Монтаж основного шахтного оборудования
Методы, способы и технические условия сборки отдельных деталей и узлов машины, являющиеся общими для всех видов оборудования, изложены ранее. Краткие сведения по технологии монтажа основного горношахтного оборудования приводятся ниже.
Подъемные машины
Все такелажные работы при монтаже подъемных машин выполняются мостовыми кранами; при отсутствии их используют лебедки, домкраты, козлы или монтажные мачты.
Выбор такелажных средств определяется ПОР, в соответствии с которым и производят монтаж.
Монтаж подъемной машины с двумя цилиндрическими барабанами производится в следующем порядке. Доставленные в машинный зал узлы и детали подъемной машины распаковывают, очищают от пыли и грязи, а также от предохранительной антикоррозийной окраски, нанесенной на трущиеся поверхности и плоскости сопряжения узлов и деталей.
Нa подготовленный фундамент устанавливают: раму или постаменты машины (на подкладках), редуктор и раму электродвигателя (предварительно производится вывеска по осям машины и подъема и высотным отметкам, а также заводка анкерных плит и болтов).
В проемы фундамента опускают нижние половины барабанов машины (если они поступили в разобранном виде).
На раму или постаменты устанавливают коренные подшипники, которые выверяются по оси вала машины и редуктора и высотным отметкам, по натянутой проволоке и уровню.
После выверки подшипников с рамой или постаментами затягивают анкерные болты, корпуса подшипников заклинивают, а болты, крепящие коренные подшипники к раме или постаментам, затягивают.
Коренной вал машины доставляют в здание через монтажный проем в стене (рис. 271) на салазках при помощи лебедок и располагают параллельно оси барабана, против подшипников. На салазках вал устанавливают на пакетах из деревянных брусьев и закрепляют при помощи скоб, хомутов и тросов. Опорные брусья размещают под шейками вала и под местами расположения ступиц барабанов, а затем скрепляют в пакеты скобами. Салазки передвигают по каткам из металлических труб.

При помощи двух лебедок (или двух талей) вал подкатывают по наклонному деревянному настилу к стойкам подшипников. Подъем вала и укладку его в подшипники производят при помощи домкратов или полиспастов и монтажных мачт. Монтажные мачты устанавливаются так, чтобы при помощи полиспастов производить монтаж барабанов, а также — с небольшой передвижкой — редуктора с двигателем.
На рис. 272 приведена схема сборки машины при помощи двух монтажных мачт.
Домкраты устанавливаются под валом на деревянных брусьях.
Ход домкратов часто бывает недостаточным для подъема вала с одной установки на необходимую высоту; в этом случае для создания временной опоры ставят четыре домкрата. Если вал устанавливают на подшипники при помощи двух домкратов (рис. 273), то временная опора осуществляется при помощи пакетов из деревянных брусьев.


Вал укладывают в подшипники и производят по краске проверку прилегания поверхностей его шеек к нижним вкладышам подшипников. Операцию повторяют до тех пор, пока прилегание будет соответствовать требованиям технических условий. Точность пригонки достигается шабровкой вкладыша подшипников.
Уложенный в подшипники вал проверяют по уровню через каждые 60° его поворота, после чего подшипники закрываются крышками.
Величина зазора между верхним вкладышем подшипника и шейкой вала определяется при помощи свинцового оттиска и регулируется прокладками из тонкой листовой стали или фольги, укладываемых в разъеме вкладышей.
После установки коренного вала раму или постамент машины окончательно закрепляют анкерными болтами, а корпуса подшипников заклинивают клиньями и закрепляют болтами.
По закреплении коренной части машины производят выверку редуктора, установку его на раму, а также выверку электродвигателя. При этом осуществляется центровка валов редуктора с коренным валом машины и валом электродвигателя.
После центровки валов редуктор и электродвигатель закрепляют анкерными болтами.
