Предприятия по производству бетонных и железобетонных изделий
Различают следующие виды предприятий, изготовляющих бетонные и железобетонные изделия:
По назначению: общего назначения, выпускающие изделия широкой номенклатуры;
- специализированные, выпускающие только отдельные виды изделий (шпалы, опоры для линии электропередач и связи, тюбинги и т. д.).
По производительности: стационарные и инвентарные полигонные установки и цехи производительностью до 10 тыс. м3 в год (рациональное размещение — у основных объектов строительства);
- районные заводы производительностью 10—40 тыс. м3/год (рациональное размещение — вблизи карьера щебня);
- заводы и комбинаты большой мощности (до 120—150 тыс. м3/год), предназначенные для снабжения определенными изделиями целого бассейна.
По технологии: со стендовой схемой, при которой формование изделий и все вспомогательные операции осуществляются на месте тепловлажностной обработки;
- с поточно-агрегатной схемой, при которой технологические операции производятся на нескольких рабочих постах, а тепловлажностная обработка изделий — в камерах периодического действия;
- с конвейерной схемой, при которой детали в процессе их изготовления находятся в перемещающихся по рельсовым путям формах (вагонетках, поддонах), а тепловлажностная обработка бетона производится в камерах непрерывного действия.
Бетонные смеси приготовляются либо на собственном бетоносмесительном узле завода (цеха) железобетонных изделий либо на внешнем бетонном заводе. После изготовления бетонные смеси подаются к месту формования при помощи крана в бадьях (табл. 452), специальных бетонораздатчиков, бетоноукладчиков (табл. 453), бункеров-вагонеток и ленточных конвейеров.
Уплотнение бетонной смеси в формах производится преимущественно вибрированием, в редких случаях — центрифугированием. В 1957 г. на предприятиях стройиндустрии угольной промышленности начаты опытные работы по производству некоторых видов деталей с уплотнением бетона прессованием по методу «пресс-бетон».
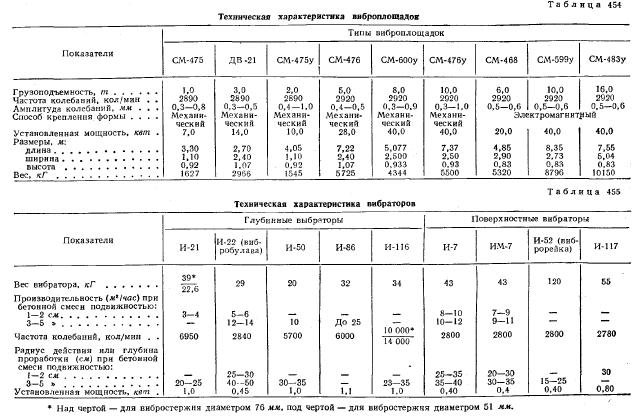
Вибрирование осуществляют: при стендовой схеме — глубинными вибраторами (табл. 455), виброщитами, вибровкладышами; при поточно-агрегатной и конвейерной схемах — на виброплощадках (табл. 454), иногда совместно с виброщитами (виброштампами), вибровкладышами или статическим пригрузом.
Формы (поддоны) крепятся к виброплощадкам при помощи электромагнитов (наиболее эффективно), клиновых или болтовых зажимов.
Уплотнение малоподвижных смесей на вибрационных площадках продолжается 2—3 мин., жестких смесей — 3—5 мин. (наличие поверхностного пригруза сокращает процесс уплотнения жестких смесей до 2—3 мин.). Уплотнение особо жестких смесей продолжается 5—8 мин., при этом обязательно применение поверхностного виброгруза.
Величина нагрузки в зависимости от вида (вибрирующая или статическая), степени жесткости бетонной смеси и формы изделия колеблется от 10 до 60 Г/см2.
Железобетонные изделия формуются преимущественно в металлических одиночных и пакетных формах: неразъемных, разъемных и сборно-разборных с откидными или съемными бортами.
Для изготовления крупных деталей со сложной поверхностью и относительно небольшой толщиной в отдельных случаях применяют неподвижные железобетонные формы (матрицы).
При стендовой схеме производства днищем формы служит мозаичное бетонное основание стенда, а бортами — съемные металлические, металло-бетонные, деревянные или дерево-металлические конструкции. Для смазки форм (матриц, поддонов) применяют составы, расход которых в соответствии с данными научно-исследовательской лаборатории Главмосжелезобетона приведен в табл. 426.

