Технология производства лигатур с ниобием, железом, никелем, хромом, марганцем и алюминием
Легирование сталей ниобием в виде стандартного алюминотермического феррониобия, особенно марок ФН3 и ФН4, содержащих 10—13% Si, требует дополнительной выдержки стальной ванны в горячем состоянии вследствие медленного растворения сплава (это приводит к ухудшению качества стали как из-за пониженного содержания ниобия, так и из-за появления дефектов стали, вызванных наличием частиц нерастворенного феррониобия).
С целью сокращения времени легирования и более равномерного распределения ниобия в сталеплавильной ванне разработан ряд лигатур, содержащих ниобий, а также феррониобий с пониженным содержанием ниобия.
В табл. 85 приведен химический состав некоторых ниобийсодержащих легирующих сплавов, получаемых в ФРГ.
 Химический состав никельниобиевой лигатуры, используемой на отечественных металлургических предприятиях, приведен ниже, %:
Химический состав никельниобиевой лигатуры, используемой на отечественных металлургических предприятиях, приведен ниже, %: При совместном восстановлении алюминием ниобийсодержащего сырья и закиси никеля в соотношении, обеспечивающем получение сплава требуемого состава, выделяется достаточное количество тепла для ведения процесса внепечным способом. Однако, как показали, опыты, никелевые руды и концентраты содержат повышенное количество вредных примесей цветных металлов и их нельзя применять для производства лигатур, используемых при выплавке ответственных сплавов.
При совместном восстановлении алюминием ниобийсодержащего сырья и закиси никеля в соотношении, обеспечивающем получение сплава требуемого состава, выделяется достаточное количество тепла для ведения процесса внепечным способом. Однако, как показали, опыты, никелевые руды и концентраты содержат повышенное количество вредных примесей цветных металлов и их нельзя применять для производства лигатур, используемых при выплавке ответственных сплавов.Для получения лигатуры с низким содержанием цветных примесей в качестве никельсодержащего сырья используют электролитический никель, а ниобийсодержащего — техническую пяти-окись ниобия.
Никельниобиевую лигатуру выплавляют в электропечи, в которой сначала расплавляют электролитический никель, а затем при отключенной печи на поверхность расплава загружают алюминотермическую часть шихты, состоящую из технической пятиокиси ниобия, первичного алюминиевого порошка и извести.
Плавку ведут в электропечи мощностью 100 кВ-А при напряжении на низкой стороне 67 В. Перед началом плавки на подину печи, футерованную магнезитовым кирпичом, загружают половину навески никеля (10—15 кг) в виде пластин размером 150*100*10 мм, затем засыпают термитную смесь, состоящую из 2 кг натриевой селитры, 1 кг первичного алюминиевого порошка и 4 кг извести. После проплавления термитной смеси на образующемся известково-глиноземистом шлаке зажигают электрические дуги и расплавляют никель. Для устойчивого горения дуг в этот период добавляют известь в количестве 13—17% от навески никеля. Общая продолжительность плавления никеля на первой плавке кампании составляет 40 мин, затем по мере прогрева футеровки электропечи она снижается до 20 мин.
После полного расплавления никеля электропечь отключают и задают на расплав алюминотермическую часть шихты, состоящую из 30—40 кг технической пятиокиси ниобия (97—99% Nb2O5) и соответствующих количеств первичного алюминиевого порошка и извести. Алюминотермический период плавки проводят за 3—4 мин, после чего на поверхность жидкого шлака дополнительно вводили алюминиевой порошок и известь и сливают расплав в чугунную изложницу через носок электропечи, расположенный выше уровня шлака.
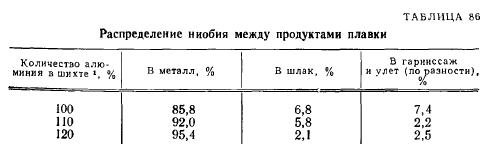 После охлаждения расплава в изложнице в течение 2 ч шлак легко отделяется от металла, который имеет чистую поверхность и плотную структуру. Извлечение ниобия на серии плавок составило 90%, усвоение никеля сплавом в среднем составило — 95%, расход электроэнергии 700—800 кВт-ч на 1 т лигатуры. Из приведенного в табл. 86 распределения ниобия между продуктами плавки следует, что потери ниобия в шлаке существенно уменьшаются при увеличении количества восстановителя со 100 до 120% от теоретически необходимого.
После охлаждения расплава в изложнице в течение 2 ч шлак легко отделяется от металла, который имеет чистую поверхность и плотную структуру. Извлечение ниобия на серии плавок составило 90%, усвоение никеля сплавом в среднем составило — 95%, расход электроэнергии 700—800 кВт-ч на 1 т лигатуры. Из приведенного в табл. 86 распределения ниобия между продуктами плавки следует, что потери ниобия в шлаке существенно уменьшаются при увеличении количества восстановителя со 100 до 120% от теоретически необходимого.Для рафинирования никельниобиевой лигатуры от газов и вредных примесей цветных металлов ее переплавляли в электронно-лучевой печи. Лигатуру подучали в индукционной печи емкостью 50 кг на шихте следующего состава, кг:
 Металл из индукционной печи выпускали в ковш, а затем в специальные металлические емкости. Полученные таким образом штанги квадратного сечения использовали в качестве заготовок для электроннолучевого переплава на ЭЛПУ-270М в кристаллизаторе диам. 120 мм при остаточном давлении 10в-2—10в-4 мм рт. ст. В результате электроннолучевого переплава концентрация свинца в лигатуре уменьшилась в 7 раз (с 0,015 до 0,002%), меди — в 11 раз (с 0,044 до 0,004%), олова — в 4 раза (с 0,017 до 0,004%). Общее количество газов в металле снизилось в 2 раза, кислорода — в 2,4 раза, водорода — в 1,3 раза, азота — в 4,2 раза.
