого диаметра, например менее 75 мм, из меди, латуни и т. п. очень трудно устранить образование затвердевшей корочки выше зоны интенсивного охлаждения, что вызывает возникновение поверхностных трещин. Этот недостаток должен устраняться при применении кристаллизатора фирмы American Smelting and Refining Company (1942 г.), в котором уменьшается потеря скрытой теплоты плавления выше зоны интенсивного охлаждения. Кристаллизатор 1, показанный на рис. 511, имеет трубчатую часть 2, через которую расплавленный металл попадает в верхнюю часть кристаллизатора 3, где происходит интенсивное охлаждение. Для предупреждения преждевременного затвердевания отливаемого металла пространство 4 вокруг трубы 2 заполняется теплоизолирующим веществом, например цементом с содержанием 90% Al2O3, 5% SiO2 и 5% CaO. При применении такого кристаллизатора можно работать со значительно более высокими скоростями литья, чем это обычно производится в настоящее время на практике.
При непрерывном литье толстых пластин (плит), ширина которых значительно больше толщины, например плит с поперечным сечением 220 X 9 мм, по предложению Росси (1949 г.), все тепло от разливаемого металла отводится через отдельную охлаждаемую стенку кристаллизатора, против которой располагается другая неохлаждаемая стенка, температура которой поддерживается на таком уровне, чтобы уменьшить отвод тепла и ограничить рост кристаллов от охлаждаемой стенки. Взаимное перемещение между плитой и неохлаждаемой стенкой служит для незначительного деформирования кристаллов, выросших после окончательного затвердевания.
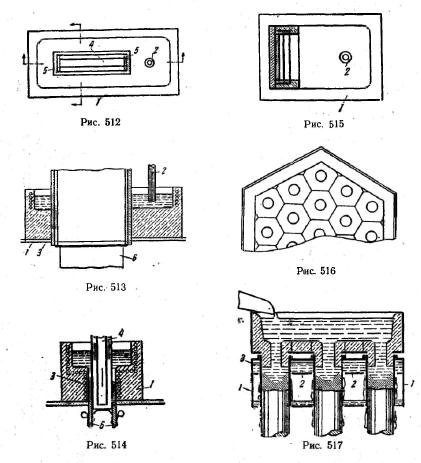 На рис. 512, 513 и 514 показана конструкция кристаллизатора для одновременной отливки двух пластин. В графитовом блоке 1 находится жидкий металл, непрерывно подаваемый через трубу 2 из печи. В дне графитового блока имеется канал 3, в который вставляется водоохлаждаемый резервуар 4; позицией 5 показаны графитовые направляющие скольжения. Из рис. 514 понятно, как постепенно образуются отливаемые листы 6.
На рис. 512, 513 и 514 показана конструкция кристаллизатора для одновременной отливки двух пластин. В графитовом блоке 1 находится жидкий металл, непрерывно подаваемый через трубу 2 из печи. В дне графитового блока имеется канал 3, в который вставляется водоохлаждаемый резервуар 4; позицией 5 показаны графитовые направляющие скольжения. Из рис. 514 понятно, как постепенно образуются отливаемые листы 6.На рис. 515 показано устройство для отливки одной пластины.
По предложению, которое сделал в 1944 г. Цункель, для одновременного литья большого числа слитков, например тридцати, в вертикальные кристаллизаторы 1 металл подводится в ванну 2, имеющую ряд отверстий, к которым снизу примыкают кристаллизаторы, число которых соответствует числу получающихся слитков. На рис. 516 и 517 показана конструкция распределительных отверстий, футерованных керамическим материалом и имеющих меньший диаметр, чем кристаллизаторы 1. Промежутки 2 между кристаллизаторами служат камерами охлаждения, из которых охлаждающая вода 3 вытекает, омывая стенки кристаллизатора.