Отформованные изделия подвергают тепловлажностной обработке — преимущественно пропариванию при атмосферном давлении в камерах периодического или непрерывного действия.
При изготовлении изделий из особо жестких бетонных смесей тепловлажностная обработка не производится.
Камеры периодического действия бывают туннельные (шириной до 1,5 м и высотой до 1,8—2 м) и ямные (длиной от 3 до 13 м, шириной от 2 до 8 м и глубиной от 1 до 3 м), применение которых наиболее целесообразно. Размеры камер устанавливают применительно к максимальным размерам изделий. Камеры непрерывного действия делают туннельного типа и применяют на заводах с конвейерной схемой производства.
Коэффициент использования объема пропарочных камер в зависимости от характера формуемых изделий составляет: для ямных камер — от 0,15 до 0,35; для туннельных — от 0,05 до 0,2.
Железобетонные матрицы, в которых изготовляются изделия, нагреваются трубчатыми паровыми регистрами, заделанными в бетоне, а изделия накрывают колпаками или крышками, под которые подают пар.
Оптимальная температура пропаривания при работе на портландцементе составляет 60—70°, на пуццолановом и шлаковом портландцементах — 80—95°.
Цикл пропаривания при использовании портландцемента продолжается 16 час. (подъем температуры 3—4 часа, изотермический прогрев — 10—12 час. и охлаждение — 1—2 часа). При использовании БТЦ цикл пропаривания сокращается до 10 час. При пропаривании в герметически закрытых формах длительность пропаривания сокращается до 2 час.
В настоящее время осваивается метод изготовления плоских и часторебристых тонкостенных железобетонных панелей на прокатном стане конструкции Н.Я. Козлова. Стан (рис. 306) состоит из следующих узлов:
- непрерывно движущейся формующей металлической ленты, образующейся из профилирующих и реброподдерживающих цепей. Профилирующие цепи представляют собой набор платиков, имеющих в сборе форму обелисков с закругленными ребрами, смонтированных на цепях галля. Между обелисками в поперечном направлении смонтированы на цепях галля планки, образующие поперечные ребра изделия. Реброподдерживающие цепи изготовлены из пластинчатых цепей, располагаемых в промежутках между обелисками в продольном направлении и образующих при формовании продольные ребра изделия.
- приемной секции, которая представляет собой открытую часть формующей ленты, расположенной в начале стана и предназначенной для производства подготовительных операций перед формованием.
- автоматического ножевого устройства для распределения бетонной смеси по формующей ленте стана;
- калибрующей секции, состоящей из ряда поперечно расположенных над формующей лентой регулируемых прокатных валков, приводимых в движение от привода ленты стана,
- приводной секции, на которой смонтированы приводные валы со звездочками для профилирующих и реброподдерживающих цепей;
- вибробалки, расположенной под формующей лентой между приемной и калибрующей секциями стана;
- обгонного рольганга.
- опрокидывателя, предназначенного для кантования изделия на 90°.
Изготовление панелей осуществляется методом непрерывного безопалубочного формования при краткосрочном пропаривании в герметически закрытой камере. Процесс производства осуществляется по следующей схеме:
На движущуюся со скоростью 20—25 м/час формующую ленту укладывается арматурная сетка Цементно-песчаная смесь, приготовляемая в бетономешалке непрерывного действия, укладывается и распределяется по ленте над вибробалкой, благодаря чему она предварительно уплотняется. Предварительно уплотненное изделие проходит под автоматическим ножевым устройством с прорезями, высота которых соответствует величине «прибылей» бетонной смеси, уплотняемой при прохождении изделия под прокатными валками калибрующей секции. Давление от валков передается через «прибыли» на изделие. Отформованное изделие поступает в гону прогрева, где оно, непрерывно перемещаясь в течение 2 час. при температуре 100—105°, приобретает прочность, достигающую 70% проектной.
Затвердевшее изделие передается с формующей ленты на обгонный рольганг, а затем на кантователь. В дальнейшем производится необходимая сборка и комплектация изделия.
Производительность стана составляет 60—75 м3/час.

