Нержавеющий присадочный металл для трудносвариваемых сталей
Аустенитная фаза в номинально аустенитном или феррито-аустенитном присадочном металле резко ограничивает диффузию водорода из металла шва в ферритный или мартенситный металл ЗТВ. Более того, такой металл шва - вязкий и пластичный по сравнению с металлом шва высокоуглеродистых сталей. В результате номинально аустенитные нержавеющие и феррито-аустенитные нержавеющие присадочные металлы нержавеющих сталей использовались для решения проблем образования трещин в ЗТВ при сварке ряда трудносвариваемых сталей. Примерами трудносвариваемых сталей являются стали с содержанием углерода более 0,25 %, включая броневую сталь, используемую в военной технике, например в танках, стали, стойкие к абразивному износу, используемые в горнодобывающей промышленности, инструментальные стали, используемые для инструмента металлообработки и т. п. Присадочные материалы нержавеющих сталей, используемые с этой целью, включают следующие марки: 307, 308НМо, 309Мо, 310, 312, европейская сталь 18 8 Mn (которая в Европе ошибочно считается как марка 307). Химический состав стали 18 8 Mn отличается от химического состава марки 307 тем, что последний содержит молибден, в то время как 18 8 Mn его не содержит и состав стали 307 имеет меньшее содержание марганца, чем в стали 18 8 Mn.
Диаграмма Шеффлера и диаграмма WRC-1992 (модифицированная для включения границ мартенситной области) могут быть использованы для прогнозирования возможности превращения металла корневого прохода шва в мартенсит, а также возможности содержания феррита в нем. Из указанных присадочных металлов, по-видимому, только при использовании марки 312 для сварки трудносвариваемых сталей металл корневого прохода будет содержать феррит. Ho металлы других химических составов имеют хорошее сопротивление к образованию кристаллизационных трещин даже при отсутствии феррита, поэтому такие присадочные материалы достаточно широко используются. Прогнозирование диаграмм Шеффлера и WRC-1992 аналогичны для случая сварки сталей A508 или А36 со сталью 304L. Ho обе диаграммы не всегда показывают схожие прогнозирования. Таким примером может служить сварка листов стали для абразивного износа с конструкционной сталью с использованием сварочных материалов нержавеющей стали. Такой выбор сварочных материалов часто делают применительно к оборудованию добычи руды в горнодобывающей отрасли для исключения высокотемпературного предварительного подогрева, поскольку стали, стойкие к абразивному износу, крайне чувствительны к водородному растрескиванию в ЗТВ при использовании ферритных присадочных материалов. Аустенитные сварочные материалы не позволяют водороду перейти из металла шва в ЗТВ, тем самым существенно снижая требования к предварительному подогреву. Для выполнения однопроходных угловых швов наиболее часто используют в качестве присадочного металла марку 307 или европейскую марку 18 8 Mn для указанных выше целей.

 В табл. 9.1 приведен химический состав конструкционной стали А36, стали AR (пластин), стойкой к абразивному износу, и присадочного материала 18 8 Mn. Там же приведены химические составы “синтетического” основного металла, состоящего из смеси реальных основных металлов в пропорции 50/50, металла корневого прохода, разбавленного на 30 % и состоящего из 15 % стали А36, 15 % стали AR и 70 % присадочного материала 18 8 Mn. В этой таблице также приведены хром-эквивалент и никель-эквивалент, рассчитанные для диаграмм Шеффлера и WRC-1992. Результаты расчетов нанесены на диаграмму Шеффлера (рис. 9.14). Спрогнозированный химический состав показан в центре поля диаграммы мартенсит + аустенит. Полученный результат прогнозирует в структуре металла шва половину мартенсита, следовательно, такой металл будет хрупок. На диаграмме WRC-1992 (рис. 9.15), модифицированной расширением поля осей и границ мартенсита при содержании 4 % марганца, нанесены указанные химические составы. Следует обратить внимание, что согласно табл. 9.1 металл сварного углового шва содержит чуть больше 4 % марганца, следовательно, соответствующая мартенситная граница приемлема. Спрогнозированный химический состав металла шва лежит выше и правее мартенситной границы, поэтому в такой прогнозируемой микроструктуре металла шва мартенсита не будет, и он должен быть полностью аустенитным. Металл указанного химического состава имеет высокую стойкость к образованию кристаллизационных трещин без наличия феррита.
