Технологические комплексы брикетных фабрик для производства брикетов из каменных углей
Брикетные фабрики для производства брикетов из каменных углей перерабатывают отсевы угольной мелочи с применением в качестве связующего вещества преимущественно каменноугольного пека, который добавляют в уголь в жидком расплавленном состоянии или в твердом виде (на старых брикетных фабриках)
Высокозольные угли подвергаются предварительно обогащению, а затем после сушки брикетируются.
Ниже приведено описание технологического ком-плеска подобной брикетной фабрики производительностью 350 тыс. т брикетов в год. На фабрику поступают отсевы угольной мелочи крупностью 0—13 мм.
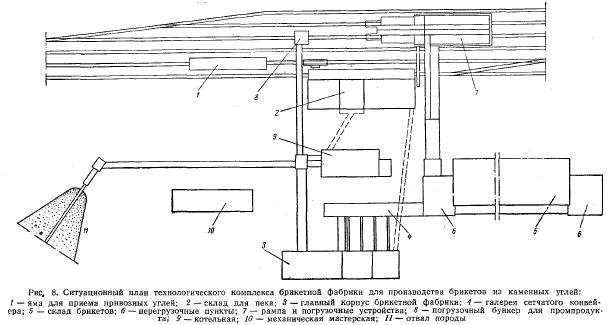
Технологический комплекс брикетной фабрики (рис. 8) состоит из следующих основных зданий и сооружений; ямы для приема привозных углей; склада для каменноугольного пека с плавильными устройствами; здания главного корпуса, в котором размещены дробильно-сортировочный, сушильный, обогатительный и прессовый цехи; галереи сетчатого конвейера для охлаждения брикетов; рампы с погрузочным пунктом брикетов; склада брикетов; зданий котельной и ремонтно-механической мастерской; конвейерных галерей и перегрузочных пунктов; отвала для породы.

