Шихтовые материалы выплавки ферротитана
При алюминотермическом производстве ферротитана в качестве основного титансодержащего сырья применяется ильменитовый концентрат, химический состав которого, согласно ТУ 48-4-236—72, должен соответствовать нормам, приведенным в табл. 92 (крупность концентрата — до 3 мм).
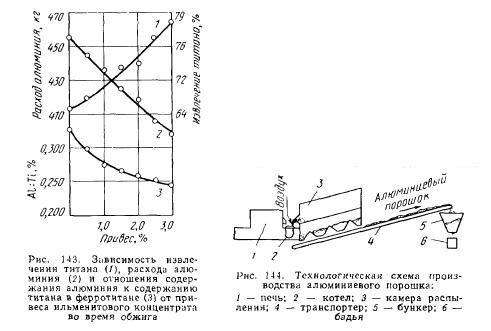
Содержание серы в ильменитовых концентратах находится В пределах 0,10—0,50%. Перед использованием концентрата для выплавки ферротитана его подвергают окислительному обжигу при 600—800° С во вращающейся печи, обогреваемой природным газом. Основными целями обжига ильменитового концентрата являются снижение содержания серы до 0,15% (для выплавки ферротитана марки Ти2) и до 0,10% (для выплавки сплава марок Ти1 и Ти1Э), полное удаление влаги, нагрев концентрата перед смешиванием шихты до 300—450° С для улучшения теплового баланса плавки.
Качество обжига ильменитового концентрата контролируется химическим анализом проб обожженного материала на содержание серы, а также привесом материала (рис. 143).
 Химический состав вторичного алюминия, используемого для производства алюминиевого порошка, должен соответствовать нормативам табл. 93.
Химический состав вторичного алюминия, используемого для производства алюминиевого порошка, должен соответствовать нормативам табл. 93.По соглашению сторон содержание меди и магния для алюминия марки АВ97 регламентируется на уровне 0,2% каждого элемента. Сумма свинца и олова для алюминия марок АВ88 и АВ86 не должна превышать 0,7%. Содержание олова в алюминии всех марок может быть снижено до 0,05%; в этом случае в условное обозначение марки добавляется буква «Ф».
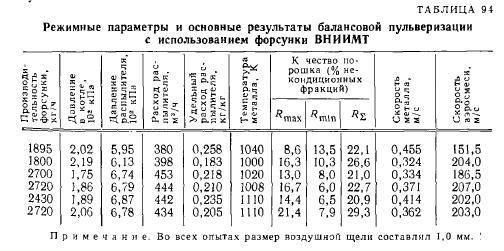
 Наиболее распространенным методом изготовления алюминиевого порошка является пульверизация жидкого металла сжатым воздухом при 700—800° С (рис. 144). Чушковый алюминий, из которого изготовляют порошок, расплавляют в отражательной печи, отапливаемой природным газом, затем жидкий металл выпускают в чугунный котел емкостью 2,5 т. Из котла жидкий металл под давлением 150—250 кПа подается в распыливающую форсунку. На выходе из распыливающей форсунки струя металла разбивается на мелкие капли периферийным потоком воздуха, поступающего в форсунку под давлением 450—500 кПа.
Наиболее распространенным методом изготовления алюминиевого порошка является пульверизация жидкого металла сжатым воздухом при 700—800° С (рис. 144). Чушковый алюминий, из которого изготовляют порошок, расплавляют в отражательной печи, отапливаемой природным газом, затем жидкий металл выпускают в чугунный котел емкостью 2,5 т. Из котла жидкий металл под давлением 150—250 кПа подается в распыливающую форсунку. На выходе из распыливающей форсунки струя металла разбивается на мелкие капли периферийным потоком воздуха, поступающего в форсунку под давлением 450—500 кПа.«Факел», состоящий из воздуха и алюминиевого порошка, вдувается в специальную камеру, где порошок охлаждается и осаждается в систему бункеров.
 Производительность форсунки и качество алюминиевого порошка в основном зависят от следующих режимных параметров процесса пульверизации: температуры нагрева металла в котле, давления распылителя и его удельного расхода, давления металла в котле.
Производительность форсунки и качество алюминиевого порошка в основном зависят от следующих режимных параметров процесса пульверизации: температуры нагрева металла в котле, давления распылителя и его удельного расхода, давления металла в котле.На рис. 145 показана зависимость производительности распиливающей форсунки от температуры жидкого алюминия в котле. Оптимальным интервалом температур, при котором обеспечивается максимальная производительность пульверизации, является 710—750° С. Снижение производительности форсунки при температурах ниже 710°С является следствием увеличения вязкости металла в интервале температур, близких к точке его плавления. Уменьшение производительности форсунки при нагреве жидкого алюминия выше 750° С объясняется влиянием гидродинамического подпора факела распыленных частиц на вытекающую струю жидкого металла, возникающего при больших перегретых и мелком распыливании металла.
 Из приведенной на рис. 146 зависимости гранулометрического состава порошка от температуры пульверизации следует, что увеличение температуры нагрева металла приводит к более мелкому распылению порошка. По мере увеличения температуры связь между молекулами алюминия ослабевает, что способствует получению более тонких фракций металла. Наоборот, пониженная температура металла при пульверизации приводит к получению более грубого порошка. Согласно техническим условиям на алюминиевый порошок, его гранулометрический состав должен удовлетворять следующим требованиям:
Из приведенной на рис. 146 зависимости гранулометрического состава порошка от температуры пульверизации следует, что увеличение температуры нагрева металла приводит к более мелкому распылению порошка. По мере увеличения температуры связь между молекулами алюминия ослабевает, что способствует получению более тонких фракций металла. Наоборот, пониженная температура металла при пульверизации приводит к получению более грубого порошка. Согласно техническим условиям на алюминиевый порошок, его гранулометрический состав должен удовлетворять следующим требованиям: Как следует из рис. 145, оптимальный температурный интервал пульверизации тоже находится в пределах 710—750° С: при этих температурах количество некондиционных фракций порошка является минимальным.
