Литье между валками
В 1848 г. Бессемер предложил изготовлять фольгу из олова, а также из других металлов, пропуская через валки прокатного стана жидкий металл. Позднее, в 1880 г., Шницлейн дал аналогичное предложение для получения фольги и листов из цинка, олова, свинца и других сплавов.
На рис. 1 показана машина для непрерывного литья, предложенная Бессемером. Расплавленный металл, находящийся в резервуаре 1, подается к водоохлаждаемым валкам прокатного стана 4 и 5 при повороте цилиндрического сегмента 2 через подводящий желоб 3, металл обжимается и превращается в тонкую полосу 6. Из сопла 7 разбрызгивается охлаждающая вода.
10 лет спустя Бессемер пришел к заключению, что этим методом можно получать листы из жидкого железа. Ему удалось получить тонкий лист длиной 1 м и толщиной менее 1 мм из обезуглероженного железа. Изготовленный лист имел чистую, почти полностью свободную от шлаковых включений поверхность. Пластичность листа была такой же, как и у обычных прокатанных листов.
 На рис. 2 и 3 показано устройство для осуществления этого процесса. На рис. 2 показано сечение установки, перпендикулярное валкам, а на рис. 3 — вид сверху. Металл разливается из тигля между двумя валками прокатного стана большого диаметра. Один из валков имеет фланец. Валки охлаждаются водой. Охлаждение осуществляется вводом воды в отверстие 1 и обрызгиванием нижней части валков из труб 2 с отверстиями. Вода с поверхности валков удаляется войлочными манжетами 3. Отделение полосы от валков гарантируют проводки 4.
На рис. 2 и 3 показано устройство для осуществления этого процесса. На рис. 2 показано сечение установки, перпендикулярное валкам, а на рис. 3 — вид сверху. Металл разливается из тигля между двумя валками прокатного стана большого диаметра. Один из валков имеет фланец. Валки охлаждаются водой. Охлаждение осуществляется вводом воды в отверстие 1 и обрызгиванием нижней части валков из труб 2 с отверстиями. Вода с поверхности валков удаляется войлочными манжетами 3. Отделение полосы от валков гарантируют проводки 4.В 1865 г. Бессемер предложил использовать подобную машину для переработки гранулированной пудлинговой стали в плоские крицы при одновременном отделении шлака.
 Вместо валков с фланцем он применил валки с канавками, как показано на рис. 4 и 5. В канавки вставляются две сегментные пластины, образующие вместе с валками закрытый желоб. Металл в валках затвердевает и подвергается значительному обжатию, получающийся полуфабрикат вытягивается следующей парой валков. Зазор между валками регулируется, как и в обычных клетях прокатных станов, перемещением подшипников валков. Для регулировки зазора между валками следует применять рычажное грузовое устройство, которое должно постоянно прижимать валки один к другому. Ho валки должны пружинить (упруго деформироваться) в случае попадания между ними слишком большого количества затвердевшего металла.
Вместо валков с фланцем он применил валки с канавками, как показано на рис. 4 и 5. В канавки вставляются две сегментные пластины, образующие вместе с валками закрытый желоб. Металл в валках затвердевает и подвергается значительному обжатию, получающийся полуфабрикат вытягивается следующей парой валков. Зазор между валками регулируется, как и в обычных клетях прокатных станов, перемещением подшипников валков. Для регулировки зазора между валками следует применять рычажное грузовое устройство, которое должно постоянно прижимать валки один к другому. Ho валки должны пружинить (упруго деформироваться) в случае попадания между ними слишком большого количества затвердевшего металла.Чтобы отливаемый металл не приваривался к валкам, их поверхность надо подвергать незначительному окислению или периодически смазывать жиром или графитом.
Целесообразно перед началом литья приводить валки во вращение и после начала литья делать один или несколько оборотов валков без их охлаждения водой, чтобы нагретые валки смогли высушить войлочные манжеты. Следует предусматривать, чтобы между валками все время находилось некоторое количество металла и струя его не попадала непосредственно на бочку валков. При отливке широких полос металл должен распределяться равномерно по всей длине бочки валка.
Для равномерной подачи металла Бессемер предложил использовать железный ящик, футерованный графитом или огнеупорной глиной (рис. 6). Он считал, что при применении валков диаметром от 3 до 3,6 м можно изготавливать листы толщиной до 20 мм. Пространство между валками большого диаметра является как бы кристаллизатором с параллельными стенками высотой 200—250 мм.
 Бессемер предложил машину с валками диаметром 1.2 м и длиной бочки 45 мм со скоростью вращения валков 4 об/мин. Лист первоначальной толщины 2,5 мм прокатывается на данной машине последующей парой валков до толщины 1,25 мм. Скорость литья достигает 15 м/мин. Производительность установки 1 т листа за 7,5 мин.
Бессемер предложил машину с валками диаметром 1.2 м и длиной бочки 45 мм со скоростью вращения валков 4 об/мин. Лист первоначальной толщины 2,5 мм прокатывается на данной машине последующей парой валков до толщины 1,25 мм. Скорость литья достигает 15 м/мин. Производительность установки 1 т листа за 7,5 мин.70 лет спустя японец Мураками рекомендовал такой же способ непрерывного литья. На рис. 7 и 8 показано предлагаемое им устройство. Перед началом литья зазор между валками закрывают снизу специальной пробкой. В 1932 г. Мураками предложил проточить в валках канавки, чтобы увеличить поверхность охлаждения и повысить прочность слитка, выходящего из валков с поверхностной затвердевшей коркой и жидкой сердцевиной. После выпрямления полосы и направления ее по горизонтали предусматривается дальнейшая прокатка на лист. На рис. 9 показана пара профильных валков для осуществления этого способа.
В 1887 г. американцы Нортон и Ходсон усовершенствовали предложение Бессемера.
В своем патенте они исходили из того, что способ Бессемера трудно осуществить, так как металл либо затвердевает перед попаданием в валки, либо в слишком горячих валках не охлаждается и своевременно не затвердевает. Поэтому они предложили способ, по которому металл отливается плоской широкой струей между двумя гладкими валками, окружная скорость которых равна скорости падения струи металла или несколько больше ее, благодаря чему устраняется возможность накопления металла в очаге деформации валков. Металл, соприкасаясь с валками, мгновенно затвердевает и превращается в лист. Направление подвода струи металла тангенциальное к обоим валкам (рис. 10).
Этим способом изготавливаются металлы для припоев, так как при литье такого металла требуется отводить намного меньше тепла, чем при литье стали или чугуна.
В 1889 г. изобретатели усовершенствовали этот способ, введя регулировку зазора между валками, чтобы выдержать определенную толщину листа, избежав при этом влияния термического расширения и упругой деформации валков, а также деформации станины прокатного стана. С этой целью они предусмотрели на валках специальные фланцы, рабочая поверхность которых удерживает валки на определенном расстоянии друг от друга и, устраняет нежелательное сближение валков из-за их теплового расширения. Между фланцами и рабочими поверхностями 1 валков предусмотрены кольцевые проточки для избыточного металла (рис. 11). Рабочие поверхности валков отделены от фланцев 3 проточками 2.
В те же годы конструкция стана претерпела следующие изменения: фланцы были сделаны взаимозаменяемыми, сменными, составными из ряда колец, что дало возможность изготавливать одним комплектом валков несколько типоразмеров листов по толщине.
В 1889 г. Билт предложил устройство для изготовления листов, прутков и т. п. изделий из бессемеровской стали, меди, латуни, бронзы и других металлов. Предлагаемое устройство имеет два валка (рис. 12) с водоохлаждаемыми деталями 1, которые устанавливаются на валки и образуют вместе с ними желоб. Перед началом литья снизу в валки до их срединной плоскости вставляют пробку, которая охлаждается водой и имеет длину, равную длине бочки валков. Под валками в зависимости от формы отливаемого полуфабриката располагается труба или открытые проводки для подачи полуфабриката на дальнейшую обработку, например к последующей паре расположенных ниже валков.
