Размер капель металла, образующихся при алюминотермическом восстановлении
Для оценки общего объема металла, образующегося в результате взаимодействия окислов с алюминием, обратимся, например, к основным реакциям алюминотермисчекого получения ферротитана:
 При окислении 108 г (или 40 см3) алюминия по реакции (127) образуется 144 г (или 32,7 см3) титана, т. е. из каждой единицы объема алюминия, израсходованного на восстановление, образуется 32,7 : 40 = 0,81 объема титана.
При окислении 108 г (или 40 см3) алюминия по реакции (127) образуется 144 г (или 32,7 см3) титана, т. е. из каждой единицы объема алюминия, израсходованного на восстановление, образуется 32,7 : 40 = 0,81 объема титана.Аналогично можно найти, что из каждой единицы объема алюминия, израсходованного на восстановление железа по реакции (128), образуется 0,76 единиц объема железа. Если принять, что частицы расплавленного восстановителя и образующегося металла имеют сферическую форму, то отношение их диаметров в обоих случаях будет близко к 0,9. Когда в объеме восстановителя находится большее количество алюминия, чем требуется для восстановления окислов, диаметр капли восстановленного металла будет равен от 0,9 до 1,0 диаметра частиц алюминия (в зависимости от количества избыточного алюминия в металле). При получении ферротитана с содержанием 40% Ti, 12% Al и 48% Fe из двуокиси титана и гематита объем полученного металла будет составлять 0,40*0,81 + 0,12*1,00 + 0,48*0,76 = 0,81 объема алюминия, необходимого для восстановления окислов и перехода в металл.
Близость объема получаемого металла к объему израсходованного на восстановление алюминия характерна не только для реакций, протекающих при производстве ферротитана, но и практически для всех остальных алюминотермических реакций, так как отношение объема грамм-эквивалента металлов (VMe), восстанавливаемых методами алюминотермии, к объему грамм-эквивалента алюминия (VAl), как видно из табл. 20, находится в пределах 0,5—1,1. В этой же таблице показано отношение диаметра капли восстановленного металла (dMe) к диаметру восстановителя (dAl), если восстановленный металл и алюминий имеют сферическую форму.
Как следует из табл. 20, отношение dMe : dAl для различных окислов, восстанавливаемых алюминотермическими методами, составляет от 0,8 до 1,0.
 Размер капель металла, образующихся в ходе алюминотермического процесса, не может не зависеть от крупности восстановителя, поскольку взаимодействие реагентов происходит на границе раздела алюминиевой капли и жидкого окисного расплава (общий объем восстановителя в 2—3 раза меньше объема расплавленных окислов) с растворением восстановленных элементов в металлической капле алюминиевая капля в ходе реакций должна преобразовываться в каплю получаемого сплава, размер которой определяется исходным объемом восстановителя и соотношением грамм-эквивалентных объемов алюминия и получаемого сплава.
Размер капель металла, образующихся в ходе алюминотермического процесса, не может не зависеть от крупности восстановителя, поскольку взаимодействие реагентов происходит на границе раздела алюминиевой капли и жидкого окисного расплава (общий объем восстановителя в 2—3 раза меньше объема расплавленных окислов) с растворением восстановленных элементов в металлической капле алюминиевая капля в ходе реакций должна преобразовываться в каплю получаемого сплава, размер которой определяется исходным объемом восстановителя и соотношением грамм-эквивалентных объемов алюминия и получаемого сплава.Высказанные выше положения экспериментально проверены для случая внепечной алюминотермической плавки ферротитана и металлического хрома с применением алюминиевого порошка различной крупности и постоянным размером зерен остальных шихтовых материалов. Плавки проводили на 300 кг окислов с нижним запалом, при этом с целью уменьшения скорости осаждения металла удельная теплота процесса была принята несколько меньшей, чем при промышленной выплавке. В момент окончания проплавления шихты толстостенной стальной ложкой отбирали пробу шлака и закаливали в воде. Из закаленной пробы изготовляли шлифы, в которых под микроскопом оценивали средний диаметр затвердевших капель восстановленного металла.