На рис. 518 и 519 показана конструкция установки для одновременного изготовления шести круглых слитков, которую в 1939 г. предложил Фусс. Установка показана в положении начала разливки. Формующая слиток деталь 3 вставляется в подину кристаллизатора 2. Расплавленный материал подводится через трубу 4 в продолговатый состоящий из двух частей кристаллизатор 1. Как только жидкий металл достигнет уровня в 10 мм, затравка начинает опускаться, а деталь 3 с помощью штанг, пропущенных через подину кристаллизатора, удерживается на уровне жидкого металла, образуя ряд затвердевших слитков, как показано на рис. 520. На рис. 521 показана окончательная форма слитков. Длина слитков зависит только от длины штанг 5.
 На рис. 522 и 523 показан упрощенный кристаллизатор, в котором формующая деталь закреплена в самом кристаллизаторе, а на рис. 524 и 525 изображен принцип действия такого кристаллизатора.
На рис. 522 и 523 показан упрощенный кристаллизатор, в котором формующая деталь закреплена в самом кристаллизаторе, а на рис. 524 и 525 изображен принцип действия такого кристаллизатора.Фирма Imperial Chemical Industries Limited установила, что при одновременной разливке металла в ряд кристаллизаторов, расположенных под одним и тем же зеркалом жидкого металла в общем резервуаре, в слитке возникают пороки из-за возникновения поверхностных трещин на участке соединения резервуара с кристаллизатором. Для устранения этого недостатка в 1956 г. фирма предложила сузить канал, соединяющий резервуар с кристаллизатором, выполнив его по величине равным от 30 до 95% от внутреннего диаметра кристаллизатора (преимущественно в пределах между 40 и 80%). Сужение можно осуществить, расположив между выходным отверстием резервуара и входным отверстием кристаллизатора промежуточную пластину. При непрерывном литье алюминия можно применять пластаны из твердого асбеста или из стали, покрытой силикатом натрия. Вместо пластин можно применять и трубы.
 На рис. 526 показана конструкция вертикальной установки для непрерывного литья. Чугунный резервуар 1 имеет огнеупорную кладку 2; 3 — медный кристализатор; 4 — стальная пластина, покрытая силикатом натрия; отверстие 5 имеет диаметр, по величине равный 60% внутреннего диаметра кристаллизатора. Кристаллизатор окружен водяным кожухом 6, имеющим в стенке, обращенной к кристаллизатору, ряд отверстий, из которых струями воды 7 охлаждается как кристаллизатор, так и отливаемый слиток.
На рис. 526 показана конструкция вертикальной установки для непрерывного литья. Чугунный резервуар 1 имеет огнеупорную кладку 2; 3 — медный кристализатор; 4 — стальная пластина, покрытая силикатом натрия; отверстие 5 имеет диаметр, по величине равный 60% внутреннего диаметра кристаллизатора. Кристаллизатор окружен водяным кожухом 6, имеющим в стенке, обращенной к кристаллизатору, ряд отверстий, из которых струями воды 7 охлаждается как кристаллизатор, так и отливаемый слиток.Данную конструкцию можно применить и к горизонтальной установке для непрерывного литья.
Здесь следует отметить также способ непрерывного литья, предложенный фирмой Leichtmetall-Werke Rackwitz.
В 1950 г. Баглер предложил установку с большим числом кристаллизаторов, расположенных в дне литейной камеры, связанной с копильником или плавильной печью. Литейная камера 5 (рис. 527) имеет раму 1 для кристаллизаторов, на которую насаживаются мундштуки 2 электрического сопротивления нагревательного элемента 3 и опускающегося стола 4. На рис. 528 показано поперечное сечение литейной камеры 5, а также нагревательной печи 6, непосредственно связанной с камерой 5 и трубопроводом 7. При применении давления на зеркало жидкого металла в печи 6 зеркало металла ванны в камере 5 поднимается над краями отдельных мундштуков 2 и металл поступает во все кристаллизаторы.
 В 1952 г. Бреннан для устранения «прилипания» (приваривания) слитка к кристаллизатору при непрерывном литье тонких полос и профилей предложил индукционный обогрев той части слитка, которая соприкасается со стенками кристаллизатора и движется относительно него. Поверхность слитка при передвижении его через кристаллизатор должна оставаться пластичной. Конструкция установки показана на рис. 529. В графитовом тигле 1 поддерживается постоянный уровень жидкого металла 2 путем подачи его из ковша 3. Постоянная температура металла поддерживается с помощью высокочастотного индукционного нагревателя. Тигель накрывается колоколом 4 из кварца, керамического материала или из металла. Если для изготовления колокола применяется вещество, проводящее электрический ток, то колокол должен иметь такие размеры, чтобы стенки его находились вне магнитного поля нагревательной спирали 5. Через трубу 6 можно вводить в пространство над тиглем нейтральный газ, например гелий.
