Зона термического влияния сварных соединений мартенситных нержавеющих сталей
Зона термического влияния (ЗТВ) сварных соединений мартенситных нержавеющих сталей в состоянии непосредственно после сварки может иметь участки с различной микроструктурой. Макрошлиф металла шва из нержавеющей стали 12Сr—1Mo, выполненного дуговой сваркой без присадочного материала, показан на рис. 4.7, где различимы две области в ЗТВ: темная, непосредственно примыкающая к зоне расплавления, и более широкая светлая. На рис. 4.8 представлена практически та же диаграмма, что и на рис. 4.1, но для описания микроструктуры низкоуглеродистых сталей (с содержанием углерода 0,15 %). Диаграмма используется для описания структуры ЗТВ на рис. 4.7.
 В низкоуглеродистых сталях при металлографических исследованиях методами оптической металлографии и при измерении микротвердости могут быть выявлены четыре области, как показано на рис, 4.9, для стали 12Сr—1Mo (см. рис. 4.7). Первая область ЗТВ непосредственно примыкает к границе сплавления. В этой области основная масса металла при повышенной температуре имеет структуру аустенита, однако по границам зерен может присутствовать некоторое количество феррита (рис. 4.10a). Так как углерод является аустснизатором, увеличение его концентрации свыше 0,15 % расширит область аустенита и сузит область феррита при повышенной температуре. По мере охлаждения до комнатной температуры аустенит трансформируется в мартенсит, при этом сохраняется некоторое количество феррита. Количество феррита, которое сохранится при комнатной температуре, зависит от его первоначального количества, а также от степени превращения этого феррита по мере его трансформации при охлаждении через область существования аустенита. Присутствие феррита может обеспечить локальное снижение твердости вблизи границы сплавления и в ЗТВ, как показано на рис. 4.9.
В низкоуглеродистых сталях при металлографических исследованиях методами оптической металлографии и при измерении микротвердости могут быть выявлены четыре области, как показано на рис, 4.9, для стали 12Сr—1Mo (см. рис. 4.7). Первая область ЗТВ непосредственно примыкает к границе сплавления. В этой области основная масса металла при повышенной температуре имеет структуру аустенита, однако по границам зерен может присутствовать некоторое количество феррита (рис. 4.10a). Так как углерод является аустснизатором, увеличение его концентрации свыше 0,15 % расширит область аустенита и сузит область феррита при повышенной температуре. По мере охлаждения до комнатной температуры аустенит трансформируется в мартенсит, при этом сохраняется некоторое количество феррита. Количество феррита, которое сохранится при комнатной температуре, зависит от его первоначального количества, а также от степени превращения этого феррита по мере его трансформации при охлаждении через область существования аустенита. Присутствие феррита может обеспечить локальное снижение твердости вблизи границы сплавления и в ЗТВ, как показано на рис. 4.9.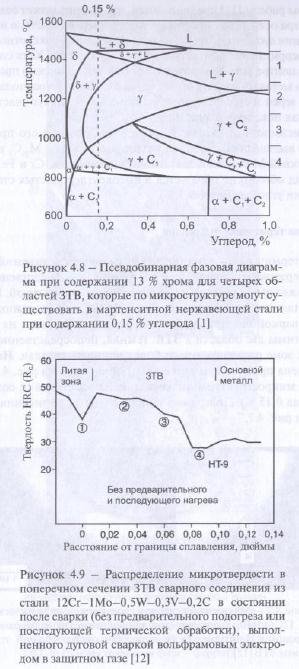 Во второй области ЗТВ микроструктура будет полностью аустенитной при повышенной температуре. Температура этой области ЗТВ достаточно высока, и карбиды основного металла будут растворяться, а зерно аустенита расти. По мере охлаждения эта область будет полностью мартенситной. Основная масса углерода перейдет опять в твердый раствор, что обусловливает в общем пиктвердости в этой области.
Во второй области ЗТВ микроструктура будет полностью аустенитной при повышенной температуре. Температура этой области ЗТВ достаточно высока, и карбиды основного металла будут растворяться, а зерно аустенита расти. По мере охлаждения эта область будет полностью мартенситной. Основная масса углерода перейдет опять в твердый раствор, что обусловливает в общем пиктвердости в этой области.Третья область ЗТВ также переходит в аустенит при сварочном нагреве. Поскольку температура в ней ниже, чем во второй области, то растворение карбидов в ней будет не столь ярко выраженным и рост зерна аустенита будет менее интенсивным. Это относительное снижение роста зерна связано с двумя факторами — с более низкой температурой нагрева и влиянием нерастворившихся карбидных выделений. Отсутствие растворения карбидов приводит к более низкой концентрации углерода в аустените и к дальнейшему снижению твердости мартенсита, формирующегося при охлаждении.
 В четвертой области аустенитное превращение отсутствует или незначительно и микроструктура при исследовании средствами оптической металлографии практически идентична микроструктуре основного металла, закаленного и отпущенного. В интервале температур от 800 до 950 °С (от 1470 до 1740 °F) может произойти огрубление карбидных выделений, что приведет к некоторому локальному снижению твердости по сравнению с основным металлом (см. рис. 4.9).
В четвертой области аустенитное превращение отсутствует или незначительно и микроструктура при исследовании средствами оптической металлографии практически идентична микроструктуре основного металла, закаленного и отпущенного. В интервале температур от 800 до 950 °С (от 1470 до 1740 °F) может произойти огрубление карбидных выделений, что приведет к некоторому локальному снижению твердости по сравнению с основным металлом (см. рис. 4.9).Если сталь содержит углерода больше, то двухфазная зона аустенит + феррит сужается или исчезает (см. рис. 4.8). Это приведет к исчезновению зоны низкой твердости на границе сплавления, так как неотпущенный мартенсит займет всю область до границы сплавления. Например, сталь с содержанием углерода 0,4 % не будет иметь структуры феррита в ЗТВ вблизи границы сплавления, как следует изданных, представленных на рис. 4.8. При более низком содержании углерода феррит может образоваться в ЗТВ вблизи границы сплавления, приводя к заметному снижению твердости.
- Зона расплавления мартенситных нержавеющих сталей
- Физическая и механическая металлургия мартенситных нержавеющих сталей
- Стандартные мартенситные нержавеющие стали и присадочные материалы
- Мартенситные нержавеющие стали
- Прогнозирование содержания феррита с помощью нейронной сети
- Феррито-мартенситные системы легирования нержавеющих сталей
- Аустенитно-мартенситные системы легирования нержавеющих сталей
- Диаграммы WRC-1988 и WRC-1992
- Другие диаграммы легирования нержавеющих сталей
- Диаграмма Делонга
