Технологические процессы на брикетных фабриках
Технологические процессы на брикетных фабриках различаются по способу брикетирования угля — со связующими веществами или без связующих.
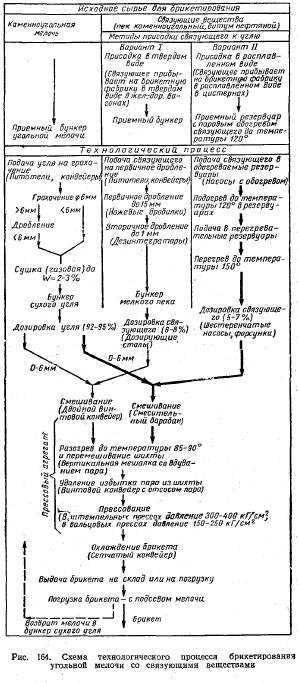
Варианты технологических процессов показаны на схемах рис. 164, 165.
Классификация и дробление производятся для обеспечения оптимального ситового состава угля, направляемого на брикетирование. Верхний предел крупности для каменных углей принимают 5—б мм; для бурых углей при давлении прессования около 1200 кГ/см2 предел равен 5—6 мм, при давлении 1200— 1800 кГ/см2 предел < 1 мм.
Подготовка связующего заключается в измельчении его до порошкообразного состояния (если связующее присаживается к углю в твердом виде) или плавлении (если связующее присаживается в жидком виде).
Смешение углей различных марок производят в тех случаях, когда основная масса угля (тощего или антрацита) при самостоятельном брикетировании не дает термически стойкого брикета, сохраняющего связность до полного выгорания в топке. Наиболее часто к тощим углям пли антрацитам присаживают 15—20% спекающихся углей.
Сушка угля производится в газовых и паровых сушилках до остаточной влажности: при брикетировании каменных углей 2—3'%; молодых бурых углей при давлении прессования около 1200 кГ/см2 до влажности 14—18%, при давлении 1200—1600 кГ/см2—10—12%; старых бурых углей при давлении прессования 1600— 1800 кГ/см2 — 8—12%.
На некоторых брикетных фабриках непосредственно после сушки угольной мелочи производят контрольное грохочение сушенки и дополнительное дробление крупных частиц угля.
Смешивание угольной мелочи со связующим- веществом при подаче его в твердом виде обычно производится смесительными шнеками или дезинтеграторами, работающими при пониженном числе оборотов; при подаче связующего в жидком (расплавленном) виде дозировка его осуществляется шестеренчатым насосом, подающим связующее в форсунки смесительного агрегата. Распыленная струя расплавленного связующего направляется в пересыпающуюся в смесителе угольную мелочь и тщательно с ней перемешивается.
Брикетную шихту со связующим перед брикетированием подогревают до температуры 90° в смесителе путем вдувания в нее перегретого до температуры 250—300° пара.
Охлаждение сушенки бурого угля перед прессованием (без связующего) производят после выхода ее из сушилок с температурой 85—90°. Сушенка пропускается через охладительное устройство, где температура ее снижается до 34—45°. Одновременно происходит выравнивание содержания влаги в крупных и мелких частицах угля.
Прессование угольной мелочи производится в вальцовых, штемпельных и кольцевых прессах, развивающих давление прессования соответственно 200—400, 1000—1500 и до 2000 кГ/см2.
Вальцовые прессы применяют при брикетировании каменных углей со связующими веществами; штемпельные — при брикетировании бурых углей и изготовлении брикетов с крупно- и мелкозернистой структурой (крупность исходного угля до 3—6 мм); кольцевые — при брикетировании бурых углей и изготовлении брикетов с мелкозернистой структурой (крупность исходного угля до 1 мм).

Охлаждение брикетов, выходящих из пресса с температурой 70—80°, производят до температуры 40—50° во избежание разрушения неокрепшего брикета или слипания брикетов.
Брикеты из бурого угля охлаждают в открытых со всех сторон желобах, проталкивая их по желобу один за другим или на сетчатых конвейерах. Для ускорения охлаждения брикеты иногда обдувают холодным воздухом или обрызгивают тонко распыленной водой. Продолжительность охлаждения — от 1 до 2 час.
Мероприятия для повышения водоустойчивости буроугольных брикетов, склонных к поглощению влаги из атмосферы и при непосредственном соприкосновении с водой, осуществляются путем специальной обработки сушенки перед прессованием или придания водоустойчивости самому брикету.
Обработка сушенки заключается в нагревании ее до температуры 230—250°, а затем — искусственном восстановлении утраченной ею влаги до такого содержания, при котором уголь может быть спрессован в прочный брикет.
Для придания водоустойчивости брикету его покрывают водозащитной пленкой или пропитывают водоупорным материалом. Выходящий из пресса брикет при продвижении по охлаждающим желобам пропускают через ванну с битуминозной эмульсией, состоящей из каменноугольного пека со щелочными и мыльными присадками, разбавленными водой. Такая эмульсия образует в течение 1,5—2 мин. на поверхности брикета не-смачиваемую водой пленку.
Для пропитки брикета его погружают на 1—2 мин. в горячую, парафинистую нефть.
Складирование и погрузка брикетов механизированы.
Для перевалки и погрузки брикетов применяют погрузочно-разгрузочные машины и погрузочные стрелы.
Перед погрузкой брикетов в железнодорожные вагоны обычно отсевают от них на грохотах бой (мелочь), направляемый на собственные нужды предприятия.
Улавливание угольной пыли. Основными носителями пыли на брикетных фабриках являются отходящая от паровых сушилок паровоздушная смесь и воздух, отсасываемый от пылящих механизмов.
При брикетировании бурых углей осаждение пыли из паровоздушной смеси осуществляется при помощи электрофильтров; очистка запыленного воздуха производится с применением центробежных пылеуловителей различных типов в сочетании иногда с мокрыми пылеуловителями (скрубберами и др.). Уловленная пыль возвращается в производство.
- Уйгур-Маджидов, Маннон
- Теоретические представления о процессе образования брикета из угольной мелочи при прессовании
- Общие сведения о брикетных фабриках
- Сепарация угля в поле коронного разряда
- Сепарация угля в электростатическом поле
- Общие сведения об электрическом обогащении угля
- Практические данные по флотации угля
- Параметры и схемы флотации угля
- Конструкции флотационных машин и вспомогательного оборудования
- Дрексель, Иеремия