В проектах заводов крупнопанельного домостроения для изготовления плоских сплошных изделий (панелей перекрытий, внутренних стен и др.), разрабатываемых в настоящее время, применяется метод вертикального бетонирования в металлических или железобетонных кассетных формах на 2—12 изделий каждая. Кассетная форма конструкции Гипростроммаша из металлических листов толщиной 24 мм состоит из крайнего неподвижного щита и съемных щитов, смонтированных на сварной станине, так что расстояние между каждой парой щитов соответствует толщине формуемого изделия. Бортовая оснастка располагается с торцевых сторон между щитами. Крайние щиты, а в многогнездовых формах каждый третий щит снабжены паровой рубашкой. Установленные щиты стягиваются тяжами.
Изготовление изделий осуществляется по следующей схеме, щиты чистят и смазывают на стапеле, расположенном напротив кассетной формы В кассету устанавливают закладные детали и арматурные сетки, которые крепят вязальной проволокой к бортам щитов. На торцы собранной и стянутой тяжами кассеты устанавливают тисковые вибраторы.
При помощи пневматических средств транспорта в ячейки кассеты подается подвижная бетонная смесь, уплотняемая тисковыми вибраторами и штыкованием. Затем в паровые рубашки щитов пускается пар. Пропаривание изделий длится 14—16 час. Затвердевшие из-
Типовые проекты предприятий делия распалубливают и выдают на склад готовой продукции.
Метод вертикального бетонирования обеспечивает получение изделий с двумя гладкими поверхностями, не требующими дополнительной обработки, высокий съем с 1 м2 производственной площади, достигающий 14—18 м3 в год и снижение трудоемкости изготовления изделий.
Примеры проектных решений
Типовые проекты заводов железобетонных изделий, разработанные проектными институтами и утвержденные Госстроем бывш. СССР в 1954—1956 гг., приведены в табл. 427.
В состав предприятий железобетонных изделий входят: склады заполнителей и цемента (в некоторых случаях с отделением для домола цемента); бункера подогрева; бетоносмесительное отделение; формовочный цех с отделением тепловлажностной обработки, арматурный цех; ремонтно-механическая мастерская; котельная, компрессорная и склад готовой продукций.
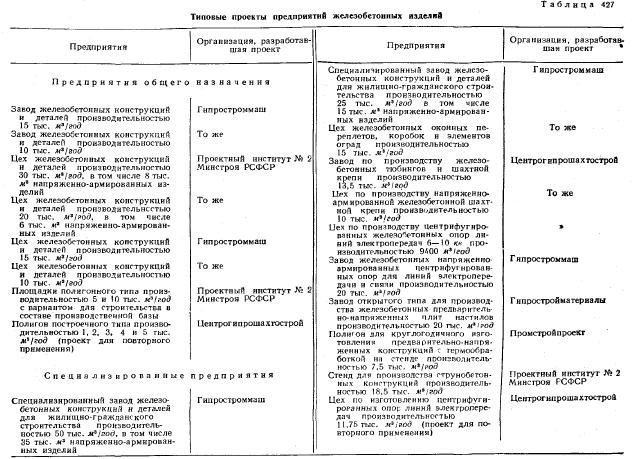
Типовые предприятия железобетонных изделий предназначены для изготовления как обычных, так и напряженно-армированных деталей. Некоторые специализированные заводы изготовляют только напряженно-армированные изделия.
Арматуру натягивают непрерывным армированием или средствами периодического действия.
Непрерывное армирование производится на заводах большой мощности при помощи поворотно-натяжных столов и арматурно-ригельных машин (АРМ), отличающихся от поворотных столов тем, что поддон у них неподвижен, а навивка арматуры производится специальным вращающимся хоботом.
При натяжении арматуры средствами периодического действия применяют гидравлические домкраты или грузовые натяжки. В этом случае концы проволоки закрепляют в упорных устройствах или на бортах формы специальными зажимами (рис. 307).

