Литье на валки с горизонтальной осью или на перемещающуюся ленту
В 1860 г. Массир получил патент на изготовление оловянных листов разливкой расплавленного металла на подвижную ленту, поверхность которой покрывается альбумином или сажей. Полоса незначительно деформируется валком, расположенным у выхода ее из установки.
В 1870 г. Милингер построил установку для изготовления свинцовых листов разливкой металла на водоохлаждаемый барабан. На рис. 286 и 287 представлен подводящий металл желоб. Поперечная стенка 1 распределяет поток металла по всей поверхности кристаллизатора и отделяет шлаки. Перегородка 2 также служит для равномерного распределения металла.
В 1871 г. Ханнен предложил подобную установку для изготовления свинцовых листов.
 В 1897 г. Хиатт предложил заменить тяжелые частично погруженные в воду барабаны, предназначенные для изготовления листового свинца, более легким оборудованием и охлаждать расплавленный металл непосредственным испарением воды на его поверхности. Такое устройство показано на рис. 288 и 289: 1 — вращающийся медный цилиндр, на который расплавленный металл поступает из желоба 2; 3 — горелки Бунзена; 4 — труба для подачи охлаждающей воды.
В 1897 г. Хиатт предложил заменить тяжелые частично погруженные в воду барабаны, предназначенные для изготовления листового свинца, более легким оборудованием и охлаждать расплавленный металл непосредственным испарением воды на его поверхности. Такое устройство показано на рис. 288 и 289: 1 — вращающийся медный цилиндр, на который расплавленный металл поступает из желоба 2; 3 — горелки Бунзена; 4 — труба для подачи охлаждающей воды.В 1907 г. Странж и Пим предложили для изготовления листов из свинца, цинка и других низкоплавких металлов разливать жидкий металл из одного или нескольких отверстий в дне ковша на охлаждаемый: барабан, вращающийся вокруг своей горизонтальной оси со скоростью значительно большей скорости вытекания металла из ковша.
В 1917 г. Леком и Гирш сконструировали установку для изготовления металлических полос (рис. 290). Разливочное колесо 1 вращается на полом валу, через который на поверхность колеса подается охлаждающая вода. Скорость вращения колеса выбирают в зависимости от желаемой толщины отливаемого листа, 2 — тормозное устройство.
 На рис. 291 показана установка, которую в 1913 г. предложили Странж и Пим для изготовления толстых полос разливкой один на другой нескольких слоев жидкого металла.
На рис. 291 показана установка, которую в 1913 г. предложили Странж и Пим для изготовления толстых полос разливкой один на другой нескольких слоев жидкого металла.В 1920 г. Хазелетт для изготовления полос из меди, латуни, алюминия и других низкоплавких металлов или сплавов предложил подводящий желоб, позволяющий точно регулировать подачу металла и тем самым толщину получаемой заготовки. Желоб показан на рис. 292 Температура расплавленного металла поддерживается постоянной с помощью электрического подогревающего устройства 1. Шибером 2, изготовленным из меди, устанавливается определенное расстояние между желобом и поверхностью кристаллизации, а также закрывается или открывается щель для питания жидким металлом 3. Шибер может иметь выступающие языки для одновременной отливки двух или более полос. Охлаждение барабана осуществляется обрызгиванием водой снизу. Через коробку 5 поверхность барабана обдувается и просушивается перед участком разливки металла, 4 — теплоизоляционные прокладки.
По этому способу в 1921 г. Хазелетт изготовлял листы из металлов с низкой и средней температурой плавления и указал на преимущества этого способа при изготовлении листов из сплава, состоящего из 93% Pb и 7% Sb. На одной стороне такого листа получается мелкокристаллическая структура, которая затем переходит в более крупные кристаллы.
Прочность на растяжение полученного таким образом листа почти в два раза выше, чем у прокатанного с аналогичным же химическим составом. Эти листы предназначались прежде всего для изготовления свинцовых пластин аккумуляторов и облицовки кислотных резервуаров, где они имели более продолжительный срок службы, чем обычные прокатанные листы.
В 1921 г. Хазелетт предложил барабан с автоматическим охлаждающим устройством. Вентиль для подачи охлаждающей воды приводился в действие внутри барабана давлением пара. При малом давлении пара подвод воды дросселировался, а при высоком давлении пара вентиль вновь открывался.