Металл из индукционной печи выпускали в ковш, а затем в специальные металлические емкости. Полученные таким образом штанги квадратного сечения использовали в качестве заготовок для электроннолучевого переплава на ЭЛПУ-270М в кристаллизаторе диам. 120 мм при остаточном давлении 10в-2—10в-4 мм рт. ст. В результате электроннолучевого переплава концентрация свинца в лигатуре уменьшилась в 7 раз (с 0,015 до 0,002%), меди — в 11 раз (с 0,044 до 0,004%), олова — в 4 раза (с 0,017 до 0,004%). Общее количество газов в металле снизилось в 2 раза, кислорода — в 2,4 раза, водорода — в 1,3 раза, азота — в 4,2 раза.При промышленной выплавке никельниобиевой лигатуры на 1 т сплава с расчетным содержанием ниобия 30% расходуется, кг:
 Расход технологической электроэнергии 400 кВт*ч/т, извлечение ниобия на плавке 85,5%, усвоение никеля около 95%.
Расход технологической электроэнергии 400 кВт*ч/т, извлечение ниобия на плавке 85,5%, усвоение никеля около 95%.Для легирования безжелезистых хромоникелевых сплавов разработана лигатура ХНб, а высоколегированных сталей — ХНбЖ (табл. 87).
 Состав опытных партий лигатур ХНб и ХНбЖ приведен в табл. 88.
Состав опытных партий лигатур ХНб и ХНбЖ приведен в табл. 88.Выплавка хромниобиевой лигатуры осуществляется внепечным способом из пятиокиси ниобия, окиси хрома, хромата кальция и порошка первичного алюминия, взятых в соотношении 1 : 0,4 : 0,2 : 0,6 соответственно.
 Лигатуру хром—железо—ниобий производят в электропечи с предварительным расплавлением смеси хромового концентрата и извести и последующей загрузкой на поверхность расплава при отключенной электропечи восстановительной части шихты, состоящей из пятиокиси ниобия, алюминиевого порошка и хромового концентрата. Извлечение ниобия составляет в обоих случаях 92— 96%, хрома 90—95%.
Лигатуру хром—железо—ниобий производят в электропечи с предварительным расплавлением смеси хромового концентрата и извести и последующей загрузкой на поверхность расплава при отключенной электропечи восстановительной части шихты, состоящей из пятиокиси ниобия, алюминиевого порошка и хромового концентрата. Извлечение ниобия составляет в обоих случаях 92— 96%, хрома 90—95%.Выплавка хромниобиевой лигатуры может быть проведена в электропечи путем алюминотермического восстановления пирохлорового концентрата и окиси хрома. Для снижения содержания кремния в металле полученный сплав можно продувать кислородом.
В состав шихты хромниобиевой лигатуры на 100 кг пирохлорового концентрата входит 80 кг окиси хрома, 53—75 кг алюминиевого порошка, 12—14 кг извести.
Полученный в результате плавки металл содержит 23—41% Nb; 0,5—2,0% Si; до 2,4% Al; 0,2—1,8% Ti; 0,9-3,3% Fe; до 0,2% С; до 0,02% S; остальное — Cr. Извлечение составляет 75—98% Nb, 55—90% Cr.
Для производства ниобийсодержащих сталей с марганцем используют марганецниобиевую лигатуру (30—50% Nb+Ta; 20—30% Mn; <10% Si; <5% Al; <5% Ti; <0,3% Р; <0,2% С и <0,05% S). Такой сплав имеет более низкую температуру плавления, чем феррониобий, и быстро растворяется в стали.
Установлена возможность получения ниобиймарганцевой лигатуры заданного состава при совместном восстановлении окислов пирохлорового концентрата и марганцевой руды внепечным алюминотермическим способом. Полученный сплав содержал 30— 46% Nb; 19—29% Mn; 6—8% Si; 3—5% Al и 4—5% Ti. Однако металл опытных плавок плохо отделяется от шлака, поэтому извлечение в слиток ниобия не превышало 87%, а марганца 64%.
Лучшие результаты как по выходу металла, так и с точки зрения его качества можно получить при использовании технической пятиокиси ниобия (96% Nb2O5) и марганцевой руды (79% MnO2) или металлического марганца (95,5% Mn). Применение марганцевой руды приводит к повышению содержания фосфора в сплаве, достигающему 0,38%; при использовании металлического марганца содержание фосфора не превышает 0,11%.
Наряду с железохромниобиевой лигатурой для безжелезистых сплавов производится аналогичная никельхромниобиевая лигатура; наряду с ниобиймарганцевой лигатурой на металлургических предприятиях используют марганецхромниобиевую.
Алюминийниобиевая лигатура марки АНб в соответствии с ТУ 14-5-66—76 должна иметь следующий состав: 17—25% (Nb+Ta); 28—40% Al; <10% Si; <0,8% Р; <7% Ti; <5% Cu.
Алюминийниобиевую лигатуру выплавляют в электропечи с предварительным расплавлением алюминия, предназначенного для насыщения металла.
- Технология производства феррониобия
- Расчет шихты внепечной выплавки феррониобия
- Шихтовые материалы выплавки феррониобия
- Требования к качеству феррониобия
- Физико-химические свойства ниобия и его соединений
- Технология производства лигатур с хромом и молибденом
- Технология производства безуглеродистого феррохрома
- Использование шлаков металлического хрома
- Технология производства рафинированного хрома
- Технология производства металлического хрома