Во время монтажа коренной части машины ведут сборку и установку механизма перестановки барабанов, зубчатый венец которого закрепляют точеными болтами к ступице переставного барабана; посредством тангенциальных шпонок зубчатую муфту закрепляют неподвижно на коренном валу до его выверки.
Одновременно идет сборка и установка кронштейнов с рычажной системой и пневматического цилиндра механизма перестановки барабанов. Сверловка и развертка отверстий под штифты кронштейнов и плиты пневматического цилиндра, а также приварка упорной планки клапана к кронштейну и упора к упорному рычагу производятся после подсоединения шарнирной системы и ее опробования.
Сборку барабанов производят по заводским меткам. Нижние половины барабанов поднимают домкратами, а верхние опускают на вал при помощи крана или монтажных мачт и соединяют между собой сборочными болтами и со ступицами, установленными на валу,— точечными болтами.
Перед креплением холостого барабана к ступице со стороны механизма перестановки снимают зубчатый венец механизма перестановки, отводят его в сторону подшипника и закрепляют поршни в цилиндрах, чтобы последние не могли выпасть при выводе из зацепления зубчатого венца с зубчатой муфтой.
После проверки правильности установки барабанов производят сварку монтажных стыков.
Зубчатый венец механизма перестановки ставят на место.
На барабаны устанавливают и пригоняют футеровку, закрепляемую болтами с потайными головками, отверстия над которыми забивают деревянными пробками.
Собранную машину с барабанами, редуктором и электродвигателем проверяют по осям и высотным отметкам, после чего подливается фундамент машины.
После затвердения цементного раствора производят проточку тормозных ободов и нарезку канавок на деревянной футеровке барабана. Проточка тормозного обода обязательна в том случае, если биение его выше норм, приведенных в монтажном формуляре.

Проточка тормозных ободов и нарезка канавок на футеровке выполняются при помощи специального приспособления (рис. 274), состоящего из рамы с направляющими параллелями 1 и установленными на них суппортом 2 и кареткой 3. Вращение барабанов подъемной машины и ходового валика 4 производится при помощи временного привода, состоящего из двигателя 5, редуктора 6, зубчатой передачи 7, звездочек 8 и 9 и приводной цепи 10. Число оборотов барабана при нарезке канавок футеровки регулируется подбором звездочек на основании расчетов. Шаг резьбы ходового валика подбирают исходя из требуемого шага нарезки канавок (зависящего от диаметра подъемного каната плюс 2—3 мм — расстояние между витками). Проточку тормозных ободов производят резцом, установленным на суппорте, а нарезку канавок — фрезой, приводимой во вращение электродвигателем 11, установленным на каретке 3.
При нарезке канавок для каната проверяют высоту футеровки на обоих барабанах, не допуская разной их высоты.
Тормоз собирается на тормозном ободе и предварительно затягивается горизонтальными и вертикальными тягами. Шарнирные опоры со стойками, регулирующая стойка, балки и рычаги устанавливаются с точной выверкой по отношению к оси коренного вала и высотным отметкам. Шарнирные опоры закрепляют фундаментными болтами, тормозные колодки освобождают и проверяют правильность прилегания их к ободам.
В случае необходимости производят пригонку тормозных колодок, устанавливают по отвесу стойки тормоза и проверяют шарнирные соединения.
Шарнирные опоры и регулирующая стойка окончательно затягиваются анкерными болтами и подливаются цементным раствором.
Привод тормоза устанавливают в подвальном помещении на отдельной раме, положение привода по высоте проверяют штангой, которая должна нижним концом свободно входить в проушины тормозного рычага, подвешенного на вилке верхнего шарнира. После установки и проверки рычажной системы тормоза рама привода подливается цементным раствором.
Узел управления машиной и указатель глубины устанавливаются: первый на раме, а второй на постаменте. Положение их выверяют по отношению к коренному валу подъемной машины, связанному с указателем глубины конической передачей. Подливку рамы узла управления машиной, а также постамента указателя глубины производят цементным раствором после сборки и проверки рычажной системы тормоза и установки редуктора.