 В 1929 г. Харрис предложил установить концевые пластины по торцам валков. В зеве валков образуются три зоны. Верхняя — зона, в которую поступает расплавленный металл, нижняя — зона, в которой металл затвердевает, обжимается и принимает в валках нужную форму. В промежуточной зоне только начинается затвердевание.
В 1929 г. Харрис предложил установить концевые пластины по торцам валков. В зеве валков образуются три зоны. Верхняя — зона, в которую поступает расплавленный металл, нижняя — зона, в которой металл затвердевает, обжимается и принимает в валках нужную форму. В промежуточной зоне только начинается затвердевание.Расплавленный металл в пластичном состоянии, деформируясь при дальнейшем продвижении между валками, имеет стремление к попятному движению из зоны сжатия в промежуточную. У краев валков это явление проявляется сильнее, чем в середине. Чтобы противодействовать этому явлению, на концевых пластинах следует устанавливать клинообразные выступы, как показано на рис. 13.
Для устранения или уменьшения окисления металла может быть применен нейтральный газ.
Харрис также изобрел устройство для регулирования подачи металла (рис. 14). Труба 1, равномерно подающая металл к валкам 2, на концах связана с двумя питательными баками 3.
 На рис. 15 и 16 показана усовершенствованная конструкция устройства для регулировки подачи расплавленного металла. Расплавленный металл подается через канал 4, ширина которого определяется требуемой шириной отливаемой полосы и регулируется листом 5, расположенным между корпусами 6 и 7. Для поддержания заливаемого металла в жидком состоянии корпус обогревается снаружи газовыми горелками, газ подается через ряд отверстий в трубе 8. Горячие газы проходят через кожух 9 вокруг трубы 10, сливаются в резервуары 11 и 12 -и отводятся по трубе 13. Регулирующий резервуар 3 (ем. рис. 14) имеет вентиль и поплавок, которые работают автоматически. Резервуар 11 (рис. 15) управляется через спускную трубу 14, которая может перемещаться по высоте ручным регулирующим устройством 15.
На рис. 15 и 16 показана усовершенствованная конструкция устройства для регулировки подачи расплавленного металла. Расплавленный металл подается через канал 4, ширина которого определяется требуемой шириной отливаемой полосы и регулируется листом 5, расположенным между корпусами 6 и 7. Для поддержания заливаемого металла в жидком состоянии корпус обогревается снаружи газовыми горелками, газ подается через ряд отверстий в трубе 8. Горячие газы проходят через кожух 9 вокруг трубы 10, сливаются в резервуары 11 и 12 -и отводятся по трубе 13. Регулирующий резервуар 3 (ем. рис. 14) имеет вентиль и поплавок, которые работают автоматически. Резервуар 11 (рис. 15) управляется через спускную трубу 14, которая может перемещаться по высоте ручным регулирующим устройством 15.В 1934 г. фирма Accumulatoren-Fabrik AG разработала проект установки для непрерывного литья, в которой валки также не имели реборд, а были снабжены концевыми пластинами.
 В 1937 г. Хазелетт предложил заменить боковые пластины желобами в виде карманов во избежание затвердевания металла на концевых плитах (рис. 17). Металл подводится из разливочного устройства. Боковые желоба целесообразно прижимать к валкам пневматическими цилиндрами. На рис. 18 показана другая конструкция для осуществления этого же способа непрерывного литья. Боковые желоба и разливочное устройство заменены каналом 1, который имеет индукционный обогрев.
В 1937 г. Хазелетт предложил заменить боковые пластины желобами в виде карманов во избежание затвердевания металла на концевых плитах (рис. 17). Металл подводится из разливочного устройства. Боковые желоба целесообразно прижимать к валкам пневматическими цилиндрами. На рис. 18 показана другая конструкция для осуществления этого же способа непрерывного литья. Боковые желоба и разливочное устройство заменены каналом 1, который имеет индукционный обогрев.В 1934 г. Блекман провел опыты по непрерывному литью жидкого металла между валками. Он установил, что особенно большое влияние на работу установки при литье стали оказывает поверхность, отводящая тепло. Эта поверхность должна хорошо проводить тепло и изготавливаться из таких материалов, как медь.
Им было подсчитано, что для изготовления листа толщиной 20 мм требуются теплоотводящие поверхности медных валков диаметром 2 м при толщине стенки 10 мм. Зев между медными валками должен быть заполнен жидкой сталью на 860 мм выше горизонтальной плоскости, проходящей через оси валков. Чтобы прокатать это количество жидкого металла, потребовалось бы 3,3 сек., что соответствует окружной скорости валков 0,34 м/сек. Количество жидкой стали, подлежащее разливке в секунду, можно подсчитать исходя из ширины листа: так, при отливке листа шириной 500 мм необходимо подавать 27,3 кг стали в секунду. Для обработки 12 т стали потребовалось бы 7,5 мин., для 30 г — 18,5 мин. и для 60 т — 37 мин.
Блекман описал также опытную установку, в которой медные валки закрывались сбоку вращающимися шайбами, футерованными шамотом, чтобы металл не затвердевал на их боковых стенках. Для уплотнения использовались шамотные и силикатные сегменты, причем стыки тщательно смазывались огнеупорной глазурью.
При литье в валки скорость затвердевания металла очень велика, что требует чрезвычайно точного согласования скорости литья и скорости вращения валков, степени наполнения зева и величины зазора между валками. Оказалось целесообразным разливать металл через воронку или промежуточный ковш с дозирующим стаканом, чтобы уровень металла в зеве валков был постоянным.
Преимущество этого способа, по данным Блекмана, заключается в возможности изготовления листов практически без пузырей и ликвации. При обычном затвердевании слитков в закрытом кристаллизаторе большая часть газов задерживается между быстро растущими дендритами и не может удаляться. Отсутствие ликвации достигается большой скоростью охлаждения. Этот способ из-за возможности удаления газов и высокой температуры, благоприятной для свариваемости оставшихся в металле газовых раковин, особенно подходит для изготовления листов из сталей, не содержащих кремния.
Далее следует упомянуть способ фирмы Vereinigte Leichtmetall-Werke (1939 г.), по которому слитки отливаются в валки, вращающиеся в подшипниках. Валки не производят существенной деформации слитка, а лишь выравнивают его поверхность за счет незначительного обжатия. Устройство для осуществления этого способа непрерывного литья показано на рис. 19, 20 и 21.
 В 1932 и 1933 гг. Хазелетт предложил замерить величину усилий при литье металла в валки во время их вращения и затем использовать результаты замеров для регулирования подачи и температуры металла, охлаждения и скорости вращения валков. Импульсом для регулирования машины должна явиться степень затвердевания металла при входе в валки, которая гарантируется определенными постоянными соотношениями между различными технологическими факторами процесса. В патенте, кроме того, имеется ряд других характерных подробностей (усиленное охлаждение средней зоны полосы, автоматическая регулировка в зависимости от потребления энергии двигателем, приводящим валки во вращение, и т. п.).
В 1932 и 1933 гг. Хазелетт предложил замерить величину усилий при литье металла в валки во время их вращения и затем использовать результаты замеров для регулирования подачи и температуры металла, охлаждения и скорости вращения валков. Импульсом для регулирования машины должна явиться степень затвердевания металла при входе в валки, которая гарантируется определенными постоянными соотношениями между различными технологическими факторами процесса. В патенте, кроме того, имеется ряд других характерных подробностей (усиленное охлаждение средней зоны полосы, автоматическая регулировка в зависимости от потребления энергии двигателем, приводящим валки во вращение, и т. п.).Фирма Finspongs Metallverks Aktiebolag предложила в 1934 г. регулировать отливку между валками листов, прутков, труб и других профилей по пластичности металла в зоне деформации. Если металл мало пластичен, то зазор между валками автоматически увеличивается, металл проходит быстрее и имеет меньше времени для затвердевания. При достижении требуемой пластичности величина зазора между валками вновь уменьшается. В качестве материала для валков рекомендуется применять алюминиевые и кремнистые бронзы, высококремнистое железо, хотя можно использовать также чугун, сталь, медь, бронзу и латунь.