При отливке тонких полос оказалось целесообразным поддерживать температуру воды в барабане около 103°.
В 1908 г. Странж, Пим и Метьюс нашли, что цинковые полосы, изготовленные разливкой расплавленного цинка на подвижную охлаждаемую поверхность, были более пригодны для различных химических процессов, чем цинковые полосы, полученные обычным способом.
В 1918 г. Хум предложил использовать в качестве кристаллизатора желоб, проточенный на внутренней стороне вращающегося кольца. Установка показана на рис. 293 и 294. На спицах 1 закрепляются пружинящие пластины 2, несущие кольцо 3 с разливочным желобом 4. На рис. 295 показано в увеличенном масштабе закрепление кольца 3 на концах спиц 1 с помощью пластин 2, благодаря чему достигается упругая подвеска разливочного желоба для компенсации теплового расширения кольца в процессе литья и усадки при охлаждении.
 Жидкий металл (например, сталь, железо или медь) разливается из тигля 5 через воронку 6' в желоб 4 кольца 3, вращающегося в направлении, указанном стрелкой. Около участка разливки металла затвердевший металл проглаживается прижимными роликами 7. На рис. 296 в увеличенном масштабе показана конструкция этих роликов. Выше участка разливки затвердевшая полоса удаляется из желоба 4, проходит через воронку 8 и сматывается с помощью изогнутой трубы 9 в бунт или подается непосредственно к проволочному прокатному стану. Для начала литья применялась магнитная затравка 10, закладываемая в желоб 4. Для облегчения вытягивания затравки, прочно связанной с затвердевшим слитком, применяется выталкиватель 11 (рис. 297).
Жидкий металл (например, сталь, железо или медь) разливается из тигля 5 через воронку 6' в желоб 4 кольца 3, вращающегося в направлении, указанном стрелкой. Около участка разливки металла затвердевший металл проглаживается прижимными роликами 7. На рис. 296 в увеличенном масштабе показана конструкция этих роликов. Выше участка разливки затвердевшая полоса удаляется из желоба 4, проходит через воронку 8 и сматывается с помощью изогнутой трубы 9 в бунт или подается непосредственно к проволочному прокатному стану. Для начала литья применялась магнитная затравка 10, закладываемая в желоб 4. Для облегчения вытягивания затравки, прочно связанной с затвердевшим слитком, применяется выталкиватель 11 (рис. 297).Фирма Marvaland Incorporated предложила изготавливать мелкие металлические заготовки путем разливки жидкого металла на гладкую вращающуюся охлаждаемую вогнутую поверхность. Скорость литья и скорость вращения при этом так согласуются между собой, что металл не перемещается по охлаждающей поверхности. Полученные металлические заготовки имели неравномерную сравнительно грубую структуру и под микроскопом показали наличие гетерогенной фазы.
 В 1871 г. Ланг изготовлял проволоку для пайки разливкой расплавленного припоя через насадку на поверхность вращающегося вокруг горизонтальной оси барабана, при необходимости охлаждаемого водой. Проволока, полученная таким образом, имела плоское поперечное сечение, что должно было облегчать пайку. Количество подаваемого металла регулировалось вентилем.
В 1871 г. Ланг изготовлял проволоку для пайки разливкой расплавленного припоя через насадку на поверхность вращающегося вокруг горизонтальной оси барабана, при необходимости охлаждаемого водой. Проволока, полученная таким образом, имела плоское поперечное сечение, что должно было облегчать пайку. Количество подаваемого металла регулировалось вентилем.В 1913 г. Фишер и Сюттон использовали установку, имеющую широкую бесконечную металлическую транспортерную ленту и распределительный ковш для подачи расплавленных металлических сплавов. В дне ковша имелся ряд отверстий, предназначенных для разливки металла одновременно в несколько струй с целью получения нескольких металлических полос на подвижной ленте, проходящей через водяную ванну.
Подобный способ для изготовления подшипниковых и типографских сплавов предложил в 1904 г. Медоу.
В 1884 г. Юнг и Дьер изготовляли паяльную проволоку разливкой расплавленного припоя в желобки, расположенные по окружности колеса, вращающегося вокруг горизонтальной оси. Подача металла осуществлялась и регулировалась с помощью устройства, показанного на рис. 1185. Установка представлена на рис. 298.
В 1895 г. Дьер перестроил данную установку.