Как следует из рис. 145, оптимальный температурный интервал пульверизации тоже находится в пределах 710—750° С: при этих температурах количество некондиционных фракций порошка является минимальным.Количество распыливающего воздуха также влияет как на производительность форсунки, так и на качество получаемого порошка.
При малых удельных расходах распылителя наблюдается слипание расплавленной крупки, которая образует настыли на стенках бункеров камеры распыления; при чрезмерных удельных расходах распылителя выход некондиционных фракций также возрастает в связи с переохлаждением металла вплоть до застывания металла на внутренних стенках выходной части жидкостного сопла (рис. 147). Максимальный выход кондиционных фракций соответствует удельному расходу распыливающего воздуха 0,3—0,35 кг на 1 кг порошка.
С увеличением удельного расхода распылителя производительность форсунки уменьшается. Производительность пульверизации тем выше, чем выше давление металла в котле (рис. 148). При давлении металла в котле 2,0*10в2 кПа и удельном расходе распылителя 0,3 кг/кг производительность форсунки составляет 1150 кг/ч, а при давлении 2,4*10в2 кПа и таком же удельном расходе распылителя она равна 1480 кг/ч. Значительное повышение производительности пульверизации можно получить при использовании распыливающей форсунки конструкции ВНИИМТ (рис. 149). В табл. 94 приведены режимные параметры и основные показатели работы форсунки ВНИИМТ.
 Наилучшие показатели при работе на форсунке этой конструкции достигаются при следующих параметрах:
Наилучшие показатели при работе на форсунке этой конструкции достигаются при следующих параметрах: При работе с указанными параметрами производительность форсунки достигает 3000 кг/ч при удовлетворительном качестве алюминиевого порошка.
При работе с указанными параметрами производительность форсунки достигает 3000 кг/ч при удовлетворительном качестве алюминиевого порошка.Расход алюминия на 1 т алюминиевого порошка равен для первичного алюминия 1036 кг и для вторичного 1047 кг.
На ферросплавных заводах применяют также один из способов приготовления шихты ферротитана, минуя стадию получения алюминиевого порошка 11931. По этой технологической схеме во вращающуюся смесительную машину вводят обожженный ильменитовый концентрат и после заполнения им определенного объема в тот же смеситель под давлением нагнетают жидкий алюминий. Струя алюминия попадает через рассекатель внутрь объема вращающегося концентрата и, охлаждаясь, измельчается в результате истирания между слоями концентрата, движущимися с различной скоростью из-за торможения движения около стенок смесителя.
Используемая для выплавки железная руда Криворожского месторождения класса «А» м и 10 с величиной зерна не более 5 мм должна иметь следующий состав (ТУ 14-9-52—73), %:
 Перед плавкой железную руду просушивают для удаления влаги.
Перед плавкой железную руду просушивают для удаления влаги.Известь, используемую для получения ферротитана, получают из известняка, содержащего не менее 52% CaO и не более 1,6% SiO2 (не более 2,0% нерастворимого осадка). В плавку известь задают свежеобожженной, содержание окиси кальция не менее 90%, углерода не более 1,0—1,5%; крупность извести не более 3,0 мм. Применение «пушенки» и гашеной извести не допускается.
При повышенном содержании кремния в шихте увеличивается извлечение титана. Для повышения содержания кремния в шихту вводят ферросилиций марок ФС75 и ФС75 ч (ГОСТ 1415—70); ферросилиций вводят в молотом виде (в кусках крупностью не более. 5 мм).
Лом и отходы титановых сплавов для переплава поступают в виде стружки, обрези, кусковых отходов, бракованных поковок и т. д.; перед плавкой отходы нагревают до 100—150°С.
 При переплаве отходов титановых сплавов содержание легирующих компонентов может достигать следующих значений: алюминий — 0,2—7,5%; марганец — 0,2—2,3%; молибден — 0,2—8,0%; ванадий — 0,8—8,0%; цирконий — 0,5—12,0%; хром — 0,5—11,5%; олово — 2,0—3,0%; ниобий — 0,5—1,5%; кремний — 0,05—0,40%; железо — 0,2—1,5%.
При переплаве отходов титановых сплавов содержание легирующих компонентов может достигать следующих значений: алюминий — 0,2—7,5%; марганец — 0,2—2,3%; молибден — 0,2—8,0%; ванадий — 0,8—8,0%; цирконий — 0,5—12,0%; хром — 0,5—11,5%; олово — 2,0—3,0%; ниобий — 0,5—1,5%; кремний — 0,05—0,40%; железо — 0,2—1,5%.Применяемый для выплавки кварцит в кусках величиной до 5 мм должен содержать 95% SiO2; кварцит, так же как и поваренную соль той же крупности, сушат непосредственно перед плавкой.
Подготовленные шихтовые материалы дозируют и смешивают в барабанном смесителе не менее 5 мин. Отходы титановых сплавов задают перед началом плавки в ковш, установленный под агрегатом. Узел дозировки и смешивания шихты ферротитана показан на рис. 150.
- Требования к качеству ферротитана
- Физико-химические свойства титана и его соединения
- Технология производства лигатур с ниобием, железом, никелем, хромом, марганцем и алюминием
- Технология производства феррониобия
- Расчет шихты внепечной выплавки феррониобия
- Шихтовые материалы выплавки феррониобия
- Требования к качеству феррониобия
- Физико-химические свойства ниобия и его соединений
- Технология производства лигатур с хромом и молибденом
- Технология производства безуглеродистого феррохрома