Однопоршневые универсальные домкраты применяют для натяжения как стержневой, так и пучковой арматуры, снабженной захватными и анкерными устройствами. Домкраты двойного действия применяют для натяжения и закрепления проволочной арматуры, не заготовленной предварительно в виде пучка.
Пучки изготовляются на специальных установках, снабженных гидравлическими домкратами для обжатия гильзы с усилием 60—70 т.
Крепление напряженной арматуры производят двумя видами зажимов, из которых один служит для одиночной арматуры, другой — для пучковой. Цанговые зажимы (рис. 307, а и б) применяют для одиночных проволок диаметром 3—8 мм. Зажим проволоки происходит автоматически.
Клиновой зажим (рис. 307, в) применяют для одновременного закрепления нескольких проволок диаметром 3—8 мм. Зажим, показанный на рис. 307, г, применяют для закрепления арматурных пучков преимущественно в конструкциях, изготовляемых с последующим натяжением арматуры.
Наиболее целесообразным является изготовление предварительно-напряженных элементов в отдельных формах. В этом случае натяжёние проволоки производится домкратами; натянутая проволока закрепляется на упорах формы и разрезается после затвердения бетона.
Для изготовления напряженно-армированных панелей перекрытий в индивидуальных формах с применением арматуры периодического профиля, упрочненной вытяжкой на установке ЮФ, сконструирована специальная установка (рис. 308). Концы уложенных в форму стержней проходят через специальные захваты, при помощи которых гидродомкрат производит их натяжение до заданного усилия. После закрепления стержней в цанговых зажимах захвата, форму передают на виброплощадку для формования изделия. Отформованные изделия пропариваются. Передача напряжения на изделия и распалубка их производится по достижении бетоном прочности при сжатии 150 кГ/см2.

Значительные преимущества имеет метод последующего натяжения арматуры, осуществляемый после твердения бетона и распалубки изделий. При этом методе не требуется устройства тяжелых поддонов или длинных стендов с упорами для натяжения струн, что дает возможность производить натяжение арматуры непосредственно на строительной площадке.
Завод железобетонных конструкций и деталей для жилищно-гражданского строительства производительностью 50 тыс. м3/год изготовляет обычные и напряженно-армированные изделия (в индивидуальных металлических формах) — по поточно-агрегатной схеме и длиномерные изделия — по стендовой схеме (рис. 309).
На заводе применяются жесткие бетонные смеси, приготовляемые в бетономешалках принудительного перемешивания.

Изделия изготовляются в индивидуальных металлических формах на установке, состоящей из виброплощадки, тележки с подъемной платформой для подачи форм на виброплощадки, бетонораздатчика и формовочной машины. После подачи на виброплощадку формы и ее закрепления укладывают и уплотняют бетонную смесь. Отформованные изделия пропаривают в ямных камерах.
При изготовлении многопустотных панелей с обычной арматурой на виброплощадку устанавливают поддон без бортовой оснастки. В форму вводят пустотообразователи и устанавливают борта, входящие в конструкцию формовочной машины. После заполнения формы, на бетонную смесь устанавливают виброщит, а затем эту смесь уплотняют при вибрирующих виброплощадке, пустотообразователях и виброщите. Бортовую оснастку снимают одновременно с извлечением пустотообразователей. Изделия пропариваются в ямных камерах.
В процессе изготовления напряженно-армированных многопустотных панелей пучковую арматуру, заготовленную на специальных станках, при помощи гидравлических домкратов натягивают на поддон и закрепляют в зажимах. По окончании уплотнения снимают продольные борта, а после пропаривания — поперечные борта и само изделие.
При изготовлении предварительно-напряженных изделий на стенде струнопакеты изготовляются на полуавтоматической линии Специальные тележки передают струнопакеты на стенд (рис. 310), где при помощи зажимов один конец струн закрепляется в упоре, струнопакет натягивается при помощи гидравлического домкрата, после чего второй конец струн закрепляется в противоположном упоре.
После установки бортовой оснастки бетонораздатчиком укладывается бетонная смесь, а уплотнение ее производится поверхностными или глубинными вибраторами Стенд укрывают брезентом, после чего изделия прогревают паром. По окончании пропаривания струны разрезают и производят распалубку изделий.
Проектом также предусмотрено армирование изделий напряженно-армированными брусками.
Перечень основного технологического оборудования приведен в табл. 428, технико-экономические показатели — в табл. 429.

Завод открытого типа по производству напряженно-армированных пустотелых настилов производительностью 20 тыс. м3/год. По стендовой схеме при помощи специального бетонирующего агрегата (бетонирующего комбайна) изготовляются напряженно-армированные трехслойные многопустотные струнобетонные настилы. Проволока раскладывается на стенде бетонирующим агрегатом и с одного конца расклинивается зажимами в упорном устройстве (рис. 311). С другого конца при помощи грузовой натяжки она натягивается и расклинивается в упорном устройстве. На ряде действующих заводов раскладку проволоки производят при помощи самоходной лебедки, освобождая от этой операции бетонирующий агрегат.