В 1893 г. Гунтер сконструировал установку для непрерывного литья профилированных свинцовых и цинковых полос. Толщина полосы регулировалась или количеством подаваемого металла, или с помощью второго маленького ролика, помещенного на большой барабан (рис. 299) В последнем случае этот ролик мог профилировать верхнюю поверхность полосы. Полоса разрезалась на части механическими ножницами.
Позднее отказались от профилирования на барабане, и между барабаном и ножницами с этой целью была установлена пара валков, предназначенных для профилирования полосы.
В 1912 г. Сьюттон и Фишер сконструировали установку для изготовления прутков U- или V-образного поперечного сечения. Расплавленный металл разливался из обогреваемого ковша через насадки в несколько желобков, расположенных по окружности вращающегося цилиндра.
В 1881 г. Хунт спроектировал установку, показанную на рис. 300 и 301, предназначенную для изготовления полос 1 с литыми буквами. Разливка металла производится на подвижную металлическую ленту 2 или на бесконечную цепь, составленную из ряда звеньев. С помощью матричной шайбы 3 буквы формовались на поверхности затвердевающей полосы.
Следует упомянуть способ, который предложил Бишоп.
 Поток расплавленного металла, выходящего с определенной скоростью, подхватывается равномерно движущейся сухой металлической лентой, скорость которой превышает скорость поступления расплавленного металла. Исследования Мерле (1937 г.) показали, что в данном случае образуется непрерывная поверхность соприкосновения между расплавленным металлом и лентой; слой металла, соприкасающийся с поверхностью ленты, мгновенно отделяется от основной части потока и движется совместно с лентой. При последующем охлаждении металл дает усадку и отходит от ленты. Толщина полосы зависит от скорости перемещения ленты. Если поверхность ленты перемещается со скоростью в 25 раз большей скорости вытекания расплавленного металла из разливочного устройства, то получится полоса, поперечное сечение которой в 25 раз меньше поперечного сечения разливочного отверстия. Если, например, поток расплавленного металла поступает из прямоугольного разливочного отверстия сечением 50,8x12,7 мм со скоростью 610 мм/сек на металлическую поверхность, перемещающуюся со скоростью 15250 мм/сек (в 25 раз быстрее), то в результате получится затвердевший лист следующего поперечного сечения.
Поток расплавленного металла, выходящего с определенной скоростью, подхватывается равномерно движущейся сухой металлической лентой, скорость которой превышает скорость поступления расплавленного металла. Исследования Мерле (1937 г.) показали, что в данном случае образуется непрерывная поверхность соприкосновения между расплавленным металлом и лентой; слой металла, соприкасающийся с поверхностью ленты, мгновенно отделяется от основной части потока и движется совместно с лентой. При последующем охлаждении металл дает усадку и отходит от ленты. Толщина полосы зависит от скорости перемещения ленты. Если поверхность ленты перемещается со скоростью в 25 раз большей скорости вытекания расплавленного металла из разливочного устройства, то получится полоса, поперечное сечение которой в 25 раз меньше поперечного сечения разливочного отверстия. Если, например, поток расплавленного металла поступает из прямоугольного разливочного отверстия сечением 50,8x12,7 мм со скоростью 610 мм/сек на металлическую поверхность, перемещающуюся со скоростью 15250 мм/сек (в 25 раз быстрее), то в результате получится затвердевший лист следующего поперечного сечения. Толщина листа будет составлять
Толщина листа будет составлять Кристаллизация разливаемого металла происходит на лентах из меди, медных сплавов, серебра или алюминия (рис. 302) или барабанах (рис. 303). Целесообразнее разливать металл на барабан немного ниже верхней его поверхности, чтобы поверхность кристаллизации перемещалась кверху. После разливки металла верхнюю сторону затвердевшего листа желательно обжимать одним или несколькими валками (рис. 304 и 305).
Кристаллизация разливаемого металла происходит на лентах из меди, медных сплавов, серебра или алюминия (рис. 302) или барабанах (рис. 303). Целесообразнее разливать металл на барабан немного ниже верхней его поверхности, чтобы поверхность кристаллизации перемещалась кверху. После разливки металла верхнюю сторону затвердевшего листа желательно обжимать одним или несколькими валками (рис. 304 и 305).Металлические полосы могут охлаждаться на лентах с такой скоростью, что можно быстро разлить весь металл из большой плавильной печи, как и при разливке металла в изложницы. На стальной полосе, перемещающейся со скоростью 2400 м/мин, получали полосы из стали, алюминия, цинка, латуни и других металлов.