В 1952 г. Бреннан для устранения «прилипания» (приваривания) слитка к кристаллизатору при непрерывном литье тонких полос и профилей предложил индукционный обогрев той части слитка, которая соприкасается со стенками кристаллизатора и движется относительно него. Поверхность слитка при передвижении его через кристаллизатор должна оставаться пластичной. Конструкция установки показана на рис. 529. В графитовом тигле 1 поддерживается постоянный уровень жидкого металла 2 путем подачи его из ковша 3. Постоянная температура металла поддерживается с помощью высокочастотного индукционного нагревателя. Тигель накрывается колоколом 4 из кварца, керамического материала или из металла. Если для изготовления колокола применяется вещество, проводящее электрический ток, то колокол должен иметь такие размеры, чтобы стенки его находились вне магнитного поля нагревательной спирали 5. Через трубу 6 можно вводить в пространство над тиглем нейтральный газ, например гелий.Смотровое отверстие 7 необходимо в том случае, когда для изготовления колокола применяется непрозрачный материал. Кристаллизатор 8 окружен высокочастотной обмоткой, облегчающей при оплавлении поверхности хорошее поверхностное скольжение корочки; 11 — форсуночное охлаждение роликов.
При литье, например меди, слиток выходит из кристаллизатора сильно разогретым.
При атмосферном давлении скорость выпрессовывания слитка очень мала; при высоком давлении можно получить скорость литья порядка 30—300 м/мин.
На установке, показанный на рис. 529, отливалась оловянистосвинцовая бронза следующего химического состава, %: 3,5—4,5 Sn, 3,5—4,5 Pb, 1,5—4,0 Zn, 0,1Fe, 0,2 прочих элементов, остальное — медь.
 При наполнении тигля температура металла была 1290°, которая поддерживалась с помощью индукционного нагревателя 5 до 1200°, уровень металла в тигле составлял 305 мм. Под колоколом давление газа было 0,7 кг/см2. Кристаллизатор из расплавленной окиси циркония выпускался ниже разливочного стола на 250 мм, а нижний конец кристаллизатора длиною 100 мм окружен водоохлаждаемым высокочастотным индуктором 9. Поперечное сечение кристаллизатора 25x3,2 мм. При протекании через кристаллизатор металл имел температуру от 980 до 1040°. Для устранения «налипания» металла на стенки кристаллиза тора индуктор 9 питался током 540 кгц, поверхность корочки подплавлялась на толщину 0,25 мм. Однако благодаря водяному охлаждению температура кристаллизатора оставалась ниже точки плавления металла. При сравнительно низком давлении газа скорость литья слитка равнялась 150 мм/мин.
При наполнении тигля температура металла была 1290°, которая поддерживалась с помощью индукционного нагревателя 5 до 1200°, уровень металла в тигле составлял 305 мм. Под колоколом давление газа было 0,7 кг/см2. Кристаллизатор из расплавленной окиси циркония выпускался ниже разливочного стола на 250 мм, а нижний конец кристаллизатора длиною 100 мм окружен водоохлаждаемым высокочастотным индуктором 9. Поперечное сечение кристаллизатора 25x3,2 мм. При протекании через кристаллизатор металл имел температуру от 980 до 1040°. Для устранения «налипания» металла на стенки кристаллиза тора индуктор 9 питался током 540 кгц, поверхность корочки подплавлялась на толщину 0,25 мм. Однако благодаря водяному охлаждению температура кристаллизатора оставалась ниже точки плавления металла. При сравнительно низком давлении газа скорость литья слитка равнялась 150 мм/мин.Изобретатель считал также возможным, чтобы слиток, покидая кристаллизатор, оставался в сердцевине жидким и затвердевал только между охлаждающими валками 10.