Подгонку профилей на ретардирующих дисках указателя глубины производят после полного окончания монтажа машины и нарезки футеровки барабанов.
Сборку и установку воздушной и смазочной систем выполняют в соответствии с правилами монтажа компрессорных и насосных установок.
Электрооборудование подъемной машины поступает комплектно с заводов-изготовителей и устанавливается на место работы в соответствии с проектом, «Правилами технической эксплуатации электроустановок промышленных предприятий» и «Правилами устройств электротехнических установок» Министерства электростанций бывш. СССР.
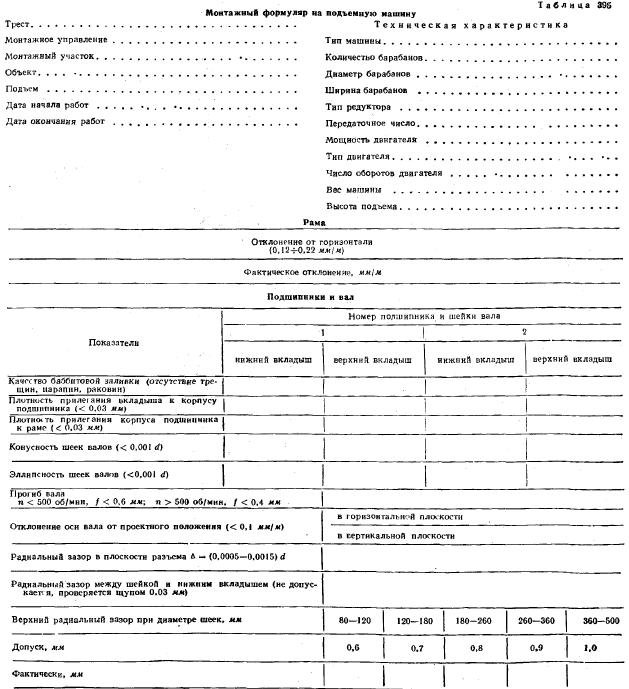
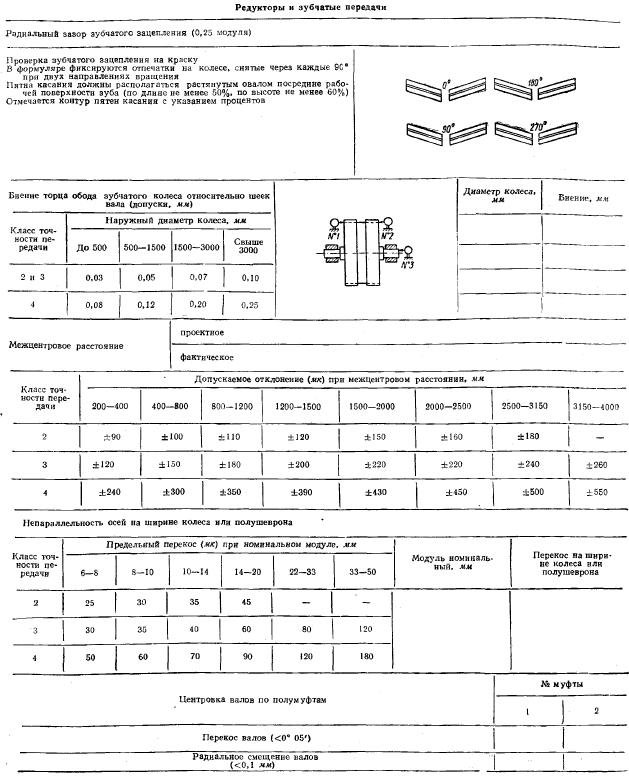
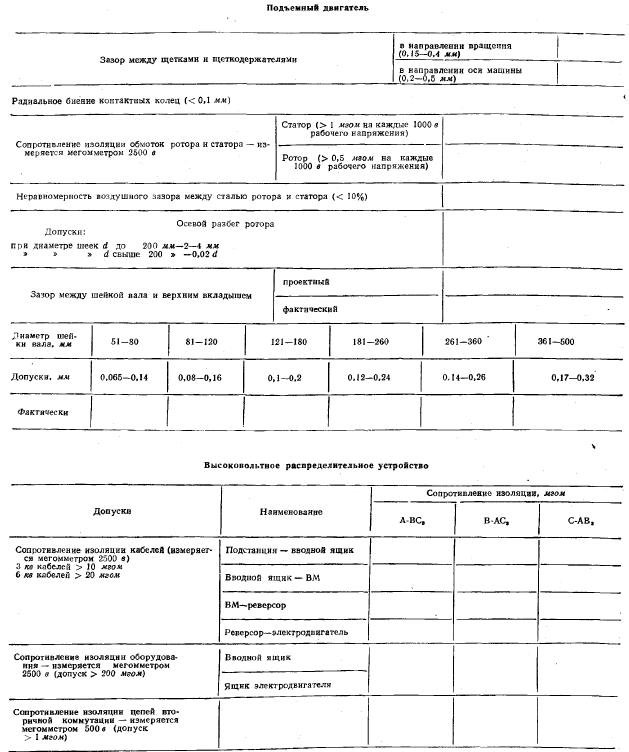
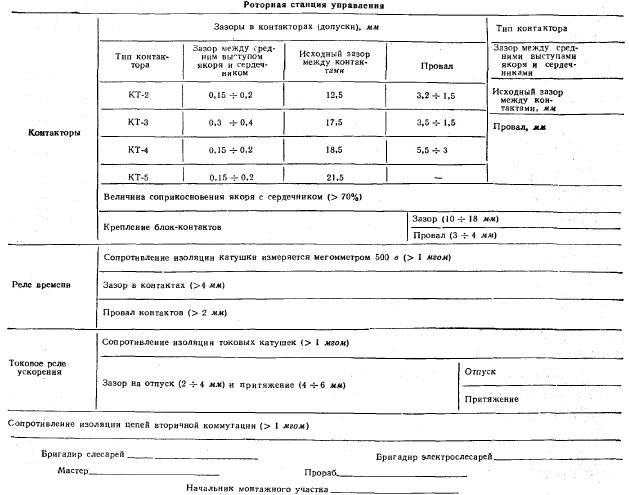
При выполнении работ по монтажу подъемной машины ведется монтажный формуляр (табл. 395), в котором указаны допускаемые отклонения В свободные графы формуляра заносятся данные фактических замеров. свидетельствующие о качестве выполнения монтажа, а также результаты проверки отдельных узлов машины.
Заполнение монтажного формуляра обязательно.


Ho окончании монтажа подъемную машину подвергают опробованию с целью наладки, выявления и устранения дефектов.
Опробование ведут сначала вхолостую, а затем (после навески канатов и подвески подъемных сосудов) — под нагрузкой с постепенным возрастанием до максимума установленной грузоподъемности.
Вентиляторные установки
Для проветривания подземных выработок применяют осевые одно- и двухступенчатые вентиляторы В табл. 396 приведены технические характеристики и монтажные данные вентиляторов серии В-УПД, наиболее часто применяющихся в шахтном строительстве.

Монтаж вентиляторов производят при помощи автомобильного или гусеничного крана, если вентилятор устанавливают вне здания; полиспастов и монтажных мачт или козел, если вентилятор устанавливают в здании.
На фундаменте устанавливают раму осевого вентилятора, а на раму — кожух со стойками, который крепится к раме болтами со специальными головками. Затем устанавливают и выверяют вал с ротором и подшипниками, при этом проверяют зазоры между лопастями колеса и кожухом вентилятора, после чего раму подливают цементным раствором.
После установки нижней половины кожуха и ротора вентилятора к нему присоединяют нижнюю часть и кольцо диффузора и коллектора, вторую часть которых заделывают цементным раствором в бетонных нишах. Затем устанавливают трансмиссионный вал с подшипниками и полумуфтами и электродвигатель. При этом надо соблюдать соосность трансмиссионного вала с валом ротора вентилятора и валом электродвигателя. Правильность положения проверяют при помощи уровня, укладываемого на проточке в средней части вала.