 По механической прочности и физическим свойствам эти полосы были равноценны или даже превосходили полосы, изготовленные обычным методом. Они не имели анизотропности и были свободны от ликвации.
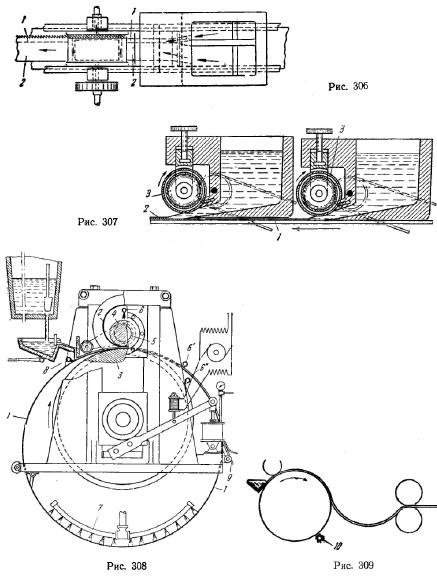
По механической прочности и физическим свойствам эти полосы были равноценны или даже превосходили полосы, изготовленные обычным методом. Они не имели анизотропности и были свободны от ликвации.В 1938 г. Мерле предложил применить этот способ также для изготовления биметаллических полос. На рис. 306 показана установка для литья пильных полотен, состоящих из полосы 1 из высококачественной стали и полосы 2 из вязкой хромованадиевой стали. В устройстве, показанном на рис. 307, две металлические полосы свариваются между собой. Позицией 3 обозначен регулятор подачи расплавленного металла. Мерле предлагал также разливать второй слой металла на твердую металлическую ленту, сматываемую со шпули.
 В 1939 г. Хазелетт предложил способ для изготовления полос и листов, по которому жидкий металл разливается на охлаждаемую поверхность, перемещающуюся от места разливки с большой скоростью. Верхняя поверхность затвердевающего листа сглаживается охлаждаемым валком. Так как охлаждать валки довольно трудно, то следует применять кольца, оборудованные основным и дополнительным охлаждением. Эти кольца можно изготавливать даже из сравнительно дорогих металлов, что заметно не отразится на повышении стоимостиоборудования. Опорные ролики можно изготавливать из обычной стали. На рис. 308 показано такое устройство с двумя охлаждаемыми кольцами, а именно, с главным охлаждаемым кольцом 1 и дополнительным охлаждаемым кольцом 2. Кольцо 1 опирается на ролик 3, а кольцо 2 поддерживается роликом 4. Ролик 3 поджимается снизу и прижимает кольцо 1 к кольцу 2, а все устройство приводится в движение от вала 5. Оба кольца охлаждаются через отверстия в трубах 6', 6" и 7. Кольцо 1 может иметь большой диаметр, например 3—15 м. Охлаждаемое кольцо 2 не рекомендуется применять при разливке низкоплавких металлов, таких как свинец или олово. Однако при изготовлении заготовок из латуни, меди или стали такое кольцо использовать целесообразно. Жидкий металл подается несколько ниже кольца 1. При больших скоростях металл не имеет возвратного течения, если угол между радиусом кольца и вертикалью на участке поступления струи металла на кольцо не превышает 40°. Желательно направлять с помощью трубы 8 на этот участок струю газа. Если для этого используется горючий газ, то можно незначительно подогревать внешнюю поверхность кольца 1. Заготовка отделяется от колеса ножом 9. На рис. 309 показано устройство с парой валков и вращающейся щеткой 10. Скорость вращения главного охлаждаемого кольца при разливке металлов с высокой температурой плавления не должна превышать 35 м/мин по следующим причинам.