В табл. 9.1 приведен химический состав конструкционной стали А36, стали AR (пластин), стойкой к абразивному износу, и присадочного материала 18 8 Mn. Там же приведены химические составы “синтетического” основного металла, состоящего из смеси реальных основных металлов в пропорции 50/50, металла корневого прохода, разбавленного на 30 % и состоящего из 15 % стали А36, 15 % стали AR и 70 % присадочного материала 18 8 Mn. В этой таблице также приведены хром-эквивалент и никель-эквивалент, рассчитанные для диаграмм Шеффлера и WRC-1992. Результаты расчетов нанесены на диаграмму Шеффлера (рис. 9.14). Спрогнозированный химический состав показан в центре поля диаграммы мартенсит + аустенит. Полученный результат прогнозирует в структуре металла шва половину мартенсита, следовательно, такой металл будет хрупок. На диаграмме WRC-1992 (рис. 9.15), модифицированной расширением поля осей и границ мартенсита при содержании 4 % марганца, нанесены указанные химические составы. Следует обратить внимание, что согласно табл. 9.1 металл сварного углового шва содержит чуть больше 4 % марганца, следовательно, соответствующая мартенситная граница приемлема. Спрогнозированный химический состав металла шва лежит выше и правее мартенситной границы, поэтому в такой прогнозируемой микроструктуре металла шва мартенсита не будет, и он должен быть полностью аустенитным. Металл указанного химического состава имеет высокую стойкость к образованию кристаллизационных трещин без наличия феррита. Диаграмма Шеффлера прогнозирует содержание 50 % мартенсита в металле шва, в то время как модифицированная диаграмма WRC-1992 прогнозирует отсутствие мартенсита. Что верно? На рис. 9.16 показан оригинальный угловой шов (вверху) между пластинами стали марки AR толщиной 1/2 дюйма и стали А36 толщиной 1 дюйм. Микроструктура металла сварного шва (внизу) полностью аустенитная. Таким образом, диаграмма WRC-1992 показывает в этом случае более точное прогнозирование.
Диаграмма Шеффлера прогнозирует содержание 50 % мартенсита в металле шва, в то время как модифицированная диаграмма WRC-1992 прогнозирует отсутствие мартенсита. Что верно? На рис. 9.16 показан оригинальный угловой шов (вверху) между пластинами стали марки AR толщиной 1/2 дюйма и стали А36 толщиной 1 дюйм. Микроструктура металла сварного шва (внизу) полностью аустенитная. Таким образом, диаграмма WRC-1992 показывает в этом случае более точное прогнозирование.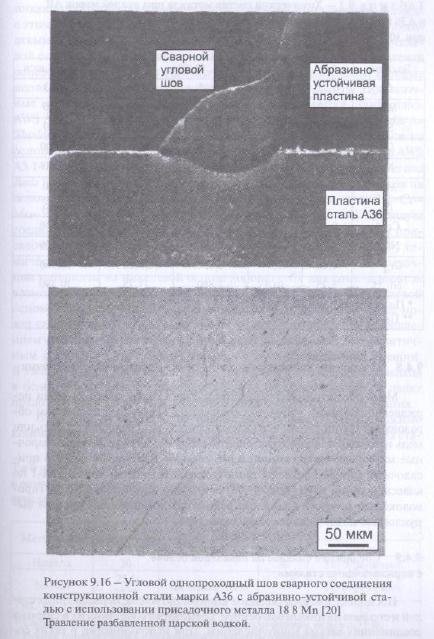
- Соединение мартенситной нержавеющей стали с ферритной нержавеющей сталью
- Соединение аустенитной нержавеющей стали с мартенситной нержавеющей сталью
- Соединение аустенитной нержавеющей стали с дуплексной нержавеющей сталью
- Свариваемость сварных соединений из нержавеющей стали
- Соединений углеродистых и низколегированных сталей с аустенитными нержавеющими сталями
- Применение разнородных сварных соединений
- Свариваемость дисперсионно-твердеющих нержавеющих сталей
- Механические свойства сварных соединений дисперсионно-твердеющих нержавеющих сталей
- Металлургия сварки дисперсионно-твердеющих нержавеющих сталей
- Аустенитные дисперсионно-твердеющие нержавеющие стали