До монтажа электродвигателя на фундаменте укладывают металлическую раму с анкерными болтами и плитами; после выверки рамы производят заливку анкерных болтов и их затяжку.
В заключение устанавливают верхнюю половину кожуха, диффузора и коллектора.
Параллельно с монтажом вентилятора производят установку шиберов и лебедок. Особое внимание уделяют плотности прилегания шиберов к рамам, заделанным в вентиляционных каналах.
По окончании монтажа производят пробный пуск вентилятора.
При первоначальном пуске двери вентиляционного канала несколько прикрывают с тем, чтобы вентилятор работал на 40—50% своей нормальной производительности.
До окончательного пуска (сдачи в эксплуатацию) вентилятора производят регулировку режима его работы на необходимую производительность (за счет изменения угла установки лопаток рабочего колеса).
Компрессорные установки
На угольных предприятиях применяют вертикальные и горизонтальные одно- или двухступенчатые поршневые компрессоры производительностью до 100 м3/мин.
Вертикальные поршневые компрессоры производительностью до 40 м3/мин поступают с за вода-изготовителя на монтажную площадку в собранном виде.
Монтаж этих компрессоров сводится к установке их на фундаментах, выверке относительно главных осей и в горизонтальной плоскости и к закреплению фундаментными болтами с последующей подливкой цементным раствором.
Выверку компрессора в горизонтальной плоскости производят: по поверхности приводного шкива-маховика, устанавливаемого на конце коленчатого вала, — уровнем, укладываемым на его ободе; по торцовой плоскости — отвесом.
После установки и подливки фундамента компрессора производят ревизию его узлов.
Горизонтальные одно- или двухступенчатые двухцилиндровые воздушные компрессоры поступают в разобранном виде.
Монтаж их производится в такой последовательности.
На фундамент при помощи мостового крана или козел с талями устанавливают раму (станину) компрессора, несущую на себе коренные подшипники коленчатого вала и направляющие крейцкопфа. Рама имеет фланцы, к которым болтами или шпильками крепятся цилиндры. Выверку производят при помощи уровня, укладываемого на направляющие крейцкопфа и на контрольную линейку или калиброванный валик, имеющийся во вкладыше подшипников коленчатого вала.
Раму закрепляют затяжкой анкерных болтов, после чего снова проверяют по уровню.
Положение рамы фиксируют тонкой проволокой, натягиваемой по осям подшипников коленчатого вала и направляющим крейцкопфа.
По продольным струнам проволоки выверяют присоединяемые цилиндры, по поперечной — выносные подшипники, устанавливаемые на отдельных стойках.
После присоединения цилиндра 1 компрессора к станине 2 (рис. 275) проверяют по струне 4 соосность сальниковой втулки 5 и поверхности цилиндра.

Замеры производят штихмассом 3 с точностью до 0,01 мм в горизонтальном и вертикальном направлениях. Одновременно при помощи подкладок регулируют положение опоры цилиндра 6.
Правильность сочленения цилиндра со станиной обеспечивается заводской обработкой. При наличии перекосов положение цилиндра регулируют тонкими прокладками из промасленной бумаги.
Выверенные рамы с цилиндрами окончательно закрепляются анкерными болтами и подливаются цементным раствором.
После подливки рамы устанавливают коленчатый вал, положение которого контролируют валовым уровнем, и производят шабровку подшипников. Затем уровнем (в двух положениях) или индикатором проверяют взаимную параллельность шатунных и коренных шеек вала Параллельность шеек должна быть выдержана в пределах 0,02—0,04 мм на длине шейки.
К установленному валу присоединяют маховик, состоящий из двух половин.
Сборку кривошипно-шатунного механизма, состоящего из шатунов, крейцкопфов, штоков и поршней с кольцами, ведут методами, описанными ранее (сборка узлов с возвратно-поступательным движением деталей).