Бункера бетонирующего агрегата заполняются: один — песком, второй — растворной смесью, третий — легкой бетонной смесью и четвертый — тяжелой бетонной смесью. Агрегат перемещается вдоль формовочной линии и производит одновременно; расстилку слоя песка на нижележащий ряд изделий; укладку и уплотнение тремя виброуплотнителями трех конструктивных слоев настила, расположенных на разных высотах. Одновременно с этим агрегат образует пустоты в среднем слое.
Процесс формования идет без применения опалубки. Скорость перемещения бетонирующего агрегата в зависимости от толщины изготовляемого настила изменяется от 0,7 до 1,7 м/мин. Бетонирующий агрегат передается со стенда № 1 на стенд № 2 траверсной платформой.
Формование плит-настилов осуществляют в 10 рядов по высоте. Последующий ряд укладывают по достижении верхним слоем нижнего ряда плит настилов прочности 40—50 кГ/см2 (при температуре 20—25° это происходит примерно через 24 часа).
Плиты выдерживаются до приобретения прочности, необходимой для отпуска арматуры. Прочность нижнего слоя настила должна быть не менее 210 кГ/см2, среднего — 70 кГ/см2 и верхнего — 140 кГ/см2 Затем плиты разрезают карборундовыми дисками и передают краном-перегружателем или башенным краном на склад готовой продукции.
Перечень основного технологического оборудования приведен в табл 430, технико-экономические показатели — в табл. 431.


Цех железобетонных оконных переплетов, коробок и элементов оград производительностью 15 тыс. м3/год состоит из отделений: формовочного, тепловлажностной обработки и комплектации (рис 312). Технологический процесс осуществляется по поточно-агрегатной схеме двумя потоками — решетчатых изделий и сплошных изделий. Бетонные смеси, арматурные каркасы и закладные детали доставляются в цех в готовом виде.
В первом потоке изготовляются оконные переплеты и решетчатые элементы оград. Операции производятся последовательно: на технологическом посту № 1 подготавливается виброформа; на посту № 2 бетонораздатчиком укладывается в виброформу жесткая бетонная смесь, которая уплотняется затем виброщитом; на посту № 3 форма с уложенным на нее специальным поддоном поворачивается на 180°, после чего форма снимается с изделия, которое остается распалубленным на поддоне
Изделия твердеют в цехе в течение 3—4 суток.

Во втором потоке изготовляются элементы оконных коробок и сплошных оград Подготовка форм производится на посту № 1, укладка в форму жесткой бетонной смеси бетонораздатчиком и уплотнение бетона на виброплощадке с пригрузом — на посту № 2. Тепло-влажностную обработку изделия осуществляют в ям-ной камере.
Оконные коробки собираются из отдельных элементов на специальных стендах. Готовые изделия поступают в отделение комплектации для окраски и подсушки горячим воздухом.
Перечень основного оборудования и технико-экономические показатели приведены в табл. 432 и 433.

Площадка полигонного типа по производству железобетонных конструкций и деталей производительностью 10 тыс. м3/год Железобетонные изделия изготовляются на открытой площадке в ямных камерах. Мелкие изделия изготовляют из жестких бетонных смесей на виброплощадке с немедленной распалубкой и пропариванием в ямных камерах (рис. 313).
Пол стендовых камер — шлифованный, подогревается проложенными в нем паровыми регистрами и служит поддоном; бортовая оснастка — металлическая, металлобетонная или дерево-металлическая.
Для изготовления многопустотных плит перекрытий служит установка конструкции ЦНИЛ-3.
Бетонная смесь подается из бетонно-смесительного узла автопогрузчиком и загружается в бункер бетонораздатчика, который укладывает смесь в стендовую камеру, оборудованную бортовой оснасткой. Изделия уплотняются ручными вибраторами; тепловлажностная их обработка производится подогревом днища камер и подачей пара. Камеры закрываются дерево-металлическими крышками. Цикл пропаривания продолжается 16 час.

При изготовлении многопустотных плит перекрытий укладке и уплотнению бетонной смеси предшествует установка металлических пустотообразователей, извлекаемых передвижной лебедкой после уплотнения бетонной смеси.
Все подъемно-транспортные операции и распалубка изделий производятся автокраном и краном-погрузчиком, который осуществляет также все складские операции.
Мелкие железобетонные изделия формуются под навесом на виброплощадке грузоподъемностью 1 т. Распалубка их производится немедленно путем перекладки на поддон при помощи козлового крана. Уложенные в штабель поддоны с изделиями передаются краном-погрузчиком в ямную камеру.
Перечень основного оборудования и технико-экономические показатели приведены в табл. 434 и 435.

