Литье на жидкую подкладку
В 1895 г. Хирам и Гудсон предложили непрерывное литье труб из железа, стали и других металлов, стекла и иных плавящихся веществ в центробежную форму, которая покрыта слоем жидкого вещества, например расплавленным свинцом. Они предложили также получать трубы, состоящие из двух или более материалов различного удельного веса, например стальные трубы с внутренней облицовкой стеклом.
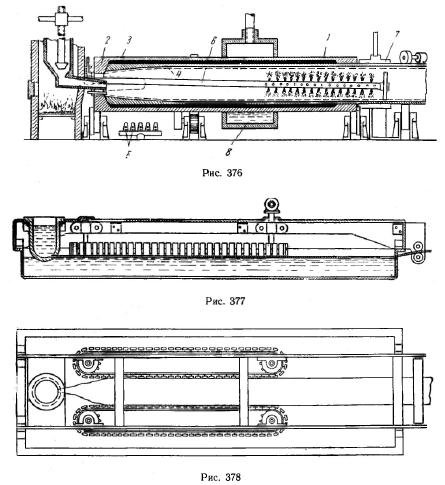
Установка, предназначенная для осуществления этого способа, представлена на рис. 376. Вращающийся стальной цилиндр 1 имеет утолщенную часть 2, предохраняющую вытекание разливаемого металла 1 и облицовки 3 из расплавленного свинца. Газовые горелки 5 нагревают стальной цилиндр вблизи заливочного участка. Кольцевая камера 8 с водой предназначена для затвердевания получающейся трубы. По трубе 6, имеющей ряд отверстий, подается пар или воздух под давлением для дальнейшего охлаждения трубы и углеводород для защиты металла от окисления. Кольцевое пространство 7, наполненное светильным газом, препятствует проникновению воздуха в литейную форму.
 В 1940 г. фирма Remington Arms Company построила установку, в которой расплавленная формующая поверхность предназначалась для изготовления металлических полос. Подлежащий разливке металл разливался над или под расплавленной ванной другого металла, с которым не смешивался и который имел более низкую температуру плавления, но более высокую температуру кипения, чем температура затвердевания подлежащего разливке материала. Кроме того, удельный вес материала расплавленной ванны должен отличаться от удельного веса разливаемого металла.
В 1940 г. фирма Remington Arms Company построила установку, в которой расплавленная формующая поверхность предназначалась для изготовления металлических полос. Подлежащий разливке металл разливался над или под расплавленной ванной другого металла, с которым не смешивался и который имел более низкую температуру плавления, но более высокую температуру кипения, чем температура затвердевания подлежащего разливке материала. Кроме того, удельный вес материала расплавленной ванны должен отличаться от удельного веса разливаемого металла.В этом случае применяют, например, свинец и алюминий. Разливаемый алюминий находится на поверхности расплавленного свинца, затвердевает и может непрерывно вытягиваться из ванны. Вместо алюминия можно разливать сталь или железо. Для хрома и никеля можно использовать расплавленное серебро, для алюминия — расплавленный висмут или кадмий.
Эта установка представлена на рис. 377 и 378. Две бесконечные пластинчатые цепи образуют боковые стенки для еще жидкой металлической полосы. В устройстве, показанном на рис. 379 и 380, эту функцию формующего устройства выполняют два ролика. Формующее пространство сверху может заполняться защитным газом. С помощью расположенных над ванной с расплавленным металлом охлаждаемых валков можно получать полосы с гладкой поверхностью, отлитые на данной установке.
 Устройство, показанное на рис. 381, позволяет получать биметаллические полосы. На рис. 382 представлена другая конструкция подобного разливочного устройства. Если разливаемый металл тяжелее, чем металл, расплавленный в ванне, то можно применять устройство, показанное на рис. 383.
Устройство, показанное на рис. 381, позволяет получать биметаллические полосы. На рис. 382 представлена другая конструкция подобного разливочного устройства. Если разливаемый металл тяжелее, чем металл, расплавленный в ванне, то можно применять устройство, показанное на рис. 383.Было выявлено, что в процессе работы установки нужно регулировать теплоотвод, чтобы обе поверхности образующейся полосы затвердевали одновременно, в противном случае получается коробленная полоса. При разливке алюминия (точка плавления 658°) в свинцовую ванну температура его должна быть 690°, а температура свинца около 400°.
 Для регулировки температуры свинцовой ванны в 1941 г. спроектировано специальное оборудование, принцип действия которого поясняется рис. 384. Две бесконечные пластинчатые цепи 1 ограничивают боковые стороны формирующейся полосы. Алюминий заливается в промежуточный ковш 2 и через скос на перемычке 3 перетекает на поверхность свинцовой ванны. Постоянная температура металла в ванне поддерживается с помощью насоса 4 и холодильника 5. Водяной резервуар 6, насос 7 и холодильник 8 предназначаются для отвода тепла от алюминиевой полосы. Кроме того, алюминий охлаждается обдувкой воздухом из сопла 9.
Для регулировки температуры свинцовой ванны в 1941 г. спроектировано специальное оборудование, принцип действия которого поясняется рис. 384. Две бесконечные пластинчатые цепи 1 ограничивают боковые стороны формирующейся полосы. Алюминий заливается в промежуточный ковш 2 и через скос на перемычке 3 перетекает на поверхность свинцовой ванны. Постоянная температура металла в ванне поддерживается с помощью насоса 4 и холодильника 5. Водяной резервуар 6, насос 7 и холодильник 8 предназначаются для отвода тепла от алюминиевой полосы. Кроме того, алюминий охлаждается обдувкой воздухом из сопла 9.Стальная пластина 10 уменьшает циркуляцию металла в ограниченном районе перемычки 3, чтобы в этом месте была более повышенная температура металла, чем в прочей части ванны. Очень важно соотношение температур вблизи участка, где алюминий переливается на поверхность свинцовой ванны. Поэтому здесь и размещают приборы для контроля температуры.
