Устройства для взвешивания угля
Типы весов
Автоматические конвейерные весы типа ЛТ предназначены для взвешивания угля, транспортируемого конвейером. Весы устанавливают на горизонтальном или наклонном участке конвейера (рис. 56). Вес угля, прошедшего через грузоприемную часть весов, фиксируется нарастающим итогом на шестизначном счетчике. Кроме того, весы снабжены указателем погонной нагрузки, при необходимости могут быть снабжены электрическим дистанционным сигнальным устройством, срабатывающим при недогрузке или перегрузке ленты конвейера. Собственный вес и основные размеры весов типа ЛТ зависят от ширины конвейерной ленты (табл. 13).

Скорость движения конвейерной ленты не должна превышать 2 м/сек.
Точность взвешивания ±1% гарантируется в в том случае, если большую часть времени работы конвейера (80—85%) погонная нагрузка составляет от 50 до 100% максимальной нагрузки. Величина перегрузки ленты (по сравнению с максимальной нагрузкой) счетчиком не учитывается.

По данным практики, автоматические конвейерные весы типа ЛТ могут правильно работать при погонной нагрузке в пределах 8—160 кГ/м.
Автоматические конвейерные весы типа ЛТ (рис. 57) состоят из грузоприемной части 1, главного рычага 2, рамы счетного механизма 3, привода 4 и счетного механизма 5.
Счетный механизм состоит из двух промежуточных рычагов, уравновешивающего квадранта, интегратора, счетчика, указателя погонной нагрузки и сигнального устройства.

Вес угля на ленте конвейера воспринимается двумя весовыми роликоопорами, закрепленными на грузоприемной платформе 1 (рис. 58). Через рычаги 1, 3 и 4 это усилие передается на грузоприемное плечо квадранта 5, который при помощи поводка 6 шарнирно соединен с роликом 7, образующим фрикционную пару с диском 8. Последний приводится во вращение через соответствующую передачу барабаном 9.
Каждое отклонение квадранта при увеличении нагрузки на платформу 1 вызывает поворот ролика 7 около вертикальной оси, что приводит к появлению некоторого угла между окружными скростями диска 8 и ролика 7 в точке их касания.
Этот угол обусловливает возникновение силы, стремящейся переместить ролик 7 дальше от центра диска 8. Это перемещение возможно лишь вместе с кареткой 10, катящейся по неподвижному рельсу.

Угловые скорости диска 8 и ролика 7 суммируются зубчатым дифференциалом 11. Результирующая скорость ведомого вала дифференциала обусловливает вращение первого диска счетчика 12, показывающего вес прошедшего угля.
В случае превышения максимальной погонной нагрузки замыкается конечный контакт 13 дистанционного сигнального устройства 14
Вагонные весы. На угольных шахтах и разрезах для взвешивания вагонов с углем применяют стационарные коромысловые весы типов ВВ-100, ВВЦ-100-У и ВПП-100 (табл. 14).
Вагонные весы (рис. 59) предназначены для взвешивания одного двухосного или четырехосного вагона общим весом (брутто) до 100 т. Весы состоят из грузоприемной части, весового механизма и указательного прибора. Грузоприемная часть состоит из двух расположенных одна за другой платформ, опирающихся посредством стоек на главные рычаги подплатформенного механизма через траверсы и серьги.


Весовой механизм устанавливается в котловане и представляет собой систему чугунных рычагов, соединенных между собой серьгами. Рычаги опираются на стойки.
Указательный прибор состоит из коромысла со шкалой, установленного на колонках. Уравновешивание вагона осуществляется двумя передвижными гирями. Отсчет веса производится по основной и дополнительной шкалам.
Весы монтируют на железобетонном фундаменте, расположенном в котловане.
Время, необходимое для взвешивания одного вагона, составляет:

Вагонные весы ВВЦ-100-У приняты в типовых проектах поверхности шахт для условий Донецкого, Кузнецкого и Карагандинского бассейнов, а также в типовом проекте углеобогатительной фабрики.
Весы ВВЦ-100-У снабжены:
- циферблатной головкой, фиксирующей вес угля в вагоне и имеющей датчик, импульс которого позволяет выключать механизм, подающий уголь во взвешиваемый вагон при полной его загрузке до заданного веса;
- механизмом, записывающим дату погрузки, номер вагона и вес угля в вагоне на отдельном талоне и одновременно на ленте, что позволяет учитывать количество погруженного угля на любое время суток.
В настоящее время в целях ускорения процессов взвешивания вагонов некоторые зарубежные фирмы разработали конструкцию электронных весов, которые могут взвешивать вагоны на ходу.
Электронные весы установлены на железнодорожной станции Кирк Ярд в штате Индиана (США).
Основные части электронных весов:
- весовая платформа, поддерживаемая 16 тензодатчиками сопротивления в восьми точках;
- пульт управления, расположенный в весовой будке и состоящий из уравновешивающей сервосистемы, механизма для отсчета веса и печатающего прибора;
- два соленоида, воздействующих на механизм перевода вагона с путевых рельсов на весовые.
Изменение сопротивления в электрической цепи от датчиков передается электронным приборам, которые производят настройку группы дисков с цифрами. Результаты взвешивания автоматически печатаются на бумажной ленте или карточке.
При въезде вагона на весы реборды колес давят на блокировочный рычаг, управляющий соленоидом. Когда первое колесо касается его, стрелка регистрирующего механизма начинает двигаться к цифре, указывающей вес вагона, при касании второго и третьего колес вес уточняется; при касании реборды четвертого колеса на весах отмечается уточненный вес вагона и через 3 сек. отпечатывается на ленте (после затухания колебаний).
Предельная нагрузка на весы 180 т. Скорость взвешивания — до шести вагонов в минуту. Скорость движения вагонов при взвешивании 100—300 м/мин. Ошибка при взвешивании не превышает 0,2% наибольшей нагрузки на весы.
Электронные вагонные весы применяются в США также на сортировочной станции Джорджтаун Пенсильванской железной дороги с 1951 г. На этих весах ежедневно взвешивают до 400 вагонов, движущихся по весам со скоростью до 5 км/час. Длина грузоприемной площадки весов 22,S м, предельная нагрузка 180 г. Площадка весов опирается на восемь электрических датчиков.
Для автоматизации процесса взвешивания применены три фотоэлемента, установленных на весовой площадке на высоте сцепки вагонов. Печатающий механизм фиксирует вес вагона с точностью до 45 кГ.

Автомобильные весы (рис. 60) состоят из грузоприемной платформы 1, подплатформенного весового механизма 2 и указательного прибора 3, смонтированных на фундаменте 4.
Платформа представляет собой металлическую раму, верхняя часть которой покрыта деревянным настилом. Она опирается стойками на главные рычаги весового механизма. Рычаги соединены между собой серьгами.
В качестве указательного прибора автомобильных весов служит коромысло со шкалой, устанавливаемое на колонке, или циферблатная головка.
Устройство циферблатного указателя основано на применении двух симметрично расположенных рычагов-квадрантов, каждый из которых на одном из плеч имеет постоянный грузопротивовес. Эти противовесы отклоняются от вертикального положения под действием усилий от взвешиваемого груза.

Допустимые погрешности при взвешивании на автомобильных весах:

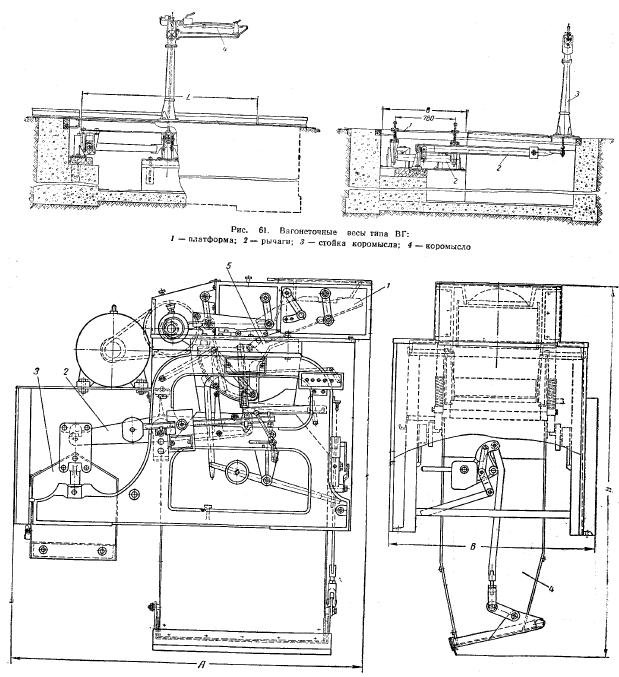
Вагонеточные весы (рис. 61) для взвешивания угля, транспортируемого в вагонах узкой колеи — 750 мм, изготовляются двух типов: ВГ — с коромысловым указателем и ВГЦ — с циферблатным указателем.
Грузоприемный механизм весов состоит из платформы с укрепленными на ней рельсами и рычажной системы, передающей усилия от веса вагонетки на указательный прибор. Взвешивание и отсчет веса на вагонеточных весах производятся так же, как на вагонных.
Весы с циферблатным указателем и предельной нагрузкой 10 т снабжены промежуточным механизмом, служащим для передачи усилий от грузоприемных рычагов на циферблатный указатель и для включения накладной гири при взвешивании грузов весом более 5 т.
Автоматические порционные весы типа ДУ предназначены для взвешивания угля крупностью не более 35 мм и насыпным объемным весом 0,65—0,86 т/м3, поступающего на весы непрерывным потоком. Допускаемая влажность угля не более 15%, содержание пыли не более 15%.
Весы ДУ (рис. 62) состоят из чугунной составной станины, лоткового питателя, коромысла, ковша, гиредержателя, регулятора, механического счетчика и электродвигателя. На станине укреплена приемная воронка, через которую уголь попадает на качающийся лотковый питатель 1. Питатель подвешен на серьгах, закрепленных одним концом в станине. Приемная воронка имеет шибер, регулирующий давление угля на качающийся лоток. Поперек лотка установлена поворотная заслонка для регулирования производительности весов. На одном конце коромысла 2 подвешен гиредержатель 3, на который устанавливают комплект гирь по весу, равный величине порции. На другом конце коромысла висит ковш 4 с откидным дном.

При включении электродвигателя лоток питателя, качаясь на серьгах, подает уголь во впускную воронку 5. Уголь, проходя через воронку, попадает в весовой ковш, который по мере заполнения углем опускается. Когда вес порции угля приблизится к заданной, срабатывает система рычагов, в результате чего дно ковша открывается и уголь из ковша высыпается. При открывании ковша один из рычагов нажимает на палец счетчика, который при этом увеличивает счет на единицу.
Весы типа ДУ изготовляют трех типоразмеров на предельную величину порции 20, 100 и 200 кГ (табл. 17).

Крановые весы типа KЦ (рис. 63) предназначены для взвешивания грузов, перемещаемых при помощи крана. Весы подвешивают на грузоприемный крюк крана. Груз автоматически уравновешивается пружинно-рычажным механизмом. Весы снабжены указательным прибором циферблатного типа и двурогим крюком.

Правила эксплуатации весов
Весы и весовые приборы подлежат обязательной государственной проверке и клеймению в установлен» ном порядке.
Осмотр и ремонт весов производят в следующие сроки:
- средний ремонт — один раз в два года; при этом весы разбирают, осматривают, исправляют детали, шлифуют и затачивают призмы, подушки и серьги с перекалкой и заменой изношенных. Одновременно осматривают и устраняют неисправности фундаментов, железнодорожных путей и водоотвода. После этого весы собирают, выверяют и затем производят государственное клеймение весов и гирь;
- годовой осмотр — один раз в два года (через год после среднего ремонта). После осмотра весов исправляют мелкие дефекты деталей, шлифуют и затачивают призмы и подушки с перекалкой, осматривают и устраняют неисправности фундамента; после сборки весы и гири выверяют;
- квартальный осмотр (не менее 3 раз в году); весы выверяют при помощи контрольной весовой платформы;
- ревизионный осмотр — по плану ревизии весов; производят выверку весов при помощи контрольной весовой платформы.

- Способы взвешивания угля
- Способу погрузки угля в железодорожные вагоны на зарубежных шахтах
- Безбункерная погрузка угля
- Особенности погрузки угля в зимнее время
- Погрузочные полубункера
- Централизация и автоматизация управления бункерной погрузкой
- Мероприятия по снижению измельчения угля при бункерной погрузке
- Оборудование погрузочных бункеров
- Хакимов, Камрон Маруфович
- Кхуздул