Форма зерен алюминиевого порошка существенно отличается от сферической, поэтому для оценки его крупности в каждой фракции определяли среднюю массу зерна, после чего рассчитывали диаметр шарообразной частицы, имеющей ту же массу (условный диаметр зерна).
Математическая обработка результатов эксперимента показала, что между средним диаметром зафиксированных в шлаке корольков dк (мм) и условным диаметром зерна алюминия dAl имеется стохастическая зависимость, которая может быть аппроксимирована следующим линейным уравнением (величина коэффициента парной корреляции составляет 0,97)
 Дальнейшие исследования проводились на лабораторных плавках (0,15 кг концентрата) ванадийалюминиевой лигатуры, ферровольфрама, феррониобия и силикоциркония, в которых с целью некоторого уменьшения скорости осаждения металла и возможно более полной фиксации восстановленных капель удельная теплота процесса также принималась несколько меньшей, чем промышленной выплавке.
Дальнейшие исследования проводились на лабораторных плавках (0,15 кг концентрата) ванадийалюминиевой лигатуры, ферровольфрама, феррониобия и силикоциркония, в которых с целью некоторого уменьшения скорости осаждения металла и возможно более полной фиксации восстановленных капель удельная теплота процесса также принималась несколько меньшей, чем промышленной выплавке. В ходе этого эксперимента было показано, что увеличение крупности алюминиевого порошка приводит к закономерному возрастанию крупности корольков металла (рис. 60). Математическая обработка результатов этой серии опытов (табл. 21) показала наличие тесной линейной связи между крупностью восстановителя и получаемого в ходе реакций металла (коэффициент парной корреляции 0,82). Уравнение регрессии для этой связи соответствует следующему выражению
В ходе этого эксперимента было показано, что увеличение крупности алюминиевого порошка приводит к закономерному возрастанию крупности корольков металла (рис. 60). Математическая обработка результатов этой серии опытов (табл. 21) показала наличие тесной линейной связи между крупностью восстановителя и получаемого в ходе реакций металла (коэффициент парной корреляции 0,82). Уравнение регрессии для этой связи соответствует следующему выражению Из уравнений (129) и (130) следует, что фактическое отношение диаметра металлических корольков к условному диаметру зерна алюминия несколько меньше, чем это следует из соотношений грамм-эквивалентных объемов, и составляет по результатам исследования проб алюминотермических расплавов 0,6—0,7, причем на второй серии опытов отношение dMe:dAl снижается с увеличением крупности алюминиевого порошка. Исследование шлакового гарниссажа дало аналогичную картину, однако в этом случае в области мелких фракций восстановителя отношение dMe:dAl оказывается близким к величине, обусловливаемой соотношением грамм-эквивалентных объемов, или даже несколько большим, чем это значение.
Из уравнений (129) и (130) следует, что фактическое отношение диаметра металлических корольков к условному диаметру зерна алюминия несколько меньше, чем это следует из соотношений грамм-эквивалентных объемов, и составляет по результатам исследования проб алюминотермических расплавов 0,6—0,7, причем на второй серии опытов отношение dMe:dAl снижается с увеличением крупности алюминиевого порошка. Исследование шлакового гарниссажа дало аналогичную картину, однако в этом случае в области мелких фракций восстановителя отношение dMe:dAl оказывается близким к величине, обусловливаемой соотношением грамм-эквивалентных объемов, или даже несколько большим, чем это значение.Более высокие, чем это следует из соотношения грамм-эквивалентных объемов, отношения dMe:dAl, наблюдаемые при использовании мелких фракций алюминия, по-видимому, могут быть объяснены эффектом коалесценции капель восстановителя в процессе их плавления, вероятность которого значительно повышается по мере измельчения алюминиевого порошка.
