Технология производства ферробора
При алюминотермическом восстановлении борного ангидрида количество выделяющегося тепла составляет всего 33 кДж/г-атом шихтовых материалов, поэтому выплавка ферробора внепечным способом требует использования значительных количеств термитных добавок, вследствие чего внепечной способ используют только для получения некоторых лигатур с бором.
Борсодержащие сплавы марок ФБ-2 и ФБ-3 получают электропечным алюминотермическим способом из шихты, рассчитанной На получение в сплаве около 10% В. Шихта состоит из трех частей: запальная смесь (боратовая руда, железная окалина и вторичный алюминий), основная шихта (боратовая руда и вторичный алюминий) и осадитель (железная окалина и вторичный алюминий). Количество запальной смеси 8—10% от общей массы шихты, основной шихты 70%, осадителя 20—25%.
При дозировании шихты компоненты каждой части шихты набираются в одну емкость. Точность взвешивания (до 1 кг) проверяется в начале и конце взвешивания по контрольному грузу. Смешивание шихтовых материалов проводится трехкратным пересыпанием в конусах. Крупность всех шихтовых материалов не должна превышать 2—5 мм.
Плавку ведут на блок в плавильном агрегате, футерованном электродной массой и установленном на футерованном поддоне; стенки агрегата в нижней части выкладываются магнезитовым кирпичом по уровню металлического слитка.
Ферробор марки ФБ-0 выплавляют в печи, полностью футерованной магнезитовым кирпичом.
Исходя из особенностей и назначения каждой части шихты, процесс выплавки ферробора может быть разделен на три периода: 1 — образование расплава и разогрев ванны; 2 — восстановление окислов; 3 — обработка шлака осадителем.
Процесс ведут в трехфазной электропечи мощностью 1000 кВА с двумя выпусками шлака, для чего основную часть шихты и железотермитный осадитель делят на две равные части. Запальную часть шихты загружают на дно ванны перед ее установкой в плавильную камеру.
Плавка начинается с проплавления запальной части шихты, затем на образующемся шлаке зажигают дуги и проплавляют первую половину основной шихты, после чего при выключенной печи проплавляют первую половину осадителя. Расплав выдерживают около 10 мин, затем через шлаковую летку выпускают шлак, заделывают летку и проплавляют остальную навеску шихты, после чего вновь сливают шлак. Продолжительность плавки колеблется от 1 ч до 1 ч 40 мин. После окончания процесса ванну выкатывают из-под электродов и охлаждают вместе с продуктами плавки в течение 32—40 ч (до полной кристаллизации сплава).
Исследование первого периода плавки ферробора показало, что оптимальные условия процесса обеспечиваются при соотношении в запальной части шихты боратовой и железной руд и алюминия 1,7 : 1 : 1 (удельная теплота процесса 83— 88 кДж/г-атом).
В результате проплавления этой части шихты образуется шлак с температурой плавления 1400—1450°С и легкоплавкий металл (плавится при 1300° С). Оптимальная скорость проплавления шихты 120—130 кг/(м2*мин). Увеличение скорости проплавления может привести к выбросам шихты, а при снижении скорости проплавления увеличивается слой гарниссажа и, следовательно, потери бора. Предварительный подогрев ванны печи газом до 800° С позволил повысить извлечение бора на 3—5%.
 На рис. 164 показано изменение основных технологических показателей процесса выплавки ферробора из обожженной боратовой руды в зависимости от относительного количества алюминия в шихте (за 100% принято стехиометрически необходимое на восстановление бора, железа, кремния и сульфата кальция).
На рис. 164 показано изменение основных технологических показателей процесса выплавки ферробора из обожженной боратовой руды в зависимости от относительного количества алюминия в шихте (за 100% принято стехиометрически необходимое на восстановление бора, железа, кремния и сульфата кальция).Максимальное извлечение бора наблюдается при отношении CaO : Al2O3 в шлаковом расплаве, равном 0,20—0,25.
Существенное влияние на показатели плавки оказывает скорость проплавления основной шихты. Для электропечи, использованной при проведении работы [2061, оптимальной оказалась скорость проплавления шихты, равная 40—45 кг/(м2*мин), что обеспечивало плавление шихты с закрытым колошником и разогрев расплава до 1750—1780°С.
Использование железотермитного осадителя при выплавке сплавов с бором особенно эффективно в связи с низкой плотностью бора (табл. 103).
 Извлечение бора в слиток при промышленной выплавке составляет 60—65%. Металл содержит 8—11% В и по 6—10% Si и Al.
Извлечение бора в слиток при промышленной выплавке составляет 60—65%. Металл содержит 8—11% В и по 6—10% Si и Al.В среднем на одну базовую тонну ферробора (5% В) расходуется 935 кг обожженной руды, 30 кг борной кислоты (иногда даваемой при плавке бедной руды), 500 кг алюминиевой стружки, 60 кг чушкового алюминия, 130 кг железной стружки, 380 кг прокатной окалины и 20 кг извести, а также около 520 кВт*ч электроэнергии.
При выплавке ферробора из плавленой боратовой руды, измельченной до крупности 5 мм (27,8% B2О3), типичный состав шихты был следующим (I — запальная часть шихты, II — основная часть шихты, III — железотермитный осадитель):
 Сплав получали по той же технологии, что при использовании обожженной боратовой руды. Средний состав сплава: 11,4% В; 6% Si и 10% Al, масса одной плавки около 1300 кг.