В 1948 г. Реймиц установил, что способ Хазелетта воздействует не только на степень затвердевания материала, но и на ряд других факторов, например на величину коэффициента трения на поверхностях соприкосновения валков с прокатываемым металлом, что приводит к неравномерности процесса прокатки. Поэтому он рекомендовал принять давление затвердевшего металла на валки за меру степени затвердевания металла. Степень затвердевания расплавленного металла в зазоре валков должна быть такой, чтобы остатки жидкого металла выдавливались кверху и получаемая полоса имела равномерную структуру без усадочной рыхлости и ликвации.
 На рис. 22 показано, как можно регулировать окружную скорость валков в зависимости от степени затвердевания отливаемого металла. Станина 1 валка 2 может поворачиваться в подшипнике 3 и имеет два выступающих рычага 4 и 5. Короткий рычаг 4 опирается на пружину 6; а длинный рычаг 5 через установочный винт 7 — на мембрану 8. Прогиб мембраны автоматически вызывает изменение окружной скорости валков. Если степень затвердевания расплавленного металла увеличивается, то возрастает давление металла на валки и валок 2 незначительно отходит от валка 9, вызывая повышение давления установочного винта 7 на мембрану 8.
На рис. 22 показано, как можно регулировать окружную скорость валков в зависимости от степени затвердевания отливаемого металла. Станина 1 валка 2 может поворачиваться в подшипнике 3 и имеет два выступающих рычага 4 и 5. Короткий рычаг 4 опирается на пружину 6; а длинный рычаг 5 через установочный винт 7 — на мембрану 8. Прогиб мембраны автоматически вызывает изменение окружной скорости валков. Если степень затвердевания расплавленного металла увеличивается, то возрастает давление металла на валки и валок 2 незначительно отходит от валка 9, вызывая повышение давления установочного винта 7 на мембрану 8.Реймиц особенно рекомендовал свой способ для получения листов, полос, профилей и труб из легких металлов.
В 1937 г. Хазелетт сконструировал разливочное устройство для подвода жидкого металла, которое должно было совершать возвратно-поступательное движение параллельно оси валков для увеличения подачи металла к краям валков.
Из-за резких колебаний температуры на поверхности валков возникали трещины. В 1934 г. Хазелетт предложил устранять эти трещины, располагающиеся в основном параллельно оси валков, установленными по окружности валка роликами 10, как показано на рис. 23, с регулировкой величины давления ролика на валок.
Способ Хазелетта быстро нашел применение в США. Две фирмы Scovill Manufacturing Co и Crown Cork and Seal Co. построили установки для переработки различных металлов. Вначале проводились опыты со свинцом (точка плавления 327°), латунью с содержанием от 64,5 до 66,5% меди (940°) и медью (1083°), так как эти металлы имеют более низкую температуру плавления, чем сталь. Фирма Scovill Mfg Co занималась изготовлением латунных листов шириной 305 мм. Эти листы после выхода из валков-кристаллизаторов проходили через пространство с восстановительной атмосферой и сразу же прокатывались в холодном состоянии до толщин 0,7; 0,5; 0,38; 0,28 мм. Затем листы проходили через обжигательную печь, травильный и охлаждающий резервуары, правильную машину и разрезались ножницами на мерные длины. Листы, изготовленные таким способом, не уступали по свойствам листам, изготовленным обычным методом, а в некоторых случаях даже превосходили их. Структура их приближалась к структуре горячекатаной или отожженной после холодной прокатки латуни. В 1939 г. Морт свел механические характеристики полученных латунных листов. Однако у этих листов наблюдалась ликвация, вызывающая появление пятен. Производство листов было прекращено в 1937 г.
Другая американская установка производительностью 1 т/час поставляла полосы шириной 915 мм из легкоплавких металлов (в основном свинцовые пластины для аккумуляторов).
Фирма Crown Cork and Seal Co с 1936 по 1938 г. отливала в валки жидкий алюминий (точка плавления 658°). Изготовляли алюминиевую фольгу. О способе известны следующие подробности: алюминий, нагретый до 675°, разливался между двумя валками длиною 610 мм. В результате получились листы толщиной 3 мм и длиной 150 м. Температура валков была 60°. Температура измерялась контактной термопарой и регулировалась охлаждающей, водой. Температура листа на выходе из валков составляла 370°.
Внешнего охлаждения валков оказалось достаточно, хотя в патенте также предусматривалось охлаждение валков изнутри. В начале процесса между неподвижными валками заливали достаточное количество жидкого металла, после чего валки приводились во вращение сразу на полную скорость. Между толщиной листа у краев и посередине бочки валков наблюдалась небольшая разница. Так, если толщина у края равнялась 3,05 мм, посередине она составляла 3,1 мм (по другим данным это различие имело противоположный характер, т. е. толщина полосы у края была больше, чем в середине). Полосу после изготовления отжигали и раскатывали на непрерывном стане холодной прокатки до толщины 1 мм, еще раз отжигали, вновь прокатывали на фольгу толщиной 0,05 мм и вновь отжигали. Валки-кристаллизаторы имели окружную скорость от 4,8 до 5,4 м/мин и прокатывали в час 1650 кг алюминия. Давление металла на валки изменялось от 725 до 815 г.
Для привода валков применялся двигатель мощностью 70—85 л. с. Для прокатки 815 кг алюминия в полосу шириной 610 мм и толщиной 3 мм требовалось 28 мин., при этом не было брака и отходов. Прочность на растяжение листа, полученного таким способом, составляла 3,2—10,5 кг/мм2, в то время как прочность на растяжение обычного алюминиевого литья равняется приблизительно 5 кг/мм2, а отожженного алюминия 6,3—7 кг/мм2.
Фирма производила в год приблизительно 450 т алюминиевой фольги толщиной 0,05 мм. С 1938 г. эта установка не работает.
Американская фирма перерабатывала отходы жести (после их расплавления) по методу Хазелетта в тонкие листы. При прокатке жидкой стали и железа следует применять более высокие окружные скорости вращения валков, например 12 м/мин вместо 5 или 5,5м/мин при непрерывном литье алюминия. Температура литья 1650°. Практически при непрерывном литье стали тепла отводится не на много больше, чем при литье алюминия, так как удельная теплоемкость и теплота плавления у алюминия значительно выше, чем у стали. Было отлито 12 т стали с содержанием 0,04% С, 0,06% Si, 0,05% Mn, 0,05% P и 0,025% S между валками длиной 305 мм со скоростью 12 м/мин. Полоса после этого прокатывалась в холодном состоянии и очень хорошо перерабатывалась в консервные банки, бутылочные пробки и капсюли. После выхода из валков сталь имела твердость 71 HR, прочность на растяжение колебалась от 37 до 42,5 кг/мм2, удлинение на длине 200 мм составляло 11,2—16,2 %.
В Америке также исследовали возможность непосредственной прокатки монельметалла и стали с содержанием 18% Cr и 18% Ni по способу Хазелетта при температуре валков 95°.
Сообщалось о непрерывном литье между валками жидкого цинка. В 1937 г. Гейнтон рекомендовал этот способ для изготовления цинковой фольги, применяя в качестве заготовок листы, полученные способом непрерывного литья жидкого металла в валки.