 С другой стороны, уменьшение dMe:dAl с ростом величины частиц алюминиевого порошка, видимо, связано со сложностью форм зерен пульверизируемого металла, возрастающей с увеличением размера зерен. При плавлении крупных зерен алюминия перед началом реакций возможно образование не одной, а нескольких капель жидкого алюминия, что приводит к уменьшению размера капель по сравнению с условным диаметром алюминиевого порошка. Кроме того, этому может способствовать также уменьшение доли металла, фиксируемого в виде корольков, по мере увеличения крупности металлических капель.
С другой стороны, уменьшение dMe:dAl с ростом величины частиц алюминиевого порошка, видимо, связано со сложностью форм зерен пульверизируемого металла, возрастающей с увеличением размера зерен. При плавлении крупных зерен алюминия перед началом реакций возможно образование не одной, а нескольких капель жидкого алюминия, что приводит к уменьшению размера капель по сравнению с условным диаметром алюминиевого порошка. Кроме того, этому может способствовать также уменьшение доли металла, фиксируемого в виде корольков, по мере увеличения крупности металлических капель.С увеличением крупности восстанавливаемого окисла можно было бы ожидать некоторого возрастания размера металлических капель, обусловленного увеличением вероятности коалесценции капель алюминия в процессе плавления, однако при экспериментальном проведении внепечной алюминотермической плавки с использованием окислов различной крупности не установлено корреляции между средним размером металлических корольков и крупностью окислов.
Таким образом, микроскопическое изучение шлаковых шлифов, отобранных из слоя гарниссажа, и закаленных проб алюминотермических расплавов позволяет прийти к заключению о наличии корреляции между размером капель восстановленного металла и величиной зерна алюминия, применяемого в качестве восстановителя в шихте внепечной алюминотермической плавки.
 Рассмотренные выше исследования показывают, что для ориентировочных оценок скорости падения металлических капель в шлаковом расплаве внепечной плавки (например, при оценке времени, необходимого для формирования металлического слитка) размер капель металла может быть принят близким к условному диаметру зерен алюминиевого порошка.
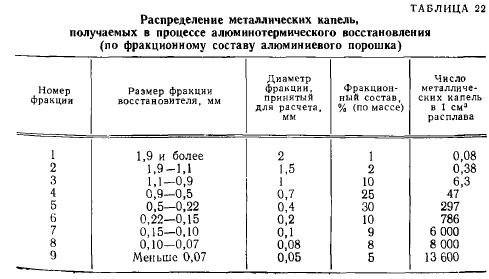
Рассмотренные выше исследования показывают, что для ориентировочных оценок скорости падения металлических капель в шлаковом расплаве внепечной плавки (например, при оценке времени, необходимого для формирования металлического слитка) размер капель металла может быть принят близким к условному диаметру зерен алюминиевого порошка.В табл. 22 приведена оценка общего количества металлических частиц по размерам и число металлических капель каждой фракции в 1 см3 алюминотермического расплава (по данным фракционного анализа алюминиевого порошка), определяемое по уравнению
 где ni — число металлических капель данной фракции в 1 см3 алюминотермического расплава;
где ni — число металлических капель данной фракции в 1 см3 алюминотермического расплава;Vi — объем металлических частиц этой фракции в 1 см3 металла;
а — объемная доля металлических частиц в алюминотермическом расплаве;
di — средний диаметр капель фракции.
Распределение металлических капель по размерам, представленное на рис. 61, определено по уравнению
 Средний (приведенный) радиус частиц каждой фракции определяется по формуле, предложенной А.Н. Фигуровским:
Средний (приведенный) радиус частиц каждой фракции определяется по формуле, предложенной А.Н. Фигуровским: где ni — число частиц радиуса ri.
где ni — число частиц радиуса ri. Вероятность коалесценции двух сферических капель, имеющих радиусы R и r и находящихся в вязкой среде, при отсутствии направленного движения определяется по М. Смолуховскому следующим уравнением:
Вероятность коалесценции двух сферических капель, имеющих радиусы R и r и находящихся в вязкой среде, при отсутствии направленного движения определяется по М. Смолуховскому следующим уравнением: где n — вязкость среды;
где n — вязкость среды;k — постоянная Больцмана.