В 1939 г. Хазелетт предложил способ для изготовления полос и листов, по которому жидкий металл разливается на охлаждаемую поверхность, перемещающуюся от места разливки с большой скоростью. Верхняя поверхность затвердевающего листа сглаживается охлаждаемым валком. Так как охлаждать валки довольно трудно, то следует применять кольца, оборудованные основным и дополнительным охлаждением. Эти кольца можно изготавливать даже из сравнительно дорогих металлов, что заметно не отразится на повышении стоимостиоборудования. Опорные ролики можно изготавливать из обычной стали. На рис. 308 показано такое устройство с двумя охлаждаемыми кольцами, а именно, с главным охлаждаемым кольцом 1 и дополнительным охлаждаемым кольцом 2. Кольцо 1 опирается на ролик 3, а кольцо 2 поддерживается роликом 4. Ролик 3 поджимается снизу и прижимает кольцо 1 к кольцу 2, а все устройство приводится в движение от вала 5. Оба кольца охлаждаются через отверстия в трубах 6', 6" и 7. Кольцо 1 может иметь большой диаметр, например 3—15 м. Охлаждаемое кольцо 2 не рекомендуется применять при разливке низкоплавких металлов, таких как свинец или олово. Однако при изготовлении заготовок из латуни, меди или стали такое кольцо использовать целесообразно. Жидкий металл подается несколько ниже кольца 1. При больших скоростях металл не имеет возвратного течения, если угол между радиусом кольца и вертикалью на участке поступления струи металла на кольцо не превышает 40°. Желательно направлять с помощью трубы 8 на этот участок струю газа. Если для этого используется горючий газ, то можно незначительно подогревать внешнюю поверхность кольца 1. Заготовка отделяется от колеса ножом 9. На рис. 309 показано устройство с парой валков и вращающейся щеткой 10. Скорость вращения главного охлаждаемого кольца при разливке металлов с высокой температурой плавления не должна превышать 35 м/мин по следующим причинам.1. Для равномерного распределения металла нужно разливать по меньшей мере 4 дм3 металла в минуту на каждый дециметр ширины отливаемой полосы.
2. Необходимо предупреждать затвердевание металла на участке подачи его на поверхность колеса. Кроме того, изобретатель нашел, что необходимо обжимать разливаемый металл за время меньше 1 сек. после его подачи на охлаждающую поверхность. При разливке стали или латуни в полосы, имеющие высококачественную поверхность, этот промежуток времени равен 1/8—1/50 сек. и охлаждаемое кольцо поддерживается при температуре 260—270°. Как было показано позже, целесообразно разливать металл через несколько отверстий, соединяя отдельные потоки металла в один на поверхности охлаждения, образуя одну полосу.
Охлаждаемые кольца изготавливаются из жаростойкой стали с большим содержанием хрома, никеля или молибдена.
 Таким способом можно изготавливать полосы из стали и других металлов толщиной 0,25 мм и менее со скоростью от 60 до 600 м/мин, а для таких металлов, как свинец, алюминий, цинк, медь, латунь и кремнистые стали, — толщиной от 0,25 до 1,25 мм при скорости литья от 45 до 180 м/мин.
Таким способом можно изготавливать полосы из стали и других металлов толщиной 0,25 мм и менее со скоростью от 60 до 600 м/мин, а для таких металлов, как свинец, алюминий, цинк, медь, латунь и кремнистые стали, — толщиной от 0,25 до 1,25 мм при скорости литья от 45 до 180 м/мин.На рис. 310 показана установка для непрерывного литья полос между двумя лентами при изготовлении плакированных листов.
В 1859 г. Массон изготовлял оловянную фольгу разливкой расплавленного металла на подвижную ленту.
На рис. 311 показана установка фирмы Metal Carbides Corporation, предназначенная для изготовления листов из стали разливкой расплавленного металла на подвижную медную или алюминиевую ленту 1 толщиной от 3 до 13 мм. Стол 2 изготавливается из теплоизолирующего материала, например хромита или расплавленной магнезии, и покрывается твердой смазкой типа графита. Разливаемый металл охлаждается и в пластичном состоянии попадает в валки 3. При проходе через валки металл получает однородную структуру, не достижимую при прокатке листа из слитков на слябинге и последующих за ним листовых станах. Кроме того, лист свободен от пор.

- Литье в корытообразные кристаллизаторы
- Литье в кольцевые открытые желоба
- Литье в кристаллизаторы с неподвижными и подвижными стенками
- Литье между движущимся желобом и неподвижной стенкой
- Литье между валком или колесом и неподвижной стенкой
- Литье в другие кристаллизаторы с движущимися стенками
- Литье в кристаллизаторы с движущимися полуформами
- Литье в кристаллизаторы гусеничного типа
- Литье между лентами
- Литье между валком или колесом и бесконечной лентой