Угольная мелочь из ямы для привозных углей ленточным конвейером подается в главный корпус брикетной фабрики (рис. 9) и поступает на контрольное грохочение. Надрешетный продукт грохотов крупностью 13 мм направляется в валковую дробилку для измельчения до 13 мм, после чего в смеси с остальным углем скребковым конвейером загружается в дозировочные бункера. Из бункеров уголь подается в трубу-сушилку. Высушенный уголь (сушенка) выделяется из дымовых газов трубы-сушилки в циклоне и поступает на обогащение в пневматическую отсадочную машину для разделения на концентрат, промпродукт и породу.
Концентрат конвейерами подается в молотковые дробилки, где измельчается до крупности < 3 мм и направляется на брикетирование в прессовый цех. При остановке прессового цеха концентрат направляется в бункер, откуда элеваторами может быть возвращен на конвейер для передачи в молотковые дробилки.
Промпродукт частично используется на собственные нужды и частично отгружается потребителям. В промпродукт добавляют угольную пыль, выделенную из дымовых газов трубы-сушилки в инерционном пылеуловителе и в матерчатом фильтре, установленном для очистки запыленного воздуха, поступающего в фильтр с пневматической отсадочной машины.
Провалившийся в трубе-сушилке уголь направляется винтовым конвейером в элеваторы, которые подают его на конвейеры для концентрата или промпродукта
Прессовый цех (рис. 10) оборудован горизонтальными барабанными и паровыми смесителями и вальцовыми прессами. Сушенка подается конвейером в барабанный смеситель, в который по трубопроводу под давлением поступает связующее и при помощи форсунок разбрызгивается, смачивая частицы угля. Брикетная шихта из барабанного смесителя поступает в паровой смеситель (малаксер), где пропаривается, тщательно перемешивается и далее направляется в вальцовые прессы для брикетирования. Полученные брикеты ленточным конвейером подаются на сетчатый конвейер для охлаждения.
Для смешивания угля со связующими применяют также вертикальные цилиндрические смесители. Вариант прессового цеха, оборудованного вертикальными смесителями, показан на рис. 11.
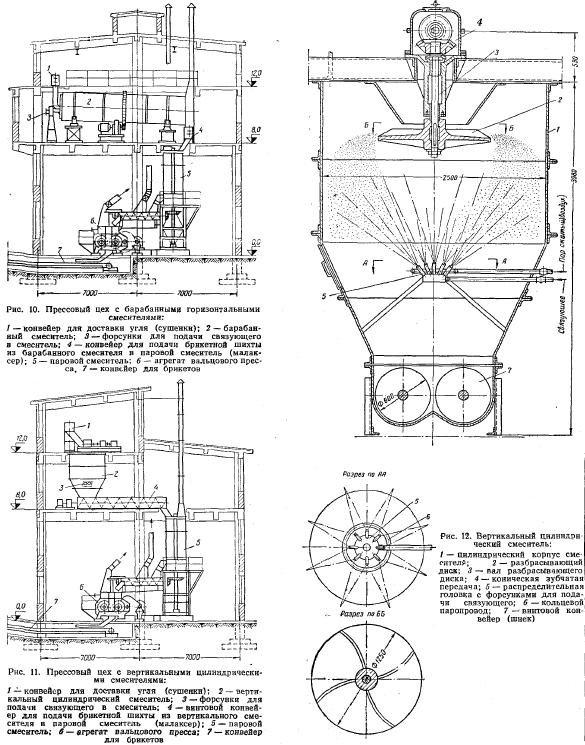
Вертикальный смеситель (рис. 12) представляет собой цилиндрический корпус, в котором на вертикальном валу вращается диск. Под диском установлена распределительная головка с форсунками для подачи связующего, которое подводится по трубопроводу к головке. К форсункам подведен кольцевой трубопровод, подающий пар или сжатый воздух для разбрызгивания связующего.
Сушенка поступает на вращающийся диск и разбрасывается веерообразно внутри смесителя. Падая вниз, частицы угля смачиваются связующим веществом и попадают в винтовой конвейер, где они перемешиваются.
Расход пара с температурой 150—160° на 1 к Г связующего 0,5 кГ; расход сжатого воздуха 1,0—1,5 кГ.
Производительность прессового цеха рассчитывают по формуле
Q = 0,00006 gmzn n, т/час,
где g — вес брикета, Г;
m — число ячеек в вальцах пресса;
n — скорость вращения вальцов, об/мин;
z — количество прессов;
n — коэффициент использования прессов (обычно для ремонта предусматривается резерв в количестве одного пресса).
Склады пека и плавильные устройства (рис. 13) рассчитаны на прием поступающего на брикетную фабрику пека в твердом и расплавленном виде.

Твердый пек разгружается на склад, а затем грейферным краном и скиповым подъемником подается в плавильные котлы, обогреваемые дымовыми газами с температурой 500°. Расплавленный в котлах жидкий пек поступает в термоизолированные резервуары. В эти же резервуары сливается жидкий пек, подаваемый на фабрику в цистернах, разгрузка которых производится сжатым воздухом под давлением 1,5 ат. Из резервуаров пек с температурой 150—160° подается в прессовый цех.

Рампа и погрузочные устройства (рис. 14) сооружаются в одном здании. Рампа представляет собой невысокий двухскатный бункер, в который подаются на сетчатом конвейере брикеты, предварительно охлажденные до температуры 50—55°. Загрузка рампы брикетами производится при помощи загрузочного (челнокового) конвейера со стрелой. В наклонном днище рампы установлены колосниковые решетки, через которые продувается воздух для охлаждения брикетов.
Окончательно охлажденные брикеты выгружаются из рампы дисковыми питателями и погрузочным конвейером со стрелой грузятся в железнодорожные вагоны для отправки потребителям. Перед погрузкой от брикетов отсевается на грохоте бой брикетов, возвращаемый на брикетную фабрику.



- Технологические схемы брикетных фабрик
- Режим работы и производительность брикетных фабрик
- Типы брикетных фабрик
- Оборудование для разделки лабораторных проб угля в аналитические
- Проборазделочные машины
- Кунградский район
- Механические пробоотбиратели
- Общие сведения об опробовании продуктов обогащения
- Генеральные планы центральных обогатительных фабрик
- Ситуационные планы групповых обогатительных фабрик