Завод железобетонных тюбингов и шахтной крепи производительностью 13,5 тыс. м3/год. Тюбинги и крепь изготовляются по поточно-агрегатной схеме (рис. 314) из особо жестких бетонных смесей с показателем удобоукладываемости 400—500 сек.; к цементу добавляют молотый песок. Бетонную смесь приготовляют в бетономешалках принудительного действия, расположенных над бетоноукладчиками. Изделия уплотняют на виброплощадке с вибропригрузом. Распалубленные через 5—6 час. изделия в течение 12 час. подвергаются автоклавной обработке при давлении 10 ати.
Перечень основного технологического оборудования и техникоэкономические показатели приведены в табл. 436 и 437.

Цех по производству напряженно-армированной железобетонной шахтной крепи производительностью 10,0 тыс м3/год. Проектом предусматривается изготовление напряженно-армированной шахтной крепи типа УРПС марки 400—500 из особожесткой бетонной смеси.
Цех состоит из бетоносмесительного, арматурного, формовочного и автоклавного отделений (рис. 315).

Бетонная смесь с показателем удобоукладываемости 350—400 сек, изготовляется в бетономешалках принудительного перемешивания при весовом дозирования компонентов. Цемент, щебень и песок (после предварительного подсушивания в сушильном барабане) поступают со склада завода. В качестве вяжущего применяется смесь цемента с песком в соотношении 1:1 по весу, совместно размолотая в шаровой мельнице.
Высокопрочная проволока диаметром 2,5 мм одновременно натягивается на борта 18 металлических форм на специальном стенде (рис. 316), размещенном в арматурном отделении. Стенд оборудован гидродомкратом, установкой для протяжки проволоки, бухтонесущей рамой и упорами. Формы с натянутой арматурой и уложенными в нее арматурными сетками передаются при помощи самоходной тележки в формовочное отделение.

Формование осуществляется на двух виброплощадках с гидравлическими зажимами для крепления форм. Укладка бетонной смеси производится бетоноукладчиком при работающей виброплощадке. Затем на форму устанавливается вибропригруз и производится двухстороннее уплотнение в течение 3—4 мин. Длительность цикла формовки 11 мин. Формы устанавливаются на автоклавные вагонетки. После предварительного выдерживания в течение 4—5 час. вагонетки при помощи передаточной тележки заталкиваются в автоклавы. Длительность автоклавной обработки при давлении 12 ати составляет 12 час.
Распалубленные изделия транспортируют на склад готовой продукции, а формы после чистки и смазки передаются в арматурный цех, где кран-балкой устанавливаются на стенд для натяжения арматуры.
Цех по производству напряженно-армированных железобетонных шпал нормальной колеи из бетона марки 500 производительностью 22 тыс. м3/год состоит из отделений: бетоносмесительного, формовочного и подготовки форм (рис. 317).

Жесткая бетонная смесь с показателем удобоукладываемости 200—250 сек. передается при помощи сaмоходного бункера в формовочное отделение, состоящее из 12 линий.
Последовательность операций при изготовлении изделий:
- арматурную проволоку разматывают вдоль формовочной линии и один ее конец закрепляют в упорном устройстве клиновыми зажимами;
- проволоку натягивают пневматическим домкратом;
- закрепляют другой конец в упорном устройстве, укладывают бетонную смесь в формы, подаваемые конвейером, и уплотняют на виброплощадке;
- перемещают формы с изделиями по рольгангу к месту твердения (со скольжением по продетой через форму арматуре);
- доуплотняют изделия на месте твердения при помощи виброщита при давлении 50—60 Г/см2;
- накрывают формовочную линию колпаками и прогревают шпалы при температуре 45—50° в течение 15 час.
По окончании прогрева напряжение снимают, арматуру разрезают и формы передают на распалубку.
Готовые шпалы в течение 6—7 суток выдерживаются: в зимнее время — в цехе, в летнее — на складе готовой продукции.
Перечень основного технологического оборудования и технико-экономические показатели приведены в табл. 440 и 441.