 На рис. 385 показано устройство для контроля температуры над стальной пластиной 10 с помощью двух термоэлементов 11 и 12, которые управляют насосами 4 и 7 и соплом 9.
На рис. 385 показано устройство для контроля температуры над стальной пластиной 10 с помощью двух термоэлементов 11 и 12, которые управляют насосами 4 и 7 и соплом 9.В 1944 г. фирма Vereinigte Aluminium-Werke AG указала на то, что большой недостаток применения валков в непрерывном литье заключается в том, что даже при незначительной деформации сплавов в интервале затвердевания в заготовке возникает ликвация. Чтобы устранить этот недостаток при изготовлении листов, полос и т. п. из легких металлов, было предложено подводить в прокатный стан жидкий металл совместно со струей свинца или другого металла с более низкой температурой плавления и более высоким удельным весом. Лeгкий металл разливается на таком расстоянии от стана, которое обеспечивает его затвердевание до входа в прокатный стан.
Свинец может разливаться на расположенную перед прокатным станом слегка наклоненную пластину, имеющую боковые ребра. Легкий металл образует на жидком свинце плоский слой толщиной порядка 10 мм. Свинец перед входом легкого металла в прокатный стан отделяется и после расплавления вновь разливается на подвергаемую прокатке пластину основного металла.
Целесообразно разливать низкоплавкий металл при температуре, лежащей вблизи температуры его плавления. Рекомендуется разливать металл в инертной атмосфере, чтобы устранить окисление низкоплавкого металла и располагать отводящее металл устройство перед участком непрерывного литья легкого металла на поверхность свинца. Для подвода жидкого металла целесообразно использовать литниковые каналы, расширяющиеся приблизительно на ширину пластины, подводящей металл к прокатному стану. Далее целесообразно подводить легкий металл по листу, находящемуся на уровне поверхности расплавленного свинца, чтобы обеспечить возможность совместного деформирования этих металлов.
В 1955 г. Фромзон предложил получать плоские изделия из металла, стекла и т. п. между двумя жидкими слоями, находящимися один под другим и представляющими собой вещества, вязкотекучие при температуре литья и не смешивающиеся с разливаемым материалом. Один слой материала должен иметь более низкий, а другой — более высокий удельный вес, по сравнению с удельным весом разливаемого материала. Оба слоя должны нагреваться на участке подвода разливаемого материала, чтобы он мог растекаться в жидком состоянии на горизонтальном (формующем) слое. Затем при охлаждении разливаемый материал затвердевает и отделяется от еще жидких формующих слоев.
 В качестве формующих слоев применяются неорганические соли, окислы и металлы в расплавленном состоянии. Для непрерывного литья стали, железа, меди и медных сплавов можно применять в качестве тяжелого формующего слоя свинец, а в качестве легкого — хлорид бария. Используются квадратные или прямоугольные литейные формы, и расплавленное разливаемое вещество вводится постоянным потоком на стороне, расположенной преимущественно между граничной поверхностью двух формующих слоев, а с противоположной стороны непрерывно вытягивается затвердевшая полоса. В установке непрерывного литья постоянно поддерживается определенный перепад температур в направлении движения разливаемого материала. Для этой цели используются охлаждающие среды подводимые по шлангам. Для научала непрерывного литья между формующими слоями устанавливают твердую пластину из такого же материала, который предполагается разливать.
В качестве формующих слоев применяются неорганические соли, окислы и металлы в расплавленном состоянии. Для непрерывного литья стали, железа, меди и медных сплавов можно применять в качестве тяжелого формующего слоя свинец, а в качестве легкого — хлорид бария. Используются квадратные или прямоугольные литейные формы, и расплавленное разливаемое вещество вводится постоянным потоком на стороне, расположенной преимущественно между граничной поверхностью двух формующих слоев, а с противоположной стороны непрерывно вытягивается затвердевшая полоса. В установке непрерывного литья постоянно поддерживается определенный перепад температур в направлении движения разливаемого материала. Для этой цели используются охлаждающие среды подводимые по шлангам. Для научала непрерывного литья между формующими слоями устанавливают твердую пластину из такого же материала, который предполагается разливать.На рис. 386 показано устройство для осуществления этого способа. Входное отверстие подводящего канала 1 закрывается шибером 2; 3 — выходное отверстие. Правая часть разливочной формы обогревается газовым пламенем 4, а левая охлаждается струями воды 5. Труба 6 предназначена для подвода формующего материала 7. Разливаемый материал, подаваемый по каналу 1, затвердевает при продвижении между формующими слоями и с помощью валков 8 вытягивается через выводное отверстие.
Пластины любой толщины можно изготовлять за один рабочий ход. Преимущество этого способа в том, что разливаемый металл не окисляется и получается лист, свободный от окалины.
- Особые способы непрерывного центробежного литья
- Удаление слитка центробежной силой
- Литье в песчаные формы
- Литье набрызгиванием жидкого металла
- Затвердевание на поверхностях, перемещающихся в контакте с расплавленным металлом
- Литье на валки с горизонтальной осью или на перемещающуюся ленту
- Литье в корытообразные кристаллизаторы
- Литье в кольцевые открытые желоба
- Литье в кристаллизаторы с неподвижными и подвижными стенками
- Литье между движущимся желобом и неподвижной стенкой