Совместно с фирмой Scovill Mfg Co другая американская фирма American Metal Co проводила опыты по прокатке полос из жидкой меди со скоростью 5—15 м/мин. Однако очень тонкие листы изготовить не удалось. При непрерывном литье стали валки сильно изнашивались.
В докладе на совещании по непрерывному литью, состоявшемся в 1944 г. в г. Нью-Йорке, Хазелетт сообщил, что особенно большие трудности возникают при непрерывном литье между валками из-за ликвации. Были прокатаны медные листы шириной 300 мм и алюминиевые листы шириной 600 мм удовлетворительного качества, но из-за ликвации использовать их было невозможно.
Летом 1954 г., как сообщил в своей статье Николаенко, русские инженеры спроектировали установку для изготовления методом непрерывного литья (бесслитковой прокатки) тонких листов толщиной от 0,5 до 1,5 мм и шириной 750 мм, а также листов толщиной от 2 до 3 мм и шириной более 1000 мм. После отжига листы механически обрабатывали и затем отправляли потребителю. Указывается, что в то время в СССР 38 предприятий изготавливали тонкий лист из жидкого металла и 57 заводов намеревались осуществить этот способ. Листы, полученные этим способом, использовали как кровельные, для покрытия крыш. Другие сведения ом. на стр. 785—789.
В 1892 г. Тальбот предлагал обезуглероживать листы, изготовленные методом непрерывного литья между валками (бесслитковой прокаткой).
По предложению фирмы Vereinigte Deutsche Metallwerke AG (1948 г.) при бесслитковой прокатке следует придавать валкам в определенной зоне кривизну, соответствующую усадке затвердевающего металла. Высоту этой зоны нужно выбирать таким образом, чтобы усадка заканчивалась в самом узком месте зазора между валками или по крайней мере в непосредственной близости от него. Сердцевина слитка на выходе из валков может оставаться жидкой. На рис. 24 и 25 показана схема устройства, в котором зев между валками 1 закрыт подпружиненными боковыми карманами 2, куда переливается излишний металл. Внутри зоны 3 происходит усадка металла на величину 4. Отлитые изделия отделяются ребрами 5. Если разливается, например, цинк, усадка которого составляет 1,7%, в слиток толщиной 20 мм, то величина усадки составит 0,34 мм. Так как затвердевание краев слитка заканчивается в зоне высотой 10 мм, то диаметр валка соответственно усадке следует выбирать равным 590 мм.
В тридцатых годах Улитовский расположил плоскость валков, в которые разливался жидкий металл, под определенным углом к вертикали, как показано на рис. 26. Количество подаваемого металла и скорость вращения валков так согласуются между собой, что полоса, выходящая из валков, в отличие от способа Хазелетта, затвердевает только на небольшую глубину с поверхности. Наклон плоскости валков выбирают вследствие малой прочности полосы на выходе из валков. После выхода полосы из валков ее укладывают на транспортер для уменьшения напряжений от действия собственного веса. Несмотря на значительные трудности, Улитовскому удалось получить листы толщиной от 0,3 до 3,0 мм и длиной до 4 м. Эти листы сразу же после отливки использовались для изготовления деталей горячим прессованием. Этим способом Улитовский изготовлял тонкие листы из хрупких материалов, например из никельалюминиевой магнитной стали.
 Подобную конструкцию установки для получения непрерывной разливкой листов, профилей и труб в 1939 г. предложил Шварц. Полуфабрикат, выходящий из наклонных валков, попадает на специальный стол, который предотвращает разрыв затвердевшей корочки и отлитого слитка, на котором полоса полностью затвердевает (рис. 27). Наклон разливочного ковша 1 (и вследствие этого подача металла и положение зеркала металла между валками) регулируется двумя электрическими контактами 2 и 3. Окружная скорость валков регулируется в зависимости от температуры выходящего слитка с помощью теплового сопротивления 4. Получающаяся полоса разрезается на части или сматывается в бунты.
Подобную конструкцию установки для получения непрерывной разливкой листов, профилей и труб в 1939 г. предложил Шварц. Полуфабрикат, выходящий из наклонных валков, попадает на специальный стол, который предотвращает разрыв затвердевшей корочки и отлитого слитка, на котором полоса полностью затвердевает (рис. 27). Наклон разливочного ковша 1 (и вследствие этого подача металла и положение зеркала металла между валками) регулируется двумя электрическими контактами 2 и 3. Окружная скорость валков регулируется в зависимости от температуры выходящего слитка с помощью теплового сопротивления 4. Получающаяся полоса разрезается на части или сматывается в бунты.Стан для непрерывного литья бесслитковой прокатки фирмы La Coulee Continue des Metaux (1949 г.), предназначенный для изготовления полос из стали и других металлов, изображен на рис. 28. Разливаемый металл через насадку попадает в валки 1 и 2, имеющие гладкую или с несколькими канавками поверхность. Зев валков ограничивается фланцами 3 (рис. 29), изготовляемыми, например, из графита. Выходящая из первых валков полоса окончательно прокатывается в следующей паре валков.
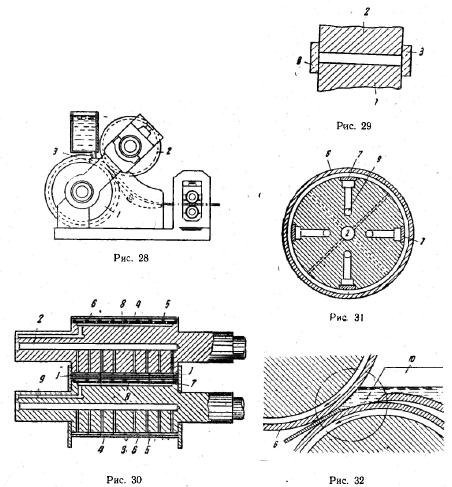 В 1950 г. фирма General Motors Corporation применила для изготовления листов из свинца и свинцовистых сплавов установку, оси валков которой также располагались под углом к горизонтальной плоскости. На рис. 30 и 31 показана конструкция валков. Нижний валок имеет два фланца 1. Охлаждающая вода попадает через отверстие 2 и каналы 3 в кольцевые каналы 4, которые ограничиваются сбоку наваренными ребрами 5 и снаружи кожухом 6. В теле валка профрезеровано несколько продольных пазов, в которые вставляются сухари 7 с каналами 8. Вода отводится через канал 9. На рис. 32 показан процесс формирования листа. Позицией 10 обозначена передняя часть литейного устройства. Жидкий свинец вначале соприкасается с нижним валком и немного позднее — с верхним. В зазор между валками попадает только корочка, затвердевшая на обоих валках. Опыты показали, что глубина жидкой фазы составляет от 5 до 15 толщин листа. Этот же стан может использоваться для изготовления полос из латуни, бронзы, алюминия и даже из стали.
В 1950 г. фирма General Motors Corporation применила для изготовления листов из свинца и свинцовистых сплавов установку, оси валков которой также располагались под углом к горизонтальной плоскости. На рис. 30 и 31 показана конструкция валков. Нижний валок имеет два фланца 1. Охлаждающая вода попадает через отверстие 2 и каналы 3 в кольцевые каналы 4, которые ограничиваются сбоку наваренными ребрами 5 и снаружи кожухом 6. В теле валка профрезеровано несколько продольных пазов, в которые вставляются сухари 7 с каналами 8. Вода отводится через канал 9. На рис. 32 показан процесс формирования листа. Позицией 10 обозначена передняя часть литейного устройства. Жидкий свинец вначале соприкасается с нижним валком и немного позднее — с верхним. В зазор между валками попадает только корочка, затвердевшая на обоих валках. Опыты показали, что глубина жидкой фазы составляет от 5 до 15 толщин листа. Этот же стан может использоваться для изготовления полос из латуни, бронзы, алюминия и даже из стали.В 1932 г. Лoy спроектировал установку, в которой расплавленный металл предварительно доводился до кашеобразного состояния. Эта установка предназначалась для литья стали и железа, но могла использоваться также для меди, свинца и алюминия.