Другое предложение, которое сделал Бреннан, заключается в том, что устраняется опасность разрушения слитка при вытягивании его из кристаллизатора благодаря индукционному обогреву и в то же время охлаждению участка кристаллизации.
На рис. 530 показано применение данного способа для литья с помощью горизонтального кристаллизатора. Позицией 1 отмечен нагревательный индуктор высокой частоты, 2 — охлаждающие трубы, 3 — спрейеры.
Бреннан также разработал установку для непрерывного литья, показанную на рис. 531. Индукционно обогреваемый тигель 3 заполняется металлом поочередно из тиглей 1 и 2. Из тигля 3 металл поступает в кристаллизатор 4. Каждый из трех кристаллизаторов располагается в камере, в которой устанавливается в зависимости от потребности вакуум (для дегазации металла) или давление. Кристаллизатор может и охлаждаться, и нагреваться, температура регулируется автоматически. На такой установке можно отливать полосы, штанги или трубы, а также стальную проволоку, плакированную медью (рис. 532). Выходящий слиток может деформироваться (уплотняться) с помощью валков. Если слиток необходимо вытягивать из кристаллизатора, то следует применять валки 5 (рис. 533), которые поджимаются с помощью пружин к слитку и перемещаются вниз, вместе с ним; время от времени валки с помощью цепи 6 поднимаются вверх.
На рис. 534 и 535 представлена установка фирмы J. S. Pries Sohn (1942 г.) для непрерывного литья заготовок для прокатных станов.
 Тепло от разливаемого металла отводится только пластиной 1, изготавливаемой из меди. Охлаждаемый кожух 2 имеет два отверстия, входное 3 и выходное 4; 5 — верхняя часть кристаллизатора с нагревательной спиралью 6, более плотно уложенной вблизи участка заливки; 7 — изолирующий слой. Неохлаждаемая часть 5 кристаллизатора имеет по длине три зоны: первая — сильно подогреваемая; вторая — умеренно подогреваемая и третья — изолированная зона. Механизм вытягивания состоит из тянущих валков 8; применяется также и толкательное, канатное или цепное устройство.
Тепло от разливаемого металла отводится только пластиной 1, изготавливаемой из меди. Охлаждаемый кожух 2 имеет два отверстия, входное 3 и выходное 4; 5 — верхняя часть кристаллизатора с нагревательной спиралью 6, более плотно уложенной вблизи участка заливки; 7 — изолирующий слой. Неохлаждаемая часть 5 кристаллизатора имеет по длине три зоны: первая — сильно подогреваемая; вторая — умеренно подогреваемая и третья — изолированная зона. Механизм вытягивания состоит из тянущих валков 8; применяется также и толкательное, канатное или цепное устройство.Установка может располагаться наклонно или горизонтально. Наклонное или горизонтальное расположение дает определенные преимущества, так как слитки в результате усадки отделяются от верхней половины кристаллизатора и прилегают к нижней теплоотводящей его половине до полного затвердевания.
Между охлаждающей плитой и слитком можно располагать бесконечную стальную ленту, которая транспортировала бы слиток, однако при этом ухудшаются условия теплоотвода.
Центры кристаллизации образуются только на охлаждающей пластине 1, затем кристаллы растут в перпендикулярном направлении по отношению к плите. При усадке металла поры не образуются.
 Неметаллические включения концентрируются на стороне противоположной охлаждающей плите, и позднее могут легко удаляться механически. Изготовленные таким образом слитки имели мелкозернистую равномерную структуру.
Неметаллические включения концентрируются на стороне противоположной охлаждающей плите, и позднее могут легко удаляться механически. Изготовленные таким образом слитки имели мелкозернистую равномерную структуру.В 1949 г. Баггелер предложил при непрерывном литье слитков большого прямоугольного поперечного сечения и с малой толщиной устанавливать на кристаллизатор обогреваемую разливочную воронку для устранения трещин от внутренних напряжений. При дальнейшем усовершенствовании своего предложения (1950 г.) он встроил охлаждаемый кристаллизатор с насадкой в стенку плавильной печи или разливочного устройства таким образом, что насадка размещалась в ванне жидкого металла и обогревалась им. На рис. 536 показано расположение установки; туннель 1 выравнивает температуру выходящей полосы до температуры прокатки.