Завод железобетонных тюбингов CTK производительностью 8,5 тыс. м3/год изготовляет тюбинги (без пропаривания) из особо жестких бетонных смесей, с показателем удобоукладываемости 500—700 сек. по техническому вискозиметру, без пригруза.
Бетонная смесь, приготовленная в бетономешалке принудительного перемешивания при весовом дозировании компонентов, укладывается в металлическую форму, установленную на виброплощадку с амплитудой колебаний 0,5—0,7 мм (рис. 318). После 3—4-минутного вибрирования на изделие устанавливают вибропригруз, а затем в течение 3—4 мин, уплотняют с двух сторон.

Четыре часа тюбинги выдерживаются, затем производят их распалубку, после чего они твердеют: 10—12 час. — на месте распалубки и 6—7 суток — в штабелях в цехе. При температуре 15—25° и периодической поливке тюбинги приобретают за это время прочность 420—450 кГ/м2 при марке бетона 500. Описанная технология используется на Краснолучском и Гуковском заводах.
Перечень основного технологического оборудования и технико-экономические показатели (по Гуковскому заводу) приведены в табл. 442 и 443).


Цех по производству конических железобетонных опор линий электропередачи и связи производительностью 11 750 м3/год (рис. 319).
Опоры длиной до 25 м изготовляются на центрифугирующей машине осевого типа в разъемных формах. В нижнюю полуформу, лежащую на приводном рольганге, устанавливается арматурный каркас, а затем при помощи передвижного бетонор аз датчика укладывается бетонная смесь. Для улучшения ее распределения по форме к арматурному каркасу и к полуформе присоединяют вибраторы. На нижнюю полуформу устанавливают верхнюю и закрепляют болтами.
Собранная форма устанавливается на ролики центрифугирующей машины и закрепляется. Процесс центрифугирования продолжается 15 мин. при постепенном увеличении числа оборотов машины до 600 в минуту.
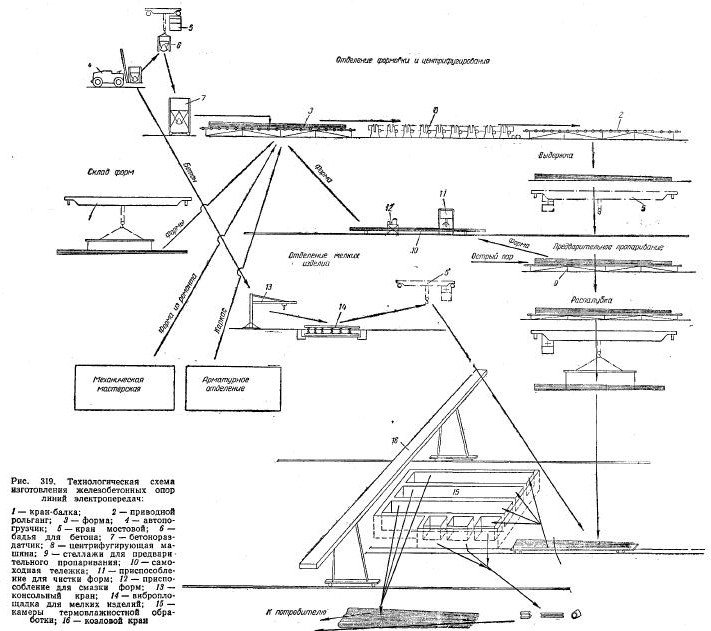
Форма с изделием передается опрокидными роликами на рольганг, а затем мостовым краном — на козлы, где выдерживается 4—5 час. Затем в форму пускают пар и прогревают в течение 4—5 час., после чего опору извлекают из формы и помещают в ямную пропарочную камеру, расположенную вне формовочного цеха. Пропаренные в течение 18 час. опоры передаются козловым краном на склад готовой продукции.
При изготовлении траверс, наголовников и кронштейнов бетонную смесь подают в металлическую форму бадьей, подвешенной к консольному крану. Уплотненные на виброплощадке изделия загружают в ямные пропарочные камеры. После 12-часового пропаривания изделия извлекают из форм и направляют на склад готовой продукции.
Перечень основного технологического оборудования и технико-экономические показатели приведены в табл. 444 и 445.