После сборки кривошипно-шатунного механизма вращением гайки в месте присоединения штока к крейцкопфу производят регулировку переднего и заднего мертвых пространств. Для их измерения поршень ставят сначала в крайнее переднее, а затем в заднее положение.
Измерение мертвых пространств производят по свинцовым отпечаткам. Величины их определяют по заводским чертежам. Величину заднего мертвого пространства при необходимости регулируют при помощи прокладок, устанавливаемых между крышкой и торцом цилиндра.
Параллельно со сборкой кривошипно-шатунного механизма ведут сборку и установку клапанов, системы смазки, промежуточного холодильника,, воздухосборника, воздухопровода, приборов управления и контрольной аппаратуры, системы охлаждения.
При установке клапанов проверяют плотность прилегания тарелок клапанов к седлам, что достигается притиркой.
После окончания всех работ по монтажу производят обкатку компрессора — сначала вхолостую, а затем под нагрузкой. Перед запуском компрессора маховик поворачивают несколько раз вручную для проверки исправности всех узлов и отсутствия заеданий в цилиндрах или направляющих крейцкопфов.
Шахтный водоотлив
Для шахтного водоотлива в центральной насосной камере устанавливают центробежные насосы типа АЯП производительностью 75, 150 и 300 м3/час с напором до 600 м и типа KCM производительностью от 30 до 150 м3/час с напором до 270 м.
Монтаж шахтного водоотлива состоит из:
- подготовки в мастерских трубопроводов и узлов с арматурой;
- сборки отдельных узлов насосной установки, ревизии и испытания оборудования и разборки;
- доставки в шахту к месту установки узлов, деталей и насосных агрегатов;
- сборки в насосной камере насосных агрегатов с напорным кольцом, арматурой и гидравлическим испытанием их.
По монтажным чертежам в мастерских изготовляют и собирают напорное кольцо с обратными клапанами и задвижками, всасывающие трубы с приемными клапанами и рамы под насос и электродвигатель. Насосные агрегаты собираются на рамах на поверхности в мастерских. После проверки правильности сборки их разбирают на отдельные узлы, размеры и вес которых допускают возможность транспортирования по вертикальному стволу и в вагонетках или на платформах по горизонтальным (и наклонным) выработкам до насосной камеры.
При сборке насосов соблюдают следующие требования:
- каналы турбинок должны совпадать с каналами направляющих дисков, отклонение допускается не более 1,5 мм в сторону ухода ротора на нагнетание;
- зазоры между секциями недопустимы, секции должны быть до отказа стянуты стяжными болтами;
- зажимное кольцо по внутреннему диаметру и резиновое разгрузочное кольцо должны быть надежно зажаты кронштейном, при этом под зажимное кольцо укладывают резиновый шнур;
- сальниковая набивка в крышке нe должна перекрывать отверстие, подводящее воду в гидрозатвор. Для предупреждения нагревания сальники затягивают с небольшим усилием;
- зазор между подшипником, сидящим на валу, и крышкой кронштейна должен быть 10—16 мм;
- между буртиком вала и рубашкой во избежание подсасывания воздуха под рубашку зажимают резиновый шнур;
- пружинное кольцо, которым крепится в крышке нагнетания втулка разгрузки, разводят настолько, чтобы после установки оно не шаталось.
Доставленные в насосную камеру узлы напорного кольца с задвижками и обратными клапанами монтируют на специальных подвесных кронштейнах, заделанных в бетонные стены и перекрытие камеры.
Рамы насосов закрепляют фундаментными болтами. Насосы и электродвигатели крепят к рамам болтами. При установке насоса и электродвигателя необходимо соблюдать соосность их валов. Центровку насоса с двигателем производят по полумуфтам.
Насосную установку монтируют при помощи талей, подвешенных на монтажных балках или козлах.
После установки насоса с электродвигателем нагнетательный патрубок насоса присоединяют к трубопроводу напорного кольца.