При горизонтальном расположении установки для непрерывного литья слиток имеет меньшее ограничение по длине, чем при вертикальном расположении. Ho для такого принципа работы необходимо было создать устройство, подпрессовывающее остаток отливаемого металла в конце разливки, для получения плотного слитка. Такое устройство в виде поршня, перемещающегося в направлении оси слитка, в 1940 г. предложил Хоффманн. Устройство показано на рис. 537. При снижении уровня жидкого металла в воронке 1 до уровня высоты слитка поршень 2 приводом 3 через муфту 4 и ролик 5 приводится в движение в направлении, указанном стрелкой.
 На рис. 538 показана горизонтальная установка для непрерывного литья алюминия, меди или латуни, которую в 1954 г. предложил Корлей. В дне подводящей воронки 1 имеется труба 2, свободный конец которой является кристаллизатором 3; 4 — обогревательные элементы. Труба 2 размещается в водяном резервуаре; 6 — уплотнение, позволяющее вводить или извлекать трубу из резервуара. Движение трубе сообщается через зубчатую рейку 7 от зубчатого колеса 8. В резервуаре 5 имеется разделяющая стенка 9, которая может перемещаться винтовым шпинделем 10 с трубой 11, в которой с зазором размещается труба 2 с кристаллизатором 3. Насос 12 создает постоянную циркуляцию воды в резервуаре 5, направление течения воды показано стрелками. Высокая скорость протекания воды в трубе 11 обеспечивает не только быстрый теплоотвод, но и вызывает понижение давления вблизи входа металла в кристаллизатор и устраняет проникновение воды в него; 13 — дополнительная камера охлаждения.
На рис. 538 показана горизонтальная установка для непрерывного литья алюминия, меди или латуни, которую в 1954 г. предложил Корлей. В дне подводящей воронки 1 имеется труба 2, свободный конец которой является кристаллизатором 3; 4 — обогревательные элементы. Труба 2 размещается в водяном резервуаре; 6 — уплотнение, позволяющее вводить или извлекать трубу из резервуара. Движение трубе сообщается через зубчатую рейку 7 от зубчатого колеса 8. В резервуаре 5 имеется разделяющая стенка 9, которая может перемещаться винтовым шпинделем 10 с трубой 11, в которой с зазором размещается труба 2 с кристаллизатором 3. Насос 12 создает постоянную циркуляцию воды в резервуаре 5, направление течения воды показано стрелками. Высокая скорость протекания воды в трубе 11 обеспечивает не только быстрый теплоотвод, но и вызывает понижение давления вблизи входа металла в кристаллизатор и устраняет проникновение воды в него; 13 — дополнительная камера охлаждения.Согласно предложению фирмы High Duty Alloys Limited, при непрерывном литье плит, штанг, труб и т. п., в особенности из легких металлов или их сплавов, в короткий связанный с плавильной печью кристаллизатор затвердевшая корочка металла выдавливается по периметру непрерывно или периодически, при этом обеспечивается непрерывный доступ расплавленного металла к затвердевающей головной части слитка.
 Выдавливание осуществляется с помощью металлического кольца, закрепляемого на подвижном плунжере, как показано на рис. 539 (1 — кристаллизатор, 2 — металлическое кольцо, 3 — плунжер, 4 — разливочный желоб и 5 — обогревающее пространство).
Выдавливание осуществляется с помощью металлического кольца, закрепляемого на подвижном плунжере, как показано на рис. 539 (1 — кристаллизатор, 2 — металлическое кольцо, 3 — плунжер, 4 — разливочный желоб и 5 — обогревающее пространство).На установке, изображенной на рис. 540, непрерывное выдавливание слитка осуществляется за счет качающегося движения металлического кольца 6. Металл через воронку 7 заливается в разливочное устройство 8, для непосредственного охлаждения выходящего улитка служат трубчатые кольцевые спрейеры 9. Способ должен дать следующие преимущества: повышенные скорости литья, мелкое зерно и поэтому более хорошие механические и другие свойства. Скорость литья определяется скоростью затвердевания металла, которая, со своей стороны, зависит от интенсивности охлаждения, так что скорость разливки регулируется автоматически в зависимости от интенсивности охлаждения; выдавливающее кольцо уплотняет отливку.