 Принцип работы установки показан на рис. 33. Расплавленный металл вначале охлаждается струями воды и валками с ребрами. При атом образуется гофрированный лист; гофр устраняется в валках 2. Валки 1 и 2 охлаждаются водой. Весь процесс осуществляется в защитной газовой атмосфере. На рис. 34 показана другая конструкция аналогичной установки. Скорость вращения валков регулируется автоматически в зависимости от температуры металла в подводящем желобе или в зоне рифленых валков.
Принцип работы установки показан на рис. 33. Расплавленный металл вначале охлаждается струями воды и валками с ребрами. При атом образуется гофрированный лист; гофр устраняется в валках 2. Валки 1 и 2 охлаждаются водой. Весь процесс осуществляется в защитной газовой атмосфере. На рис. 34 показана другая конструкция аналогичной установки. Скорость вращения валков регулируется автоматически в зависимости от температуры металла в подводящем желобе или в зоне рифленых валков.В 1935 г. Волтон предложил установку, разливочные валки которой имели продольные ребра, как показано на рис. 35, но изделие, в отличие от способа Лoy, прокатывалось на лист только в затвердевшем состоянии с целью повышения прочностных свойств в продольном по отношению к направлению прокатки направлении. Промежуточное разливочное устройство 1 имело разливочное отверстие, перекрываемое шибером 2. Металл заливался в воронку 3, вход которой в промежуточное разливочное устройство можно было закрывать шибером 4.
Эта установка предназначалась в основном для изготовления стальных и железных листов.
 В 1932 г. Лoy предложил разливать сталь в пространство, образованное двумя парами валков. Жидкий металл поступает в зазор между верхними валками и затем выжимается через два боковых зазора в виде затвердевшего листа (рис. 36). Этот способ уменьшает окисление металла и обеспечивает более равномерный теплоотвод. Скорость валков регулируется автоматически в зависимости от температуры металла.
В 1932 г. Лoy предложил разливать сталь в пространство, образованное двумя парами валков. Жидкий металл поступает в зазор между верхними валками и затем выжимается через два боковых зазора в виде затвердевшего листа (рис. 36). Этот способ уменьшает окисление металла и обеспечивает более равномерный теплоотвод. Скорость валков регулируется автоматически в зависимости от температуры металла.На рис. 37 показан другой конструктивный вариант, при котором охлаждаемый металл проходит через несколько пар валков.
По способу Вильямса (1929 г.) жидкий металл подается через водоохлаждаемую воронку и непосредственно соединенную с ней пару валков для регулировки подачи металла в ряд валков, расположенных один под другим. Ниже линии соприкосновения регулировочных валков устанавливается ролик маленького диаметра, который может перемещаться для регулировки расхода металла.
 В 1935 г. Тома предложил промежуточное разливочное устройство, изображенное на рис. 38 и 39. Данная конструкция устраняла опасность образования корочки на стенках промежуточного разливочного устройства в его верхней части, а начинавшееся затвердевание металла в нижней части разливочного устройства герметизировало зазор между разливочным устройством и валками. Верхняя часть устройства 1 футерована огнеупорным материалом, нижняя металлическая часть 2 охлаждается водой. Емкость и высота разливочного устройства должны быть достаточными, чтобы металл в нижней части не имел шлаковых частиц и находился в спокойном состоянии. Для обогрева верхней части разливочного устройства используется индукционная катушка 3.
В 1935 г. Тома предложил промежуточное разливочное устройство, изображенное на рис. 38 и 39. Данная конструкция устраняла опасность образования корочки на стенках промежуточного разливочного устройства в его верхней части, а начинавшееся затвердевание металла в нижней части разливочного устройства герметизировало зазор между разливочным устройством и валками. Верхняя часть устройства 1 футерована огнеупорным материалом, нижняя металлическая часть 2 охлаждается водой. Емкость и высота разливочного устройства должны быть достаточными, чтобы металл в нижней части не имел шлаковых частиц и находился в спокойном состоянии. Для обогрева верхней части разливочного устройства используется индукционная катушка 3.По предложению Стила и Госса, разливочное пространство следует окружать нейтральной атмосферой. На рис. 40 показана установка для разливки меди, алюминия, свинца, цинка, никеля, олова и стали. Корпус 1 защищает весь путь жидкого металла — от плавильной печи по разливочному желобу 2, тиглю 3 и распределителю 4 до валков. В этом корпусе под небольшим давлением создается нейтральная атмосфера для защиты металла от окисления.
По способу фирмы The Cleveland Graphite Bronze Co полосы из металлов, склонных к быстрому затвердеванию, изготовляются таким образом, чтобы металл до подхода к зоне обжатия представлял частично затвердевшую полосу. Осуществление этого способа показано на рис. 41. Таким путем удалось получить листы из кадмиевого свинцового сплава с хорошими свойствами.
В 1939 г. Хазелетт предложил использовать подобный способ для устранения ликвации. Вначале металл разливается на один валок, затвердевает на нем и затем попадает к другому валку.
 Позднее Хазелетт пришел к выводу, что выгодно постоянно поддерживать зеркало жидкого металла выше зазора между валками. В 1944 г. ему удалось отказаться от боковых замыкающих поверхностей, требующих подогрева, заменив их особыми кольцами 1 с ребордами (рис. 42 и 43). В данном примере поверхности охлаждения образованы валком 2 и кольцом 1. Установку можно сконструировать таким образом, чтобы металлическая полоса формировалась внутри кольца (рис. 44). В своем докладе в Нью-Йорке Хазелетт упоминал последнюю конструкцию. Опытная проверка этой установки не дала положительного результата, так как из-за низкого качества краев полосы брак был очень высоким. На рис. 45—48 показан ряд сечений рис. 43 по штрих-пунктирным линиям 3-3, 4-4, 5-5 и 6-6, показывающих положение зеркала жидкого металла на краях полосы.
Позднее Хазелетт пришел к выводу, что выгодно постоянно поддерживать зеркало жидкого металла выше зазора между валками. В 1944 г. ему удалось отказаться от боковых замыкающих поверхностей, требующих подогрева, заменив их особыми кольцами 1 с ребордами (рис. 42 и 43). В данном примере поверхности охлаждения образованы валком 2 и кольцом 1. Установку можно сконструировать таким образом, чтобы металлическая полоса формировалась внутри кольца (рис. 44). В своем докладе в Нью-Йорке Хазелетт упоминал последнюю конструкцию. Опытная проверка этой установки не дала положительного результата, так как из-за низкого качества краев полосы брак был очень высоким. На рис. 45—48 показан ряд сечений рис. 43 по штрих-пунктирным линиям 3-3, 4-4, 5-5 и 6-6, показывающих положение зеркала жидкого металла на краях полосы.В 1899 г. Вебстер сконструировал установку для изготовления полос из легкоплавких металлов, например свинца. Кристаллизатор состоял из трех колес, вращающихся вокруг общей горизонтальной оси, причем два из них образовывали кольцевую рабочую полость, а третье закрывало эту полость, начиная от места подачи металла до места окончательного его затвердевания.