Наличие гравитационного падения увеличивает вероятность коалесценции жидких металлических капель в связи с возрастанием числа столкновений капель различных размеров. Как было показано X. Мюллером, наличие направленного движения повышает скорость коалесценции в ShC/C раз, где
 (v — относительная скорость падения капель, D — коэффициент диффузии).
(v — относительная скорость падения капель, D — коэффициент диффузии).Подставляя в уравнение (135) выражение для v и D, получим
 где p1 — плотность металла;
где p1 — плотность металла;p2 — плотность шлака.
Для оценки скорости коалесценции капель в алюминотермических расплавах примем следующие значения величин: плотность жидкого металла — 6 г/см3, плотность жидкого шлака — 3 г/см3, вязкость жидких шлаков — 0,2 Па*с.
Для определения величины С значения радиусов капель R и r могут быть приняты равными соответственно 1 и 0,1 мм (см. табл. 22).
Подставляя числовые значения в уравнение (136), получаем С = 9,8*10в11. X. Мюллером показано, что при направленном движении коалесцирующих частиц наличием коалесценции за счет броуновского движения можно пренебречь для случая С > 5. Следовательно, для оценки скорости формирования металлического слитка алюминотермической плавки необходимо рассмотреть только условия ортокинетической коалесценции, определяемой падением капель под действием силы тяжести.
При падении капли в вязкой среде вокруг Нее происходит гидродинамическое течение жидкости, снижающее коалесценционный эффект, так как часть мелких фракций увлекается от траектории движения крупной капли. В соответствии с теорией коалесценции Смолуховского — Мюллера, минимальный размер капли rmin, на которую гидродинамическое течение шлака не оказывает заметного влияния, определяется по уравнению
 Таким образом, капли размером меньше, чем rmin, не будут коалесцировать с более крупными в процессе осаждения металла. Подставляя в уравнение (137) принятые выше числовые значения, получим, что для алюминотермических расплавов rmin = 0,001 мм.
Таким образом, капли размером меньше, чем rmin, не будут коалесцировать с более крупными в процессе осаждения металла. Подставляя в уравнение (137) принятые выше числовые значения, получим, что для алюминотермических расплавов rmin = 0,001 мм.Уместно отметить, что при исследовании распределения корольков, остающихся в шлаке ферротитана, металлического хрома и других ферросплавов, было установлено статистически равномерное распределение мелких корольков (rcp = 0,0015 мм, rmax = 0,02 мм) по всему сечению шлака. Как следует из приведенных размеров подобных корольков, их радиус достаточно хорошо совпадает с рассчитанным по уравнению (137). Эти частицы, не коалесцирующие с более крупными каплями в связи с гидродинамическим течением шлака и не изменяющие своего первоначального положения в расплаве из-за малых размеров, в ряде случаев могут занимать наибольший удельный вес в потерях металла в шлаке.
Один из методов расчета скорости ортокинетической коалесценции бидисперсных систем предложен П. Туорилой, который исходит из предположения о наличии цилиндрического аттракционного пространства возле крупных частиц радиуса R. Ось каждого аттракционного цилиндра совпадает с направлением падения капли, его наружная поверхность описана радиусом (R + r), внутренняя — радиусом R, т. е. высота цилиндра D соответствует относительной скорости частиц радиусов R и r:
 Уравнение (138), как и рассмотренная выше формула (135), получено с использованием уравнения Стокса и является справедливым лишь для случая ламинарного движения металлических капель в шлаковом расплаве. Как было показано выше, максимальный радиус капли, при котором сохраняется ламинарность ее движения в жидком шлаке, значительно превышает размеры капель образующегося металла, следовательно, уравнения (137) и (138) могут быть использованы для оценки скорости коалесценции металлических капель при их падении через шлаковый расплав.