Всасывающий трубопровод, до заборного колодца укладываемый по почве насосной камеры и подсоединяемый к всасывающему патрубку насоса, должен иметь дополнительное крепление.
После центровки полумуфт и подсоединения напорного трубопровода производят затяжку фундаментных болтов и подливку рамы цементным раствором.
При монтаже всасывающего и напорного трубопроводов, а также задвижек, обратных клапанов и приемного клапана все соединения выполняют на резиновых прокладках и плотно затягивают болтами. Всасывающий трубопровод по камере укладывают с небольшим подъемом к насосу, с тем чтобы при заливке его водой не создавались воздушные мешки. При монтаже всасывающего трубопровода проверяют, свободно ли открывается приемный клапан.
Манометр и вакуумметр подсоединяются через проходные краны.
Водоотливные ставы в вертикальных стволах шахт
Установку водоотливных ставов выполняют по рабочему проекту, разработанному монтажной (или строительной) организацией на основе технического (или типового) ПОР.
Для водоотливных ставов применяются: трубы — стальные, бесшовные, с вращающимися фланцами; прокладки — резиновые; фланцы — стальные, штампованные или литые; кольца — штампованные или кованые, приваренные к трубам (рис. 276). Размеры фланцевых соединений приведены в табл. 397.

Заготовку труб, фланцев, приварку колец и подготовку прокладок выполняют в мастерской и в готовом для установки виде доставляют к стволу шахты.

Конвейеры
На угольных предприятиях монтируются ленточные и скребковые конвейеры серийного и индивидуального изготовления.
Ленточные конвейеры. В шахте ленточные конвейеры серийного изготовления устанавливают в горизонтальных и наклонных выработках с углом наклона до 18°.
Приводные и натяжные головки шахтных конвейеров поступают на площадку в собранном виде и подвергаются ревизии.
Установку приводной и натяжной головок ленточного конвейера выполняют на одной оси, предварительно нанесенной на фундаменты или другие опорные конструкции.
На конвейерах типа РТУ канаты натяжного устройства закрепляются на барабанах специальных лебедок, устанавливаемых на натяжной головке, а противоположные концы канатов крепятся к анкерам или к раме следующего конвейера.
После установки приводной и натяжной головок собирают линейные секции конвейера, состоящие из стульев с роликовыми опорами и соединяющих их прогонов. Линейные секции устанавливают на деревянные брусья и скрепляют болтами.
Сборку и монтаж отдельных узлов конвейера производят при помощи ручных талей, лебедок и катков.
Для навески транспортерной ленты на конвейер барабан с лентой устанавливают на козлах у головки конвейера; ленту при помощи троса лебедкой протягивают по верхним роликам и, обогнув барабан приводной головки, протягивают далее по нижним роликам к барабану натяжного устройства и выводят на верхние ролики конвейера. Натянутые при помощи ручных талей или лебедок концы ленты скрепляют стальными пластинами и заклепками или проволочными крючками (рис 277).

Вулканизация конвейерных лент. Ленты конвейеров, монтируемых на поверхности, сращивают методом вулканизации при помощи электрического вулканизационного аппарата Аппарат состоит из двух металлических плит, в которых расположены нагревательные элементы из спиралей нихромовой проволоки. Стык (соединение) конвейерной ленты помещается между металлическими нагревательными плитами и зажимается ими.
Подготовку соединения ленты для вулканизации проводят следующим образом. В ступенчатом порядке под углом к поперечнику (рис. 278) срезают слои ленты, обнажая последовательно тканевые прокладки. Каждую прокладку (ступень) тщательно зачищают металлической щеткой промывают авиационным бензином, накладывают на нее листовую прослоенную сырую резину толщиной 2 мм. Концы ленты соединяют между собой. Соединение обматывают бумагой, после чего оно готово для вулканизации.
Размеры разделок концов лент приведены в табл. 398.