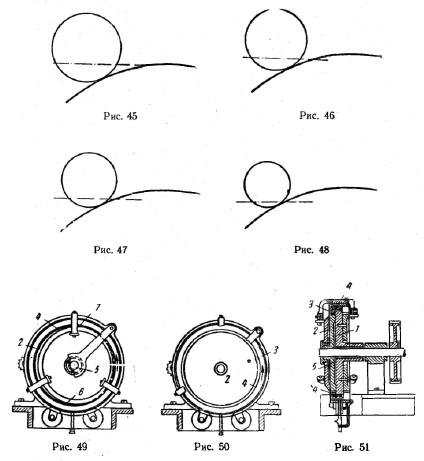 На рис. 49 показан общий вид этой установки, на рис. 50 — тот же вид, но со снятым передним диском и на рис. 51 — поперечное сечение. Колеса 1 и 2 установлены на подшипниках эксцентрично относительно друг друга. Колесо 1 имеет кольцевой фланец 3, толщина которого равна толщине колеса 2, но внутренний диаметр которого больше внешнего диаметра колеса 2. Таким образом, между ними образуется свободное пространство 4, куда заливается расплавленный металл и где происходит формирование листа. Диск 5 закрывает только часть разливочного пространства 4. Колеса вращаются в направлении, указанном стрелкой. Место подвода жидкого металла показано позицией 6, а выход затвердевшей полосы — позицией 7.
На рис. 49 показан общий вид этой установки, на рис. 50 — тот же вид, но со снятым передним диском и на рис. 51 — поперечное сечение. Колеса 1 и 2 установлены на подшипниках эксцентрично относительно друг друга. Колесо 1 имеет кольцевой фланец 3, толщина которого равна толщине колеса 2, но внутренний диаметр которого больше внешнего диаметра колеса 2. Таким образом, между ними образуется свободное пространство 4, куда заливается расплавленный металл и где происходит формирование листа. Диск 5 закрывает только часть разливочного пространства 4. Колеса вращаются в направлении, указанном стрелкой. Место подвода жидкого металла показано позицией 6, а выход затвердевшей полосы — позицией 7.В 1900 г. Вебстер улучшил конструкцию своей установки.
В 1938 г. фирма Vereinigte AluminiumwerKe AG использовала идею Вебстера и предложила установку, показанную на рис. 52 и 53. Рабочая полость образована стальным кольцом 1 с фланцами 2 и эксцентрично расположенным кольцом 3. Оба кольца приводятся во вращение таким образом, чтобы их окружные скорости в месте заливки металла были равными по величине и по направлению. Жидкий металл, место подвода которого обозначено позицией 4, быстро затвердевает и перемещается в направлении, показанном стрелкой. Вследствие постепенного расширения пространства между формующими стенками полоса освобождается, что устраняет возможность образования усадочных трещин. Затвердевшую полосу целесообразно выводить в самом широком месте рабочего пространства и передавать затем к прокатному стану.
 В 1950 г. Тинлей предложил устройство, показанное на рис. 54 и 55. Рабочая полость образуется колесами большого и малого диаметра. Малое колесо охлаждается водой; ось его вращения может перемещаться. Поэтому заготовка, несмотря на усадку, на значительном по длине участке соприкасается со стенками большого колеса и даже оказывает на него давление. После затвердевания заготовка постепенно выводится из машины.
В 1950 г. Тинлей предложил устройство, показанное на рис. 54 и 55. Рабочая полость образуется колесами большого и малого диаметра. Малое колесо охлаждается водой; ось его вращения может перемещаться. Поэтому заготовка, несмотря на усадку, на значительном по длине участке соприкасается со стенками большого колеса и даже оказывает на него давление. После затвердевания заготовка постепенно выводится из машины.В 1936 г. Кокс предложил установку для разливки металла в вертикальные или слегка наклоненные валки. На рис. 56 показан вертикальный разрез данной установки, а на рис. 57 — горизонтальный разрез по линии AA рис. 56. Установка имеет четыре вертикальных валка 1, 2, 3 и 4. Зазор между двумя парами валков устанавливается винтами 5 и 6. Металл подводится снизу через U-образную керамическую трубу 7. В расширенную часть 8 трубы заливается жидкий металл, 9 — шлакосборник и 10 — стопорная пробка, служащая для опорожнения трубы. В глухом канале 12 собираются неметаллические включения. Установка работает следующим образом. Валки вращаются, после чего снизу через устройство 11 подводится металл. Металл, попавший в пространство между валками, затвердевает, с одной стороны, между валками У и 2 и, с другой стороны, между валками 3 и 4, благодаря чему образуются сразу две полосы, вытягиваемые тянущими валками 13. Система подвода металла позволяет поддерживать его температуру на постоянном уровне добавлением более теплого или холодного металла. Постоянный уровень жидкого металла в воронке 8 обеспечивает определенное металлостатическое давление. Охлаждающее действие валков и скорость их вращения также могут регулироваться.
На рис. 58 и 59 показана другая конструкция установки, которая имеет только два наклоненных валка. Рис. 59 является сечением установки по линии BB (рис. 58). Воронка 14, футерованная огнеупорным материалом, образует резервуар для жидкого металла. Нижняя часть воронки простирается до низа валков и является уплотнением; 15 — выходящая полоса.
В 1907 г. Бишоп предложил способ, по которому металл (типа свинца, олова, цинка) или сплав заливается на стол, вначале подогреваемый, а затем охлаждаемый. Затвердевший металл раскатывается в паре расположенных один за другим валков, как показано на рис. 60.
 В 1908 г. Бишоп заменил стационарный стол на подвижную ленту, чтобы устранить трещины, возникающие в полосе перед окончательным затвердеванием. После затвердевания полоса попадает на стационарный стол и затем в валки. Бишоп предложил также разливку биметаллических полос, заливая, например, вначале на движущуюся ленту свинец, а затем — на слой свинца олово.
В 1908 г. Бишоп заменил стационарный стол на подвижную ленту, чтобы устранить трещины, возникающие в полосе перед окончательным затвердеванием. После затвердевания полоса попадает на стационарный стол и затем в валки. Бишоп предложил также разливку биметаллических полос, заливая, например, вначале на движущуюся ленту свинец, а затем — на слой свинца олово.В 1936 г. компания Vereinigte Aluminiumwerke AG предложила способ литья между валком и плоской плитой для устранения недостатков, возникающих при разливке металла между двумя валками и заключающихся в том, что шлаки и газы не могут свободно выделяться вверх, а увлекаются жидким металлом в валки и оказываются в затвердевшей полосе. Жидкий металл в предлагаемом устройстве подается на пластину на определенном расстоянии от валков. При этом создается возможность для свободного удаления газов в процессе затвердевания. Установка показана на рис. 61 и, 62. На рис. 62 показан вид установки сверху. Под рабочим валком 1 на роликах 3 и 4 располагается плита 2, ограничиваемая с двух сторон ребрами 5 из плохо проводящего тепло материала. Затвердевание происходит равномерно по всей ширине снизу вверх. На определенном расстоянии от валка располагается торцовая стенка 6, уплотненная между плитой 2 и ребрами 5 графитом. Жидкий металл заливается на плиту через широкое сопло 7. Для охлаждения под плитой имеется ванна 8 с подводящей воду трубой 9. Охлаждающая вода подается на плиту форсунками 10. Затвердевшая лента металла 11 попадает в приводные валки 12.
 В 1887 г. Брук предложил установку (рис. 63) с водоохлаждаемым каналом для подвода расплавленного металла. Металл подается в воронку 1, изготовленную из стального листа, футерованного огнеупорным материалом, и по наклоненному каналу 2 попадает к валкам 3 и 4. В начале разливки применяется затравка 5. Скорость подачи металла регулируется таким образом, чтобы при достижении валков он имел требуемую консистенцию.