Сплав получали по той же технологии, что при использовании обожженной боратовой руды. Средний состав сплава: 11,4% В; 6% Si и 10% Al, масса одной плавки около 1300 кг.Производство сплавов бора методом выплавки на блок и перегрев металла в конце плавки на 300—500° над точкой ликвидуса приводит к значительной ликвации элементов по высоте и сечению слитка. Так, в ферроборе марок ФБ-0 и ФБ-1 содержание кремния, алюминия и фосфора в отдельных кусках может колебаться в 4 раза, меди — в 6 раз, углерода — в 25—30 раз.
Неравномерность распределения бора в объеме слитка требует строгой унификации способа отбора проб от готовой продукции. Метод отбора и подготовки проб для химического анализа ферробора регламентируется ГОСТ 20280—74 (контролируемый показатель качества пробоотбора — содержание бора). В соответствии с этим стандартом полная погрешность опробования ферробора для доверительной вероятности 0,95 не должна превышать ±0,63% В для массы металла 0,4 т; отдельные составляющие общей погрешности должны находиться в следующих пределах, % В:
 Значительно сократить ликвацию элементов в ферроборе позволяет организация выплавки с выпуском металла в изложницу. Плавка с выпуском металла и шлака наряду с улучшением качества ферробора позволяет повысить извлечение бора и снизить расход алюминия, повысить в 1,5 раза производительность при выплавке и разделке металла, уменьшить расход огнеупоров на 1 т сплава и сократить технологический цикл с 40 до 20 ч.
Значительно сократить ликвацию элементов в ферроборе позволяет организация выплавки с выпуском металла в изложницу. Плавка с выпуском металла и шлака наряду с улучшением качества ферробора позволяет повысить извлечение бора и снизить расход алюминия, повысить в 1,5 раза производительность при выплавке и разделке металла, уменьшить расход огнеупоров на 1 т сплава и сократить технологический цикл с 40 до 20 ч.Бор обладает высоким химическим сродством к кислороду и азоту. Однако выплавка на блок с последующей длительной выдержкой расплава до полного его затвердевания в плавильном тигле обеспечивает надежную защиту сплава от атмосферного воздействия и относительно низкую его газонасыщенность: менее 0,02% О, менее 0,01 % N, 20—30 см3/100 г H2. Количество неметаллических включений в ферроборе, представленных в основном корундом, не превышает 0,05%.
По данным материального баланса выплавки ферробора в металлический слиток (с учетом металла в отходах) переходит следующее количество элементов, %:
 Несмотря на то что в плавке 1 использовался борный ангидрид, а в плавке 2 — борная кислота, извлечение в слиток контролируемых элементов остается в обоих случаях практически одним и тем же.
Несмотря на то что в плавке 1 использовался борный ангидрид, а в плавке 2 — борная кислота, извлечение в слиток контролируемых элементов остается в обоих случаях практически одним и тем же.Близкие к приведенным выше результаты получены в работе, — в металл переходит 61,7% В, 43% Si и 42% P по отношению к их количеству, находившемуся в шихтовых материалах.
Основным источником загрязнения металла кремнием и фосфором является железная руда, вносящая в сплав 69% Si и 71% Р. Алюминий вносит свыше половины меди, переходящей в металл. Основным источником углерода в ферроборе является известь. Для повышения качества ферробора рекомендуется использовать железную руду, содержащую менее 0,01% P и менее 2,0% SiO2, а известь проплавлять в начальный период плавки или заменять ее боратом кальция.
В процессе плавки алюминий расходуется следующим образом, %:
 Суммарный расход алюминия при использовании борной кислоты увеличивается на 5—10% по сравнению с выплавкой ферробора с применением ангидрида.
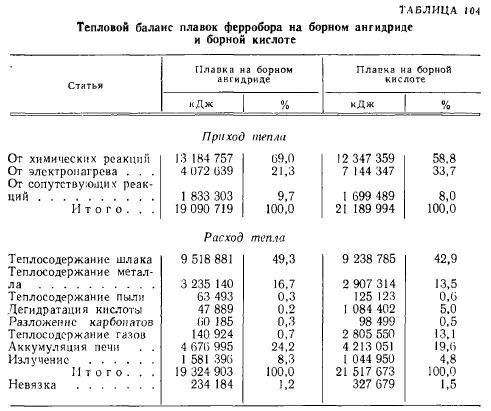
Суммарный расход алюминия при использовании борной кислоты увеличивается на 5—10% по сравнению с выплавкой ферробора с применением ангидрида.В табл. 104 приведены результаты теплового баланса промышленных плавок ферробора на борном ангидриде и борной кислоте. Теплоты образования шлака и интерметаллидов, использованные для расчета теплового баланса этих плавок, определены калориметрически.
При проведении теплового баланса было установлено, что теплота сопутствующих реакций составляет 8—10% общего прихода тепла, тепловыделение в результате окисления алюминия кислородом воздуха или парами воды составляет 14%. Потери тепла (аккумуляция футеровкой печи, излучение колошника и теплосодержание пыли и газов) при использовании борного ангидрида составляют 33,5%, а борной кислоты 38,1% расхода тепла на плавку, в том числе на нагрев футеровки приходится 50—75% общих потерь тепла.
- Шихтовые материалы выплавки ферробора
- Требования к качеству ферробора
- Физико-химические свойства бора и его соединений
- Технология производства хромовольфрамовой лигатуры
- Технология производства ферровольфрама
- Подготовка шихтовых материалов выплавки ферровольфрама
- Требования к качеству ферровольфрама
- Физико-химические свойства вольфрама и его соединений
- Технология производства лигатур с титаном, хромом и молибденом
- Использование шлаков ферротитана