Скребковые конвейеры поступают на монтажную площадку отдельными узлами, состоящими из привода, редуктора с электродвигателем, натяжного устройства, линейных секций и отрезков скребковой цени.
Установку стационарных скребковых конвейеров в подземных выработках производят нa деревянных брусьях, к которым привод и линейные секции крепятся костылями или болтами.
Соединение линейных секций производится при помощи замка, предусмотренного конструкцией конвейера, и не требует специальной пригонки и выверки.
Монтаж конвейеров состоит из: установки привода; сборки линейных секций; установки натяжного устройства; укладки и соединения сначала нижней ветви скребковой цепи, а затем установки и соединения верхних рештаков; укладки и соединения верхней ветви скребковой цепи; крепления натяжного устройства и натяжения скребковой цепи.
Оборудование околоствольных выработок
В пределах околоствольного двора шахты устанавливают оборудование загрузочного устройства: опрокидыватель, цепной толкатель и др.
Учитывая большие габаритные размеры оборудования загрузочного устройства, спуск его по стволу производят до армирования ствола, так как разборка оборудования на отдельные узлы и их сборка в стесненных условиях загрузочной камеры вызывают дополнительные затраты труда и времени.
В комплекс загрузочного устройства (рис. 279) входят; круговой опрокидыватель, верхний бункер угля с секторным затвором, течка или нижний бункер, дозировочное устройство (барабан), специальная педальная рама и система тяг.

В загрузочной камере монтируют также бункер для мелочи и элеватор для очистки зумпфа от просыпающегося угля.
Последовательность операций при сборке:
- монтаж нижней части элеватора и бункера мелочи;
- установка педальной рамы;
- монтаж течки и дозировочного барабана;
- установка и монтаж нижнего бункера;
- установка и монтаж верхнего бункера;
- монтаж опрокидывателя;
- монтаж промежуточных секций и головки элеватора.
Окончательное закрепление опорных плит дозировочного барабана производят после регулировки его поворота.
В собранном виде загрузочное устройство должно обеспечивать правильное взаимодействие всех элементов и деталей (установка скипа на раму; поворот дозировочного барабана, открытие и закрытие секторной заслонки).
При регулировке действия загрузочного устройства проверяют наличие зазоров между барабаном и нижним бункером, скипом и загрузочной течкой барабана. Во время опробования устройства определяют необходимое количество контргрузов.
Монтаж кругового опрокидывателя начинают с установки рамы по осям и высотным отметкам. На раме устанавливают ролики, привод, барабан, тормозное устройство и другие детали. Продольная ось и уровень головок рельсов опрокидывателя должны точно совпадать с осью и уровнем головок рельсов откаточных путей.
Смонтированный круговой опрокидыватель должен:
- при вращении барабана лежать на всех роликах и проходить мимо валиков башмаков, не задевая их;
- иметь одинаковый зазор между обеими торцовыми сторонами барабана;
- иметь плавное, без ударов, накатывание упоров на башмаки и остановку барабана в конце опрокидывания.
Цепной толкатель поступает на монтажную площадку отдельными узлами. Спуск его по стволу и транспортирование по выработкам производят в разобранном виде.
Монтаж толкателя состоит из нескольких операций: установки на фундамент рамы, нижней направляющей планки, приводной и натяжной головок; укладки цепи и монтажа тормозного и выключающего устройств.
Цепной толкатель и опрокидыватель должны иметь электрическую блокировку, обеспечивающую их разновременную работу.
- Сборка и установка узлов и деталей оборудования шахт и карьеров
- Ван Кэньтан
- Ревизия оборудования шахт и карьеров
- Приемка фундаментов под монтаж технологического оборудования шахт и карьеров
- Такелажные работы на шахтах и карьерах
- Приемка и хранение оборудования шахт и карьеров
- Монтажное оборудование, приспособления и инструмент шахт и карьеров
- Техническая документация для производства монтажных работ на шахтах и карьерах
- Общие сведения о монтаже технологического оборудования шахт и карьеров
- Додиньи, Ив