В 1887 г. Брук предложил установку (рис. 63) с водоохлаждаемым каналом для подвода расплавленного металла. Металл подается в воронку 1, изготовленную из стального листа, футерованного огнеупорным материалом, и по наклоненному каналу 2 попадает к валкам 3 и 4. В начале разливки применяется затравка 5. Скорость подачи металла регулируется таким образом, чтобы при достижении валков он имел требуемую консистенцию.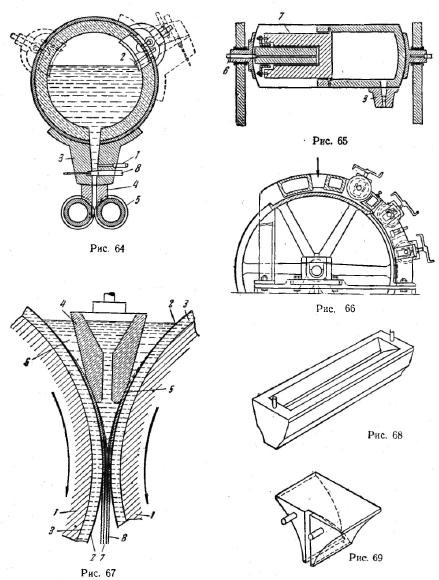 В 1898 г. Хаммерсфар предложил подавать жидкий металл под давлением воздуха и разработал установку, представленную на рис. 64 и 65. Вначале разливочный ковш, футерованный изнутри огнеупорным материалом, устанавливают в положение, показанное пунктиром, заполняют жидким металлом и тщательно закрывают. Затем через трубу 1 вдувают нагретый воздух, удаляемый трубами 2. Если насадка 3 находится против подводящей проводки 4 валков 5, то валки начинают вращаться, а в пространство над жидким металлом в ковше под высоким давлением вводится по трубам 6 под поршень 7 пар, воздух или вода. Как только поршень продвинется настолько, что жидкий металл перекроет отводящую трубу 2, затыкаемую затем глиняной пробкой, насадка 3 отрывается перемещением конического стопора 8.
В 1898 г. Хаммерсфар предложил подавать жидкий металл под давлением воздуха и разработал установку, представленную на рис. 64 и 65. Вначале разливочный ковш, футерованный изнутри огнеупорным материалом, устанавливают в положение, показанное пунктиром, заполняют жидким металлом и тщательно закрывают. Затем через трубу 1 вдувают нагретый воздух, удаляемый трубами 2. Если насадка 3 находится против подводящей проводки 4 валков 5, то валки начинают вращаться, а в пространство над жидким металлом в ковше под высоким давлением вводится по трубам 6 под поршень 7 пар, воздух или вода. Как только поршень продвинется настолько, что жидкий металл перекроет отводящую трубу 2, затыкаемую затем глиняной пробкой, насадка 3 отрывается перемещением конического стопора 8.В 1890 г. Пильштинер предложил установку для бесслитковой прокатки, которая вместо двух валков большог0 диаметра имела один большой валок диаметром 1,5 м и несколько маленьких холостых валков диаметром 230 мм, расположенных по окружности большого валка (рис. 66). Жидкий металл подается на большой вращающийся валок и затем попадает под маленькие валки. При разливке металлов с высокой температурой плавления первый маленький валок должен изготовляться из огнеупорного материала.
Установку с одним большим и несколькими маленькими валками, расположенными по его окружности, описал в 1918 г. Брестед. Устройство предназначалось для получения типографских литер.
В 1936 г. фирма American Rolling Mill Co предложила способ непрерывного литья многослойных полос. На рис. 67 показана принципиальная схема установки, на рис. 68 — промежуточный разливочный желоб и на рис. 69 — боковая крышка. Валки 1 имеют кожух 2 из высокотеплопроводного металла, например меди. Кожух охлаждается газообразным или жидким веществом 3. 4 — промежуточный желоб из огнеупорного материала для подвода металла сердцевины. Для отделения металла сердцевины от материала покрытия изогнутые поверхности 5 желоба подгоняются к валкам. Опусканием или подниманием желоба можно регулировать и изменять зазор между валком и желобом и таким образом регулировать толщину слоев покрытия многослойного листа. Для покрытия служит металл 6, затвердевающий до соприкосновения с жидким сердцевинным металлом. Слои покрытия свариваются за счет тепла сердцевинного металла. Лист, покидая валки, состоит из сердцевинного слоя 7 и слоев покрытия 8. Боковые крышки, показанные на рис. 69, предотвращают вытекание металла из валков. Они должны изготовляться из огнеупорного неметаллического материала, чтобы не охлаждать металл.
В 1936 г. эта же фирма предложила получать многослойные полосы, пропуская твердую металлическую полосу через расплавленный металл. На рис. 70 показан узел предлагаемого устройства. Валки 1 имеют кожух 2 из высокотеплопроводного металла, например меди; 3 — охлаждающая жидкость. Жидкий металл для покрытия основного металла 5 отделяется от валка двумя огнеупорными деталями 4, расположенными рядом с валками и образующими своего рода желоб; 6 — металлическая полоса.
 В 1936 г. компания Compagnie des Forges de Chаtillon намеревалась заливать металл между двумя листами, пропущенными через валки и предотвращающими непосредственное соприкосновение металла с валками (рис. 71 и 72). Листы, пропускаемые через валки, имеют боковые ребра.
В 1936 г. компания Compagnie des Forges de Chаtillon намеревалась заливать металл между двумя листами, пропущенными через валки и предотвращающими непосредственное соприкосновение металла с валками (рис. 71 и 72). Листы, пропускаемые через валки, имеют боковые ребра.В 1938 г. аналогичное предложение сделала фирма American Rolling Mill Co. Сердцевинный металл заливался между листами покрытия, до их соприкосновения с валками, чтобы обеспечить лучшую свариваемость слоев металла.
Для изготовления толстых профилей Шварц в 1939 г. предложил изгибать валками 3 полосы 1, подогретые горелками 2, и заливать металл в образовавшееся пространство, чтобы получить заготовку 4 желаемой формы и толщины (рис. 73 и 74).
В 1936 г. фирма Metal Carbides Corporation предложила разливать жидкий металл по способу, показанному на рис. 75. На движущуюся ленту из воронки насыпаются мелкие твердые частицы металла. Жидкий металл заливается в пространство между лентами и очень быстро затвердевает с поверхности, чему способствует наличие твердых металлических частиц.
 В 1915 г. Лисберг спроектировал установку для получения из жидкого металла шаров, которые после выхода из машины были связаны между собой лишь тонким облоем.
В 1915 г. Лисберг спроектировал установку для получения из жидкого металла шаров, которые после выхода из машины были связаны между собой лишь тонким облоем.В 1922 г. Алгрен предложил такую же установку для изготовления сеток, а в 1926 г. Девис — для изготовления свинцовых пластин аккумуляторов.
В 1889 г. Нортон и Адкок пытались получить трубы из стали и других металлов, заливая расплавленный металл между двумя вращающимися водоохлаждаемыми валками с ребордами и оправкой, которая также охлаждалась изнутри (рис. 76 и 77).
В 1892 г. Лаваль для получения трубы с одинаковой толщиной стенки предложил применять валки, показанные на рис. 78 и 79.
 В 1875 г. Стивенсон предложил изготовлять свинцовые трубы, подавая жидкий металл между валками и водоохлаждаемой оправкой под давлением снизу поршня (рис. 80 и 81). 1 и 2 — валки, 3 — оправка, 4 — поршень.
В 1875 г. Стивенсон предложил изготовлять свинцовые трубы, подавая жидкий металл между валками и водоохлаждаемой оправкой под давлением снизу поршня (рис. 80 и 81). 1 и 2 — валки, 3 — оправка, 4 — поршень.В 1885 г. Морган сконструировал установку для изготовления проволоки. Установка состояла из плавильной печи, ковша для рафинирования металла, пары валков с разливочным устройством и прокатного стана.
В 1886 г. аналогичную установку для изготовления проволоки и прутков из жидкого металла предложили Вашбург и Даниельс.