Уравнение (138), как и рассмотренная выше формула (135), получено с использованием уравнения Стокса и является справедливым лишь для случая ламинарного движения металлических капель в шлаковом расплаве. Как было показано выше, максимальный радиус капли, при котором сохраняется ламинарность ее движения в жидком шлаке, значительно превышает размеры капель образующегося металла, следовательно, уравнения (137) и (138) могут быть использованы для оценки скорости коалесценции металлических капель при их падении через шлаковый расплав.Объем аттракционного пространства в крупной капле определяется уравнением
 Сумма объемов аттракционных цилиндров для всех крупных частиц, находящихся в 1 см3 расплава, равна
Сумма объемов аттракционных цилиндров для всех крупных частиц, находящихся в 1 см3 расплава, равна где N — число крупных частиц, отнесенных к 1 см3 алюминотермического расплава.
где N — число крупных частиц, отнесенных к 1 см3 алюминотермического расплава.Анализ уравнения (139) показывает, что в промежутке значений r/R от 0 до 0,4 величина В остается практически постоянной и максимальная скорость коалесценции имеет место при r/R = 0,6.
В начальный период времени (т = 0) в объеме В содержится n0В капель радиуса r (n0 — число малых капель в 1 см3). Обозначим уменьшение числа капель в 1 см3 за бесконечно малый отрезок времени dx через dn, тогда
 Интегрируя уравнение (143) в пределах времени от 0 до т, получаем
Интегрируя уравнение (143) в пределах времени от 0 до т, получаем Так как величина В постоянна, то
Так как величина В постоянна, то Найдем время Т, в течение которого количество мелких капель уменьшится наполовину. В этом случае
Найдем время Т, в течение которого количество мелких капель уменьшится наполовину. В этом случае
 Уравнение (151) является справедливым, если каждое соударение частиц радиусом R и r вызывает их коалесценцию. При невыполнении этого условия эффективность соударений учитывается введением в уравнение коэффициента E:
Уравнение (151) является справедливым, если каждое соударение частиц радиусом R и r вызывает их коалесценцию. При невыполнении этого условия эффективность соударений учитывается введением в уравнение коэффициента E: Величина коэффициента E зависит от физико-химических свойств расплавленных фаз (плотности, вязкости, межфазного натяжения на границе капли со шлаком), а также размеров капель. В работе предлагается следующее выражение для определения коэффициента Е:
Величина коэффициента E зависит от физико-химических свойств расплавленных фаз (плотности, вязкости, межфазного натяжения на границе капли со шлаком), а также размеров капель. В работе предлагается следующее выражение для определения коэффициента Е: Коэффициент инерции k, входящий в уравнение (153), определяется по формуле
Коэффициент инерции k, входящий в уравнение (153), определяется по формуле Для расчета уменьшения количества металлических капель в расплаве за время т, отличное от Т, используется уравнение
Для расчета уменьшения количества металлических капель в расплаве за время т, отличное от Т, используется уравнение Действительно, при т = T количество частиц уменьшается в 2 раза, через промежуток времени т = 2T их количество уменьшается еще в 2 раза и т. д.
Действительно, при т = T количество частиц уменьшается в 2 раза, через промежуток времени т = 2T их количество уменьшается еще в 2 раза и т. д.Для полидисперсных систем метод расчета коалесценции не разработан в связи со сложностью математического выражения коалесценционных процессов при большом количестве фракций взаимодействующих частиц. Поэтому при проведении практических расчетов (например, в седиментометрическом анализе реальная полидисперсная система заменяется условной бидисперсной, в которой величины R и r принимаются близкими к средним значениям радиусов частиц рассматриваемой полидисперсной системы. Нетрудно видеть, что точность результатов такого расчета значительно уменьшается по мере роста различий в размерах как крупных, так и мелких частиц, и при больших различиях в величинах радиусов капель, характерных для коалесценции жидкого металла в алюминотермическом расплаве, подобная замена может привести к существенным ошибкам расчета. Поэтому для оценки времени формирования слитка металла алюминотермической плавки предложена методика расчета, заключающаяся в суммировании изменений числа капель в расплаве, являющихся следствием взаимодействия двух любых фракций металла, представленных в табл. 22.