B 1952 г. Бреннан спроектировал установку для непрерывного литья, в которой слиток удаляется из кристаллизатора с помощью особого поршня.
На рис. 541 показана конструкция установки. Направляющий цилиндр 1 поршня 2 располагается в тигле 3, обогреваемом высокочастотным индуктором 4, и имеет отверстия 5 для протекания расплавленного металла. На поршне снизу закрепляется плунжер 6 из керамического материала. Нижняя часть цилиндра является водоохлаждаемым кристаллизатором. После затвердевания части слитка 7 его выталкивают ходом плунжера 6. Верхняя часть направляющего цилиндра 1 и поршня 2 охлаждаются водой; 8 — отверстие для поступления воздуха.
 Устройство, представленное на рис. 542 и 543, предназначено для литья труб; поршень 2 полый и движется между цилиндром 1 и оправкой 9. Поршень имеет в своем кожухе осевые пазы 10 для опор 11, благодаря которым оправка 9 держится на цилиндре 1. С помощью электрического или гидравлического привода поршню сообщается очень быстрое возвратно-поступательное движение, причем ход его может составлять 17 мм или более. Если изготавливается, например, труба с внешним диаметром, равным 50 мм, и толщиной стенки 3,2 мм, то оправка 9 вводится в кристаллизатор только на 25% его длины. Для извлечения слитка целесообразно придавать оправке колебательное движение вокруг своей оси или в радиальном направлении.
Устройство, представленное на рис. 542 и 543, предназначено для литья труб; поршень 2 полый и движется между цилиндром 1 и оправкой 9. Поршень имеет в своем кожухе осевые пазы 10 для опор 11, благодаря которым оправка 9 держится на цилиндре 1. С помощью электрического или гидравлического привода поршню сообщается очень быстрое возвратно-поступательное движение, причем ход его может составлять 17 мм или более. Если изготавливается, например, труба с внешним диаметром, равным 50 мм, и толщиной стенки 3,2 мм, то оправка 9 вводится в кристаллизатор только на 25% его длины. Для извлечения слитка целесообразно придавать оправке колебательное движение вокруг своей оси или в радиальном направлении.При соответствующей конструкции оправки с помощью установки, аналогичной данной, можно получать плоские ленты и проволоку.
На рис. 544 и 545 показана установка для одновременного изготовления четырех полос 12. Вначале изготавливается труба, которая затем разрезается на части. Поршень 2 из керамического материала является и оправкой. Поршень проходит через цилиндр 1 и участок дисковых ножей 13. Слиток не выталкивается поршнем, как принято в установке, показанной на рис. 542 и 543, а вытягивается снизу. Чтобы поршень при ходе вверх легко скользил в затвердевшей трубе, через трубу 14 вводится смазка.
На рис. 546 показано предохранительное устройство фирмы Chose Brass Copper Company (1937 г.) для вертикального связанного с литейной печью кристаллизатора.
Кристаллизатор 1 имеет лапы 2, в которые снизу ввинчиваются штанги 3. Эти штанги связаны с рычагом 4, воздействующим на рычаг контакт 6 в нормальном положении замыкает ток в цепи двигателя 7, вращающего пары роликов 8 и 9, которые вытягивают затвердевший слиток. В случае нарушений (например, разрушения места крепления детали 10), вызывающих опускание формующей камеры 11 и кристаллизатора 1, возникает опасность прорыва жидкого металла. В этом случае давление, передаваемое на рычаг 4, размыкает контакт 6, как показано на рис. 547, чем вызывается остановка двигателя вытягивающих роликов 8 и 9.
- Установка кристаллизаторов
- Перемещение кристаллизаторов скольжения
- Продольно разделенные кристаллизаторы
- Различные типы кристаллизаторов
- Прочие способы непрерывного литья
- Способы непрерывного литья без кристаллизаторов
- Литье на жидкую подкладку
- Особые способы непрерывного центробежного литья
- Удаление слитка центробежной силой
- Литье в песчаные формы