Опытный цех го изготовлению методом прессования напряженно-aрмированных железобетонных рудничных шпал из бетона марки 300 на установке «Прессбетон» производительностью 5000 м3/год состоит из отделений: бетоносмесительного, прессования (формования), вызревания и напряженного армирования (рис. 320). Малоподвижная бетонная смесь изготовляется в бетонномешалках принудительного действия и непрерывно поступает через специальный качающийся питатель в шнековый пресс (рис. 321) производительностью 45—50 м3/час.
Бетонный брус выходит со скоростью 0,85 м/мин через патрубок мундштука, сечение которого соответствует сечению шпалы, а штырь, закрепленный на конец шнека, образует в шпале продольный канал для арматуры. Выходящий из пресса брус разрезается дисковой пилой на отрезки необходимой длины.
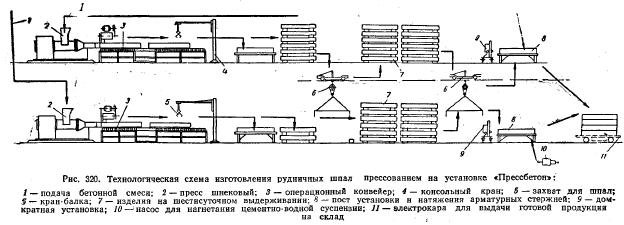
Отверстия в шпалах для крепления рельсов делают вручную при помощи траверсы. После четырехдневного твердения шпал на воздухе арматура натягивается специальной передвижной установкой, снабженной гидравлическим домкратом Д2С-30-50 с гидравлическим насосом высокого давления. По окончании натяжения в канал нагнетается цементный раствор.
Для постоянства содержания воды в бетонной смеси песок подсушивают.
Перечень основного технологического оборудования и технико-экономические показатели приведены в табл. 446 и 447.

Цех по производству центрофугированных железобетонных опор линий электропередач 6—10 кв. Проект разработан в двух вариантах: изготовление напряженно-армированных опор длиной до 14,6 м аз бетона марки 300 и опор с обычной арматурой. В обоих случаях изготовляются также детали опоры (траверсы , пяты, оголовники). Цех состоит из бетоносмесительного, арматурного и формовочного отделения, оборудованного ямными пропарочными камерами.
При изготовлении напряженно-армированных опор (рис. 322), навивка и натяжение арматуры производится арматуронамоточной машиной на колки оголовок формы, прикрепленных к намоточным головкам стенда (всего пять стендов), которые после образования каждого витка поворачиваются на величину поперечного шага навивки. По окончании навивки продольной арматуры этой же машиной производится навивка спирали Под изготовленный каркас подводится нижняя полуформа, после чего при помощи бетоно-раздатчика в нее укладывается бетонная смесь, поступающая из бетоносмесительного отделения. На нижнюю полуформу устанавливается верхняя полуформа — и скрепляется с ней. Затем натяжение арматуры через оголовки передается на собранную форму, которая краном передается на центрифугу свободнороликового типа. Центрифугирование опоры продолжается 18—20 мин. при постепенном наращивании скорости до 500 об/мин. Отформованные опоры в формах передаются мостовым краном в камеры. По окончании пропаривания (длительность цикла 16—18 час.) изделия распалубливаются и передаются на склад готовой продукции, а формы после чистки и смазки возвращаются к постам натяжения арматуры.


При изготовлении опор с обычным армированием (рис. 323) каркас сваривается на установке для точечной сварки. Отформованные опоры подвергаются предварительному пропариванию (4 час.) в формах на стенде, оборудованном паровыми гребенками, после чего распалубливаются и загружаются в пропарочные камеры (длительность цикла 12 час.).
Изготовление деталей опор осуществляется в обоих случаях на виброплощадке в металлических формах.


Полигоны построечного типа производительностью от 1000 до 5000 м3/год представляют собой площадку с формовочными местами (рис. 324). В зависимости от количества мест производительность полигона составляет 1000, 2000, 3000, 4000 и 5000 м3/год.
Бетонную смесь приготовляют в бетономешалке емкостью 250 л; весовое дозирование всех компонентов (кроме воды) производят при помощи тележки ДТ-135.
Бетонные смеси уплотняют поверхностными и глубинными вибраторами.

Тепловлажностную обработку производят путем пуска пара под специальные брезентовые колпаки, установленные на формовочных местах изделий по окончании формования.
Бункера и опорные конструкции бетоносмесительной установки выполняют сборно-разборными. Все подъемно-транспортные операции осуществляют автокранами или башенным краном.
Перечень основного технологического оборудования и технико-экономические показатели приведены в табл. 450 и 451.