Число бидисперсных систем, рассматриваемых при таком методе расчета, очевидно, равняется числу сочетаний по два из числа фракций, на которые разбита полидисперсная система (в предельном случае, когда система разбивается только на две фракции, полидисперсная система становится бидисперсной и расчет проводится с учетом взаимодействия этих двух фракций).
Расчет коалесценции в каждой из полученных таким образом бидисперсных систем проводится по методу П. Туорилы. При проведении расчета учитывается, что время, в течение которого крупная капля радиусом R коалесцирует в расплаве более мелкие капли, не может превышать времени ее падения через шлаковый расплав. Для проведения дальнейших расчетов высоту шлакового расплава принимают равной 1 м и определяют время осаждения капель каждой металлической фракции (табл. 23).
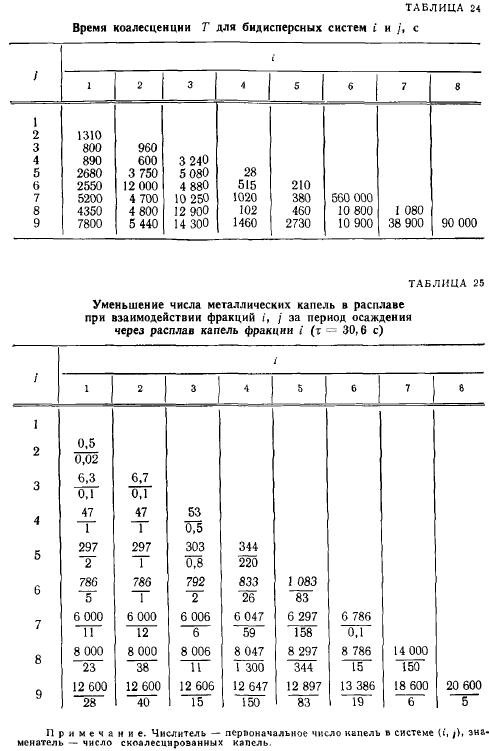
 В табл. 24 приведены результаты расчета времени коалесценции T для различных бидисперсных систем i, j, где i — номер фракции большего радиуса, j — номер фракции меньшего радиуса.
В табл. 24 приведены результаты расчета времени коалесценции T для различных бидисперсных систем i, j, где i — номер фракции большего радиуса, j — номер фракции меньшего радиуса.Результаты расчета уменьшения числа металлических капель при взаимодействии каждых двух фракций i, j за период осаждения более крупной из них сведены в табл. 25, а суммарная кинетика коалесценции показана на рис. 62.
 Таким образом, для принятых в расчете величин коалесценционные процессы завершаются в течение примерно 7—8 мин после окончания проплавления последней порции шихты. Так как фракционный состав алюминиевого порошка и физико-химические характеристики расплава для большинства процессов близки к величинам, использованным в расчете, полученные результаты могут характеризовать время формирования металлического слитка промышленной плавки различных алюминотермических сплавов (при высоте слоя шлака 1 м).
Таким образом, для принятых в расчете величин коалесценционные процессы завершаются в течение примерно 7—8 мин после окончания проплавления последней порции шихты. Так как фракционный состав алюминиевого порошка и физико-химические характеристики расплава для большинства процессов близки к величинам, использованным в расчете, полученные результаты могут характеризовать время формирования металлического слитка промышленной плавки различных алюминотермических сплавов (при высоте слоя шлака 1 м).Приведенный расчет позволяет уточнить влияние некоторых технологических факторов на уровень потерь металла в виде корольков, остающихся в шлаке. Так, нижний предел крупности алюминиевого порошка, используемого в качестве восстановителя, должен быть не менее 0,003—0,005 мм, так как при использовании более мелких фракций алюминия разделение металлической и шлаковой фаз после протекания восстановительных реакций оказывается невозможным. Между тем, как следует из табл. 23, роль крупных фракций (R > 0,5 мм) в коалесценции капель восстановленного металла значительно меньше, чем фракций 0,3—0,5 мм, осаждающихся через шлак с достаточными скоростями и способствующих осаждению в слиток основной массы металлических капель.