В 1926 г. Фурман рекомендовал заливать металл, расплавленный в высокочастотной печи, между двумя валками непосредственно из отверстия в дне печи. Предполагалось изготавливать проволоку, прутки и трубы.
В 1889 г. Нортон и Гудзон применили способ, показанный на рис. 76 и 77, предложив разливать жидкий металл в полость между четырьмя дисками, оси которых лежат в одной горизонтальной плоскости (рис. 82).
В 1936 г. Гербрахт предложил новую установку. Жидкий металл заливается в воронкообразную полость, стенки которой перемещаются в направлении движения металла (рис. 83—88). На рис. 83 схематически изображен вид устройства сверху, на рис. 84 — вид сбоку, на рис. 85, 86 и 87 — сечения по AA, BB и CC, показанным на рис. 84, а на рис. 88 — осевое сечение через один диск вместе с подшипником.
 Четыре взаимодействующих диска 1, 2, 3 и 4 установлены в одной плоскости. Каждый диск имеет шаровые поверхности 5 снаружи и 6 — внутри. На рис. 83 видно, что наружная шаровая поверхность каждого валка входит во внутреннюю поверхность соседнего валка, образуя таким образом воронкообразную рабочую полость с подвижными стенками. Валки и их несущие валы, как показано на рис. 88, — пустотелые, в них проходит трубопровод 7 для подвода охлаждающей жидкости.
Четыре взаимодействующих диска 1, 2, 3 и 4 установлены в одной плоскости. Каждый диск имеет шаровые поверхности 5 снаружи и 6 — внутри. На рис. 83 видно, что наружная шаровая поверхность каждого валка входит во внутреннюю поверхность соседнего валка, образуя таким образом воронкообразную рабочую полость с подвижными стенками. Валки и их несущие валы, как показано на рис. 88, — пустотелые, в них проходит трубопровод 7 для подвода охлаждающей жидкости.В 1938 г. Гербрахт предложил заливать мягкую сталь через дисковые валки, образующие воронкообразную рабочую полость. Струи металла при попадании на охлаждаемые валки разбиваются на мелкие капли, которые затем свариваются в рабочей полости под давлением валков. Схема процесса представлена на рис. 89 (ближайший дисковый валок не показан). Струя металла разбивается на капли продувкой воздуха или другого газа. Применяя оправку, можно изготавливать полые заготовки.
 Все рассмотренные выше машины для непрерывного литья имеют недостаток, связанный со скольжением шаровых поверхностей 5 и 6 (рис. 88) одна относительно другой, что требует повышенного расхода энергии и вызывает увеличенный вынос соприкасающихся поверхностей. Фирма La Soudure Electrigue Autogena SA в 1944 г. устранила этот недостаток, частично заменив шаровые соприкасающиеся поверхности поверхностями вращения, которые дают возможность сближать валки только в центральной части устройства, где их относительное движение осуществляется обкатыванием без скольжения.
Все рассмотренные выше машины для непрерывного литья имеют недостаток, связанный со скольжением шаровых поверхностей 5 и 6 (рис. 88) одна относительно другой, что требует повышенного расхода энергии и вызывает увеличенный вынос соприкасающихся поверхностей. Фирма La Soudure Electrigue Autogena SA в 1944 г. устранила этот недостаток, частично заменив шаровые соприкасающиеся поверхности поверхностями вращения, которые дают возможность сближать валки только в центральной части устройства, где их относительное движение осуществляется обкатыванием без скольжения.На рис. 90 показана конструкция устройства с четырьмя валками 1. Boгнутые поверхности остались сферическими, а выпуклые заменены кольцевыми проточками. На рис. 91 показана разливка жидкого металла в такжe валки при контроле уровня металла с помощью фотореле 2, которое отравляет механизмом наклона разливочного ковша.
В 1936 г. фирма La Soudure Electrigue Autogene SA предложила устранять образование затвердевшей оболочки с жидкой сердцевиной, отливая расплавленный металл с определенной высоты, чтобы обеспечить его быстрое перемешивание. К моменту подхода к валкам металл должен быть в тестообразном состоянии. Способ предназначался для изготовления прутков толщиной менее 12 мм и проволоки преимущественно диаметром 6,35 мм. Установка показана на рис. 92. Диаметр четырех валков равен 220 мм, диаметр проволоки 5 мм. При скорости вращения валков 39 об/мин установка имеет производительность 18 м проволоки в 1 мин. Жидкий металл защищается от окисления слоем шлака. Для этой цели может быть применен также защитный газ: например светильный газ при разливке углеродистых сталей и азот — для хромоникелевых сталей. Валки снаружи охлаждаются водой и высушиваются затем мощным потоком воздуха.
По предложению, сделанному в 1945 г. бельгийской фирмой, для изготовления сварочной проволоки заливкой металла между четырьмя валками в жидкий металл присаживается флюс. Главной целью этого предложения является получение тонкой стальной проволоки методом непрерывного литья. Промышленному использованию этого способа мешает ряд трудностей, которые, как можно надеяться, в будущем будут успешно преодолены. Здесь следует упомянуть также о предложениях по предварительному охлаждению расплавленной стали перед валками, которые сделал Хюльсмейер.
 В 1944 г. фирма Gebr Bоhler Co AG разработала проект установки для производства клинообразных профилей, которая показана на рис. 93, 94 и 95. Установка состоит из станины 1 с медными водоохлаждаемыми валками 2 и 3. В валке 2 прорезается винтовой профильный калибр, валок 3 имеет гладкую поверхность. Жидкая сталь заливается в зазор между валками через подвижную воронку 6, перемещаемую вдоль валка шпинделем 7. Теплоотвод регулируется скоростью вращения валков, скоростью разливки или изменением диаметра валков. Температура стали в зазоре между валками должна снижаться от 1650 до 1300°, т. е. почти на 350°. Охлаждению способствует вдувание окиси углерода во врезанный калибр. Разливку целесообразно начинать с более тонкого сечения. Привод валков осуществляется регулируемым двигателем постоянного тока. Выводная проводка 4 закреплена на винтовом шпинделе 5, связанном с валками, и перемещается в направлении бочки валка.
В 1944 г. фирма Gebr Bоhler Co AG разработала проект установки для производства клинообразных профилей, которая показана на рис. 93, 94 и 95. Установка состоит из станины 1 с медными водоохлаждаемыми валками 2 и 3. В валке 2 прорезается винтовой профильный калибр, валок 3 имеет гладкую поверхность. Жидкая сталь заливается в зазор между валками через подвижную воронку 6, перемещаемую вдоль валка шпинделем 7. Теплоотвод регулируется скоростью вращения валков, скоростью разливки или изменением диаметра валков. Температура стали в зазоре между валками должна снижаться от 1650 до 1300°, т. е. почти на 350°. Охлаждению способствует вдувание окиси углерода во врезанный калибр. Разливку целесообразно начинать с более тонкого сечения. Привод валков осуществляется регулируемым двигателем постоянного тока. Выводная проводка 4 закреплена на винтовом шпинделе 5, связанном с валками, и перемещается в направлении бочки валка.Данный процесс не является собственно процессом непрерывного литья, так как получающиеся заготовки имеют определенную длину, равную длине винтового калибра.
- Об изменении гелей алюмосиликатного состава в условиях постоянной инфильтрации
- Экспериментальное изучение процесса силификации брусита Mg(OH)2
- О геохимических особенностях различных зональных процессов, действующих при поверхностном выветривании пород (цикл алюминия-кремнезема)
- Об экспериментальном выветривании каолинита и его преобразовании в бёмит под действием воды
- Геохимический синтез осадконакопления
- Экспериментальное моделирование процесса осадконакопления
- Экспериментальное исследование и его значение для литологии
- Развитие процессов поверхностного выветривания
- Геохимические основы классификации почвообразования
- Моделирование процессов новообразования минералов при выветривании