Малый коалесценционный эффект падения капель металла, имеющих радиус выше 0,5 мм, объясняется, во-первых, тем, что число таких капель при одной и той же массе значительно меньше, чем менее крупных (например, при уменьшении размера частиц в два раза их количество при той же массе возрастает в восемь раз), и, во-вторых, тем, что время, в течение которого эти капли находятся в расплаве, весьма мало. Учитывая, что по мере увеличения крупности алюминиевого порошка возрастает вероятность неполного использования его в ходе алюминотермических реакций, в качестве верхнего предела крупности алюминиевого порошка следует признать величину не более 1,0 мм.
 Существенное влияние на скорость процесса формирования металлического слитка оказывает вязкость шлакового расплава. Это влияние проявляется прежде всего в том, что скорость осаждения металла обратно пропорциональна величине вязкости; вследствие увеличения ее, например с 0,2 до 0,6 Па*с, увеличивается время осаждения металла с 8 до 24 мин. Кроме того, повышение вязкости шлака снижает эффективность соударения капель различных размеров и увеличивает время коалесценции Т, в результате чего уменьшается скорость коалесценции капель металла и возрастают его потери в виде корольков, остающихся в шлаке.
Существенное влияние на скорость процесса формирования металлического слитка оказывает вязкость шлакового расплава. Это влияние проявляется прежде всего в том, что скорость осаждения металла обратно пропорциональна величине вязкости; вследствие увеличения ее, например с 0,2 до 0,6 Па*с, увеличивается время осаждения металла с 8 до 24 мин. Кроме того, повышение вязкости шлака снижает эффективность соударения капель различных размеров и увеличивает время коалесценции Т, в результате чего уменьшается скорость коалесценции капель металла и возрастают его потери в виде корольков, остающихся в шлаке.Для экспериментальной проверки полученных в результате расчетов данных была проведена серия промышленных плавок ферротитана (масса концентрата 3000 кг) с выпуском жидкого шлака через определенные промежутки времени после окончания проплавления шихты через специальную летку, расположенную примерно на 50 мм выше уровня металла. Время слива шлака составляло около 1 мин.
Как следует из приведенной на рис. 63 зависимости массы металлического слитка от времени пребывания жидкого металла под шлаковым расплавом, уменьшение времени выдержки до 1—5 мин приводит к существенному уменьшению массы металла, в то время как при выдержке в течение более 5—10 мин выход металла практически не изменяется.
Таким образом, зависимость массы металла от времени выдержки, полученная экспериментально, качественно согласуется с расчетом времени коалесценции металлических капель в алюминотермическом расплаве по рассмотренной выше методике.
Вышеизложенное дает основания для заключения о том, что размер капель восстановленного металла не остается постоянным во время их прохождения через расплавленный шлак. Более того, можно полагать, что коалесценции жидких капель является важнейшим механизмом формирования металлического слитка.
- Скорость осаждения металлической капли в шлаковом расплаве
- Оценка гомогенности смесей дисперсных окислов с алюминиевым порошком
- Скорость проплавления промышленных шихт и полнота протекания алюминотермических процессов
- Высокотемпературное восстановление окислов металлов алюминием
- Низкотемпературная стадия взаимодействия алюминия с окислами металлов
- Взаимодействие компонентов алюминотермических сплавов с примесями цветных металлов
- Алюмотермическое восстановление трудновосстановимых окислов
- Алюминотермическое восстановление окислов ниобия
- Алюмотермическое восстановление окислов хрома
- Температурная зависимость изменения изобарно-изотермического потенциала алюминотермических процессов
